UNIVERSIDADE FEDERAL DE SÃO CARLOS CENTRO DE CIÊNCIAS EXATAS E DE TECNOLOGIA
PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE MATERIAIS
CARACTERIZAÇÃO E MODELAGEM DO COMPORTAMENTO PLÁSTICO DO AÇO INOXIDÁVEL AUSTENÍTICO ISO 5832-9, UTILIZADO EM
IMPLANTES ORTOPÉDICOS
Eden Santos Silva
São Carlos - SP
UNIVERSIDADE FEDERAL DE SÃO CARLOS CENTRO DE CIÊNCIAS EXATAS E DE TECNOLOGIA
PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE MATERIAIS
CARACTERIZAÇÃO E MODELAGEM DO COMPORTAMENTO PLÁSTICO DO AÇO INOXIDÁVEL AUSTENÍTICO ISO 5832-9, UTILIZADO EM
IMPLANTES ORTOPÉDICOS
Eden Santos Silva
Orientador: Prof. Dr. Oscar Balancin
Agência Financiadora: CAPES
São Carlos
2011
Tese apresentada ao Programa de
Pós-Graduação em Ciências e Engenharia
de Materiais como requisito parcial à
obtenção do título de DOUTOR EM
Ficha catalográfica elaborada pelo DePT da Biblioteca Comunitária/UFSCar
Silva, Eden Santos
Caracterização e modelagem do comportamento plástico
do aço inoxidável austenítico ISO 5832-9, utilizado em
implantes ortopédicos/ Eden Santos Silva. São Carlos: UFSCar,
2011.
211 p.
Tese (Doutorado) – Universidade Federal de São Carlos, 2011.
DEDICATÓRIA
Dedico este trabalho à minha Mãe Lindalva Santos Silva, aos meus
irmãos, Rafael Santos Silva e Elda Rachel Santos Silva, à minha Vó Matilde
Santos Silva e minha namorada Viliane Colins, pessoas que tenho sentimentos
notáveis que me apoiam e ajudam sempre.
Com carinho.
VITAE DO CANDIDATO
Mestre em Física pela Universidade Federal do Maranhão/UFMA (2007),
MEMBROS DA BANCA EXAMINADORA DA TESE DE DOUTORADO DE
EDEN SANTOS SILVA
APRESENTADA AO PROGRAMA DE PÓS-GRADUAÇÃO EM
CIÊNCIA E ENGENHARIA DE MATERIAIS, DA UNIVERSIDADE FEDERAL
DE SÃO CARLOS, EM 16 DE DEZEMBRO DE 2011.
BANCA EXAMINADORA:
Prof. Dr. OSCAR BALANCIN
ORIENTADOR
PPG-CEM/ UFSCAR
Prof. Dr. SEBASTIÃO ELIAS KURI
PPG-CEM/ UFSCAR
Prof. Dr. LUIZ CARLOS CASTELETTI
EESC/ USP
Prof.(a). Dra. REGINA CÉLIA DE SOUSA
DEFIS/ UFMA
Prof. Dr. ENRICO JOSÉ GIORDANI
AGRADECIMENTOS
A Deus, por ter me agraciado com as oportunidades e condições de
seguir com meus estudos.
Aos Prof. Dr. Oscar Balancin pela orientação, ensinamentos e ajuda
na realização deste trabalho.
Ao Prof. Dr. Alberto Moreira Jorge Jr. pela ajuda constante no
desenvolvimento deste trabalho.
À Profa. Dra. Regina Célia de Sousa (UFMA/ MA) pela ajuda no
desenvolvimento deste trabalho e por fazer parte dessa história acadêmica.
Aos meus co-orientadores no exterior, Prof. Dr. José Maria Cabrera,
Profa. Dra. Jessica Calvo, Dr. Ahmed Boulajaj, Prof. Dr. Pablo Rodriguez. Aos
técnicos Iban Gonzalez, Montse Marsal e Ana Hernandez da Universidade
Politécnica de Catalunya (UPC) e Centro Tecnológico de Manresa
(CTM-Espanha), onde realizei estágio Doutorado - Sanduíche.
Ao PPG-CEM, ao DEMa e à UFSCar pela formação, apoio e suporte
técnico para realização do trabalho. Aos técnicos Rover, Beto, Helena pelo
apoio técnico.
Aos professores, funcionários e colegas do Departamento de Física
da Universidade Federal do Maranhão (UFMA) pela minha formação, apoio e
incentivo para elaboração deste trabalho.
Aos Amigos Rialberth Cutrim, Fabio Gerônimo, Mariana Beatriz,
Pedro Nonato e Eliel de Oliveira do grupo de simulação física de torção a
quente pela amizade, ajuda e discussão do trabalho.
Aos meus familiares, pelo apoio, incentivo e compreensão: A minha
Mãe (Lindalva Santos), à minha Avó (Matilde Santos), à minha namorada
Viliane Colins e também aos irmãos Rudi’s pelo apoio.
À empresa VILLARES METALS pela doação do material utilizado
neste trabalho.
RESUMO
O aço inoxidável austenítico ISO 5832-9 usado em implantes ortopédicos foi
deformado sob torção a quente em condições similares às industriais, no
intervalo de temperaturas entre 900 e 1200 oC e taxas de deformação variando
entre 0,01 e 10 s-1. O comportamento plástico do aço foi estudado analisando a
forma das curvas de escoamento, a equação constitutiva, mapas de
processamento, modelagem das curvas e a evolução da microestrutura
segundo as condições de deformação. As curvas de escoamento plástico
obtidas apresentam inicialmente um regime de endurecimento, seguido de
amaciamento diferenciado de outros aços inoxidáveis que recristalizam
dinamicamente. Três comportamentos distintos foram observados durante a
deformação: (i) curvas com amaciamento contínuo indicando fluxo localizado
(em baixa T e alta
ε
& ) formando os domínios de instabilidade no espaçotemperatura-taxa de deformação; (ii) curvas tipo plano, onde a tensão
praticamente não varia com a deformação, como é observado em materiais
que recuperam dinamicamente (em baixa T e
ε
& intermediária) commicroestrutura recristalizada parcial e heterogeneamente e, (iii) curvas com
amaciamento após a tensão crítica levando o estado estacionário para grandes
deformações (em alta T e baixa
ε
& ) com domínios de boa trabalhabilidade aquente. Esses comportamentos indicam a influência da energia de falha de
empilhamento (EFE), átomos de soluto em solução sólida (Nb, N, Mo) e
partículas de precipitados da fase Z (NbCrN) na cinética de amaciamento deste
aço. Ensaios de relaxação de tensão, duplo passe isotérmico e múltiplas
deformações em resfriamento contínuo evidenciam a presença destes
fenômenos durante e entre deformações com a formação de patamares e
ABSTRACT
A Nb- and N- bearing (ISO 5832-9) austenitic stainless steel used in orthopedic
implants was deformed in torsion over temperature range of 900 - 1200 °C and
strain rates of 0.01 to 10 s-1. The material hot deformation behavior was studied
conducting the analysis of the shape of the flow stress curves, constitutive
equation, processing maps, modeling and microstructure evolution under
deformation conditions. Flow stress rises in the initial work-hardening regime
and, in contrast with other stainless steels, this material displays three different
behaviors during flow softening regime: (i) continuous flow softening curves, as
in flow localization (at lower T and high
ε
& ) forming the domains of instability inspace temperature-strain rate; (ii) flat type where the stress does not vary with
strain, as observed in materials that recover dynamically through the softening
process (at lower T and intermediate
ε
& ) with partial recrystallizedmicrostructure, and (iii) flow softening after a critical strain, leading to a steady
state at higher strains (at higher T and low
ε
& ) with good hot workability. Thisindicates that there is strong influence of the moderate value of stacking fault
energy (SFE), atoms in solid solution (Nb, N, Mo) and particles of Z-phase
precipitates (NbCrN) on the softening kinetics of this steel. Stress relaxation
tests, double and multiple pass deformation in isothermal continuous cooling
suggested that these phenomena took place during and between deformation
with the formation of the plateaus, increasing recrystallization temperature and
PUBLICAÇÕES
- E. S. Silva, R. C. Sousa, A. M. Jorge Jr. and O. Balancin. Hot deformation
behavior of a Nb - and N-bearing austenitic stainless steel biomaterial. (Artigo
submetido à revista Materials Science & Engineering A, Ref. No.
MSEA-D-11-0, 3251).
- E. S. Silva, R. C. Sousa, A. M. Jorge Jr. and O. Balancin. Modeling of plastic
flow curves the of a Nb- and N-bearing austenitic stainless steel. (Artigo
submetido à revista Materials Research. ID: 1102-11.
- SILVA, E.S.; BALANCIN, O.; SOUSA, R.C.; CABRERA, J.M. Modeling Plastic
Flow Curves of Austenitic Stainless Steel ISO 5832-9 Used in Orthopedic
Applications. X Brazilian MRS Meeting, SBPmat 2011. Gramado, RS, Brasil,
2011.
- SILVA, E.S.; BALANCIN, O.; SOUSA, R.C.; CABRERA, J.M. Characterization
of Plastic Flow Curves of Austenitic Stainless Steel ISO 5832-9 Used in
Orthopedic Applications. 10th Brazilian Stainless Steel Conference, Rio de
Janeiro, Brazil, 2010.
- SILVA, E.S.; BALANCIN, O.; SOUSA, R.C.; CABRERA, J.M. Caracterização
das Curvas de Escoamento Plástico do Aço Inoxidável Austenítico ISO 5832-9
Utilizado em Aplicações Ortopédicas. CONGRESSO BRASILEIRO DE
ENGENHARIA E CIÊNCIA DE MATERIAIS (CBECiMat). Campos do Jordão, SP, Brasil, 2010.
- SILVA, E.S.; NASCIMENTO, L.A.; SOUSA, R.C.; CABRERA, J.M;
BALANCIN, O. Recristalização dinâmica em um aço inoxidável austenítico ISO
5832-9 durante a deformação a quente. CONGRESSO BRASILEIRO DE
- GERONIMO, F.H.C.; SILVA, E.S.; BALANCIN, O. Caracterização das curvas
de escoamento plástico do aço inoxidável austenítico ASTEM F 138 utilizado
em aplicações ortopédicas. CONGRESSO BRASILEIRO DE ENGENHARIA E
CIÊNCIA DE MATERIAIS (CBECiMat). Campos do Jordão, SP, Brasil, 2010. - CUTRIM, R.M.; GERONIMO, F.H.; SILVA, E.S.; BALANCIN, O. Dynamic
Recrystallization Behavior of the Medium Carbon 38MnSiVS5 steel
V-Microalloyed Used in the Manufacture of Automotive Components. In: 11th
INTERNATIONAL CONFERENCE ON ADVANCED MATERIAL (ICAM 2009). Rio de Janeiro - RJ. Agosto, 2009.
- GERONIMO, F.H.C.; CUTRIM, R.M; SILVA, E.S.; BALANCIN, O. Influence of
deformation conditions on dynamically recrystallized grain size of ASTM F 138
austenitic stainless steel biomaterial. In: 11th INTERNATIONAL CONFERENCE
SUMÁRIO
Pág.
BANCA EXAMINADORA VII
AGRADECIMENTOS IX
RESUMO XI
ABSTRACT XIII
PUBLICAÇÕES XV
SUMÁRIO XXII
ÍNDICE DE TABELAS XXII
ÍNDICE DE FIGURAS XXIII
SÍMBOLOS E ABREVIAÇÕES XXXI
1 INTRODUÇÃO 01
2 REVISÃO BIBLIOGRÁFICA 03
2.1 Aspectos gerais sobre biomateriais ortopédicos 03
2.1.1 Aços inoxidáveis austeníticos utilizados em implantes 05
2.1.2 O aço inoxidável austenítico ISO 5832-9 07
2.2 Trabalhabilidade a quente 09
2.2.1 Mapas de processamento 11
2.3 Mecanismos de endurecimento e de amaciamento atuantes
durante o processamento metalúrgico
16
2.3.1 Mecanismo de endurecimento 16
2.3.1.1 Encruamento 16
2.3.2 Mecanismo de amaciamento 17
2.3.2.1 Recuperação estática (SRV) 18
2.3.2.2 Recristalização estática (SRX) 19
2.3.2.3 Recuperação dinâmica (DRV) 20
2.3.2.4 Recristalização dinâmica (DRX) 21
2.3.2.5 Recristalização metadinâmica (MDRX) 24
2.4 Precipitação 26
2.4.1 Precipitação induzida por deformação 28
2.5.1 Recuperação dinâmica 30
2.5.2 Início da Recristalização dinâmica 32
2.5.3 Recristalização dinâmica 33
3 MATERIAL E MÉTODOS 35
3.1 Material 35
3.2 Procedimentos experimentais 35
3.2.1 O dilatômetro utilizado 36
3.2.2 Máquina de ensaios de torção a quente 37
3.3 Ensaios realizados 39
3.3.1 Ensaio de torção a quente isotérmico contínuo 39
3.3.1.1 Determinação da deformação crítica 40
3.3.1.2 Tensão de saturação 42
3.3.2 Determinação dos mapas de processamento 43
3.3.3 Ensaio de relaxação de tensão 44
3.3.4 Ensaio com dupla deformação 45
3.3.4.1 Determinação da fração amaciada (Xs) com duplo passe 46
3.3.5 Ensaios com múltiplas deformações 47
3.4 Observações microestruturais 50
4 RESULTADOS EXPERIMENTAIS 53
4.1 Microestrutura inicial 53
4.2 Descrição da curva de relaxação de tensão do aço ISO 5832-9 55
4.3 Curvas de escoamento plástico 57
4.4 Equação constitutiva do aço 61
4.5 Mapas de processamento 65
4.6 Pontos característicos das curvas de escoamento plástico 73
4.6.1 Início da recristalização dinâmica 73
4.6.2 Tensão de saturação 73
4.6.3 Tensões e deformações inicial, de pico e de estado
estacionário
73
4.6.4 Relações entre tensões e deformações inicial, crítica, de
pico e de estado estacionário
76
com as condições de deformação
4.7.1 Tensões 78
4.7.2 Deformações 80
4.8 Parametrização da curva de escoamento plástico 83
4.8.1 Equações empíricas 83
4.8.2 Tensões 83
4.8.3 Deformações 86
4.9 Modelagem das curvas de escoamento plástico 88
4.9.1 Reconstruindo a curva de escoamento plástico
considerando que o material só amacia por recuperação dinâmica
88
4.9.2 Reconstruindo a curva de escoamento plástico na região
de amaciamento promovido por recristalização dinâmica
97
4.9.2.1 Cálculo da fração amaciada 97
4.9.2.2 Predição do tempo para 50% (t0,5) de amaciamento 100
4.9.2.3 Cálculo do expoente (n) de Avrami 103
4.10 Comparação das curvas modeladas com as curvas
experimentais
109
4.11 Observações microestruturais 112
4.11.1 Evolução microestrutural durante a deformação 112
4.12 Microestrutura após a deformação a quente 123
4.13 Análise via difração por elétrons retroespalhados (EBSD) 130
4.14 Amaciamento após a deformação a quente 135
4.15 Precipitação induzida por deformação em resfriamento contínuo 151
5 DISCUSSÃO 161
5.1 Comportamento mecânico 161
5.1.1 Amaciamento dinâmico 162
5.1.2 Amaciamento estático 169
6 CONCLUSÕES 173
7 SUGESTÕES PARA FUTUROS TRABALHOS 176
ÍNDICE DE TABELAS
Pág.
Tabela 2.1 Composição química dos quatro principais aços
inoxidáveis empregados em implantes ortopédicos (% massa)
06
Tabela 2.2 Efeito dos elementos de liga que compõem o aço ISO
5832-9
06
Tabela 3.1 Composição química do aço ISO 5832-9, (%massa) 35
Tabela 4.1 Alguns valores de energia de ativação aparente
apresentados na literatura para ligas metálicas
65
Tabela 4.2 Valores da tensão de escoamento plástico (em MPa) do
aço ISO 5832-9 para diferentes taxa de deformação e temperaturas
67
Tabela 4.3 Evolução do parâmetro m com a temperatura e deformação 69
Tabela 4.4 Dependência da taxa de encruamento (θ) com a tensão
aplicada (σ) (Eq. 3.3) e valores de σc e εc, para as condições
experimentais
74
Tabela 4.5 Parâmetros das curvas de escoamento plástico do aço ISO
5832-9
75
Tabela 4.6 Parâmetros de recuperação dinâmica (r) obtidos
analiticamente das curvas de escoamento plástico do aço ISO 5832-9 89
Tabela 4.7 Valores do expoente de Avrami (n) para as diversas
condições de deformação
105
Tabela 4.8 Evolução do tamanho de grão recristalizado
dinamicamente (dDRX) em função das condições de deformação
127
Tabela 4.9 Fração amaciada (Xs) obtida dos testes de compressão a
quente do aço ISO 5832-9 com deformação de 0,30, método offset
144
Tabela 4.10 Fração amaciada (Xs) obtida dos testes de compressão a
quente do aço ISO 5832-9 com deformação de 0,15, método offset
145
Tabela 4.11 Fração amaciada (Xs) obtida dos testes de compressão a
quente do aço ISO 5832-9 com deformação de 0,30, método da
tensão média equivalente
146
quente do aço ISO 5832-9 com deformação de 0,15, método da
tensão média equivalente
Tabela 4.13 Relação entre a TME e 1/T quando o amaciamento entre
passes é promovido pela recristalização estática completa entre
passes
ÍNDICE DE FIGURAS
Pág.
Figura 2.1 Classificação dos biomateriais. Primeira geração: aços
inoxidáveis tipo AISI 304 e 316, ligas Cr-Co, ligas de titânio, alumina,
zircônia, resina acrílica e silicone; Segunda geração: cerâmicas
bioativas (hidroxiapatita), polímeros biodegradáveis; Terceira geração:
colágeno e elastina
04
Figura 2.2 Estrutura cristalina da fase Ζ (NbCrN) e dos precipitados
tipo MN (M = Nb, Cr)
08
Figura 2.3 Recuperação: (a) discordâncias emaranhadas; (b)
formação de novas células; (c) células emaranhadas mais regulares;
(d) formação de contorno de subgrão; (e) crescimento de subgrão; (f)
todos os estágios
18
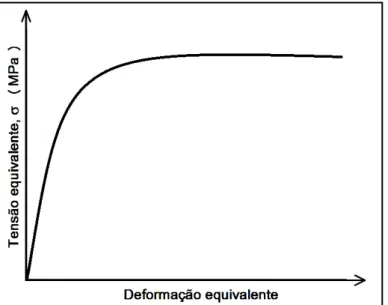
Figura 2.4 Forma típica da curva de escoamento plástico de materiais
que se recuperam dinamicamente, sem picos de tensão
20
Figura 2.5 Evolução microestrutural durante a DRX: (a) para ε < εc sem
grãos DRX; (b) formação do primeiro colar; (c) formação do segundo
colar e expansão para o interior dos grãos e maclas; (d-e) expansão
do volume DRX consumindo o interior do grão. (f) curva de
escoamento correspondente
22
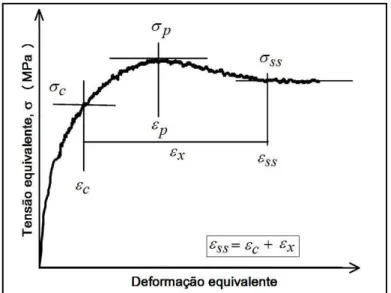
Figura 2.6 Representação esquemática da curva de escoamento
plástico de materiais que se recristalizam dinamicamente.
23
Figura 2.7 Representação esquemática da nucleação de novos grãos
DRX: (a) Distorção e flutuações do contorno; (b) Contorno de grão
parcialmente cisalhado; (c) Protuberância do contorno de grão
induzindo deformação
24
Figura 2.8 Diagrama recristalização - precipitação - tempo -
temperatura (RPTT)
29
Figura 3.1 Dilatômetro modelo DIL 850A/D utilizado neste trabalho. 36
Figura 3.2 Câmara de vácuo do dilatômetro modelo DIL 850A/D. 37
Figura 3.4 Desenho do corpo de prova utilizado nos ensaios de torção
a quente
38
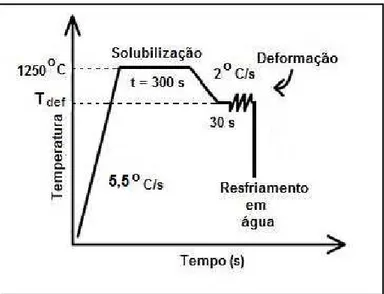
Figura 3.5 Ciclo térmico imposto nos ensaios contínuo de torção a
quente.
40
Figura 3.6 Diagrama indicando a metodologia utilizada para
determinar a tensão crítica (σc) para o início da recristalização
dinâmica no experimento realizado a 1000 oC com taxa de
deformação de 1,0 s-1.
41
Figura 3.7 Aplicação da Eq. 3.5 nos dados obtidos a 1000 oC com taxa
de deformação de 1,0 s-1, onde se observa o ponto mínimo
correspondente à tensão crítica (σc) para início da recristalização
dinâmica
42
Figura 3.8 Diagrama indicando a metodologia utilizada para a
determinação da tensão de saturação (σsat). Ampliação da região em
torno do ponto de inflexão da Figura 3.6
43
Figura 3.9 Ilustração do ciclo experimental utilizado nos testes de
relaxação de tensão
44
Figura 3.10 Ilustração esquemática do ciclo termomecânico
empregado nos ensaios isotérmicos com dupla deformação
45
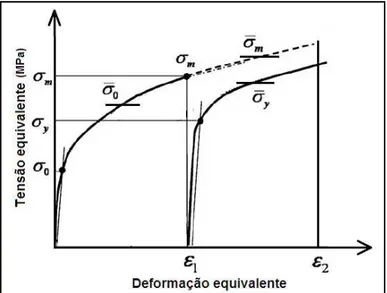
Figura 3.11 Esquema indicando os valores de tensões utilizados para
o cálculo da fração amaciada
47
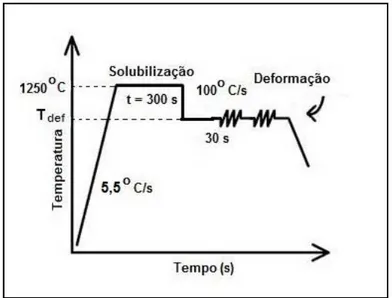
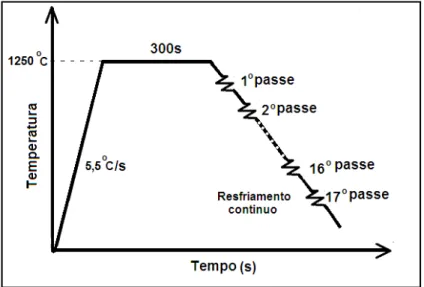
Figura 3.12 Representação esquemática do ciclo termomecânico
imposto em ensaios realizados com múltiplas deformações em
resfriamento contínuo.
48
Figura 3.13 Curvas obtidas em ensaios realizados com múltiplas
deformações em resfriamento contínuo. (b) Evolução da tensão média
equivalente (TME) com o inverso da temperatura.
49
Figura 4.1 Microestrutura inicial de uma amostra do aço ISO 5832-9
reaquecida a 1250 oC e mantida durante 300 s antes de ser resfriada
em água
54
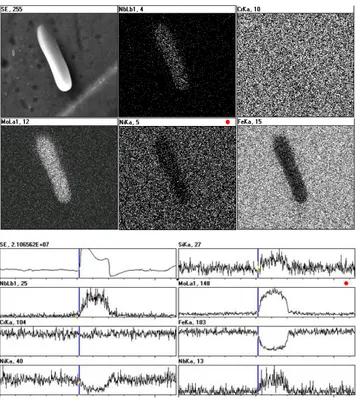
Figura 4.2 Precipitados encontrados no aço ISO 5832-9 identificados
EDS, mostrando a distribuição dos elementos formadores da fase Ζ
Figura 4.3 Espectro de difração de raios-X da fase Ζ 55
Figura 4.4 Curvas de relaxação de tensão do aço ISO 5832-9 após
deformação de 0,5% em diferentes temperaturas
56
Figura 4.5 Diagrama PTT baseado nas curvas de relaxação de tensão
do aço ISO 5832-9
57
Figura 4.6 Curvas de escoamento plástico obtidas nos ensaios de
torção isotérmicos contínuos: (a) 10 s-1, (b) 1,0 s-1, (c) 0,5 s-1 e (d) 0,01
s-1. As setas indicam os picos de tensão
59
Figura 4.7 Procedimento utilizado para determinar o valor de n da Eq.
4.1.
63
Figura 4.8 Diagrama indicando a dependência da tensão de pico (σp)
com a temperatura utlizado para determinar a energia de ativação
aparente (Qdef).
63
Figura 4.9 Correlação entre a tensão de pico (σp) e o parâmetro de
Zener-Hollomon (Z) indicando a adequação da Eq. 4.1 ao
comportamento a quente do material.
64
Figura 4.10 Curvas de escoamento plástico mostradas na Figura 4.6 e
reagrupadas em função das temperaturas de ensaios
66
Figura 4.11 Evolução da tensão de escoamento plástico em função da
taxa de deformação para as deformações: (a) ε = 0,30, (b) ε = 0,50, (c)
ε = 0,75, (d) ε = 1,3 (e) ε = 2,0
69
Figura 4.12 Mapas de processamento obtido para o aço ISO 5832-9
com deformação: a) ε = 0,30; b) ε = 0,50; c) ε = 0,75; d)ε = 1,3; e)ε=2,0 71
Figura 4.13 Razões entre: (a) σss, σo e σpe (b) σsat, σc e σp 76
Figura 4.14 Razões entre as deformações crítica (εc), de estado
estacionário (εss) e a deformação de pico (εp)
78
Figura 4.15 Dependência das tensões inicial (σo), crítica (σc), pico, (σp),
estado estacionário (σss) e de saturação (σsat) com a temperatura de
ensaio imposta
80
Figura 4.16 Dependência da deformação crítica (εc), pico (εp) e de
estado estacionário (εss) com a temperatura e a taxa de deformação
imposta
Figura 4.17 Dependência da: (a) tensão inicial (σo); (b) tensão crítica
(σc); (c) tensão de pico (σp); (d) tensão de estado estacionário (σss) e da
(e) tensão de saturação (σsat) com o parâmetro de Zener-Hollomon (Z) 85
Figura 4.18 Dependência das deformações crítica (εc), pico (εp) e
estado estacionário (εss) com o parâmetro de Zener-Hollomon (Z)
87
Figura 4.19 Determinação do parâmetro de recuperação dinâmica (r)
para a temperatura de 1000 oC e taxa de deformação de 1,0 s-1.
88
Figura 4.20 Dependência do parâmetro de DRV (r) com a tensão de
pico (σp)
90
Figura 4.21 Dependência do parâmetro de recuperação dinâmica (r)
com o parâmetro de Zener-Hollomon (Z).
91
Figura 4.22 Curvas de escoamento plástico do aço ISO 5832-9
modeladas nas condições: (a) 10 s-1; (b) 1,0 s-1; (c) 0,5 s-1; (d) 0,01 s-1 93
Figura 4.23 Curvas de escoamento plástico experimental e modeladas
nas condições: (a) 10 s-1; (b) 1,0 s-1; (c) 0,5 s-1; (d) 0,01 s-1.
96
Figura 4.24 Curvas de escoamento plástico experimental e a
determinada pela recuperação dinâmica na condição de 1050 oC com
taxa de 1,0s-1.
98
Figura 4.25 Evolução da fração amaciada (Xs) em função do tempo
para o aço ISO 5832-9 em diferentes condições de deformação: (a)
10s-1; (b) 1,0 s-1; (c) 0,5 s-1; (d) 0,01 s-1
100
Figura 4.26 Tempo para 50% de amaciamento (t0,5) em função do
parâmetro de Zener-Hollomon (Z) para o aço ISO 5832-9 em
diferentes temperaturas
101
Figura 4.27 Tempo para 50% de amaciamento (t0,5) vs. inverso da
temperatura para o aço ISO 5832-9 em diferentes taxas de
deformação.
102
Figura 4.28 Curvas log [ln(1/(1-Xs))] vs. log t utilizadas para determinar
o expoente (n) de Avrami: (a) 10,0 s-1; (b) 1,0 s-1; (c) 0,5 s-1;(d) 0,01 s-1
104
Figura 4.29 Dependência do expoente de Avrami (n) com o inverso da
temperatura de deformação (1/T)
Figura 4.30 Dependência do expoente de Avrami (n) com a taxa de
deformação
106
Figura 4.31 Dependência do expoente de Avrami (n) com as
condições de deformação, mantendo a taxa de deformação constante
107
Figura 4.32 Dependência do expoente de Avrami (n) com as
condições de deformação, mantendo a temperatura constante
107
Figura 4.33 Dependência do expoente de Avrami (n) com o parâmetro
de Zener-Hollomon (Z)
108
Figura 4.34 Curvas de escoamento plástico do aço ISO 5832-9
modeladas
109
Figura 4.35 Comparação entre as curvas de escoamento plásticas
experimentais e modeladas:(a) 10 s-1; (b) 1,0 s-1; (c) 0,5 s-1;(d) 0,01 s-1. 111
Figura 4.36 Evolução microestrutural ao longo da curva tensão vs.
deformação durante a deformação a quente a 1000 ºC com taxa de
deformação de 0,01 s-1
113
Figura 4.37 Evolução microestrutural ao longo da curva tensão vs.
deformação durante a deformação a quente a 1000 ºC com taxa de
deformação de 1,0 s-1
114
Figura 4.38 Evolução microestrutural durante a deformação a quente a
1100 ºC com taxa de deformação de 0,01 s-1
116
Figura 4.39 Evolução microestrutural durante a deformação a quente a
1100 ºC com taxa de deformação de 0,5 s-1
117
Figura 4.40 Evolução microestrutural durante a deformação a quente a
1100 ºC com taxa de deformação de 1,0 s-1
119
Figura 4.41 Evolução microestrutural durante a deformação a quente a
1200ºC com taxa de deformação de 0,5 s-1
121
Figura 4.42 Variação do tamanho médio dos grãos durante a
recristalização dinâmica com formação de colar e nucleação
convencional (N.C)
122
Figura 4.43 Variação da dureza das amostras submetidas a ensaios
interrompidos
122
quente em diferentes condições de temperatura, deformação e taxa
de deforamação
Figura 4.45 Dependência do tamanho de grão recristalizado
dinamicamente (dDRX) com o parâmetro de Zener-Hollomon (Z)
128
Figura 4.46 Evolução do tamanho médio dos grãos recristalizados
dinamicamente com a temperatura de deformação para as diferentes
taxas de deformação impostas
129
Figura 4.47 Evolução do tamanho médio dos grãos recristalizados
dinamicamente com a taxa de deformação para as diferentes
temperaturas de deformação
129
Figura 4.48 Dados obtidos com a técnica EBDS na amostra do aço
ISO 5832-9 a 1000 oC com taxa de deformação de 0,01 s-1 e
deformação de 1,5 mostrando contornos de grãos de alto ângulo, θ >
15o, contornos de subgrãos, 2 < θ < 15o e as distribuições de tamanho
de grão e de orientações
131
Figura 4.49 Dados obtidos com a técnica EBDS na amostra do aço
ISO 5832-9 a 1000 oC com taxa de deformação de 0,5 s-1 e
deformação de 1,5 mostrando os contornos de grãos de alto ângulo, θ
> 15o, contornos de subgrãos, 2 < θ < 15o e as distribuições de
tamanho de grão e de orientações
132
Figura 4.50 Dados obtidos com a técnica EBDS na amostra do aço
ISO 5832-9 a 1100 oC com taxa de deformação de 1,0 s-1 e
deformação de 2,0 mostrando os contornos de grãos de alto ângulo, θ
> 15o, contornos de subgrãos, 2 < θ < 15o e as distribuições de
tamanho de grão e de orientações
133
Figura 4.51 Curvas de escoamento plástico com duas deformações de
0,3 a 1000 oC com taxa de deformação de 1,0 s-1 e tempo de espera
variando de 1 a 1000 s.
136
Figura 4.52 Curvas de escoamento plástico com duas deformações de
0,3 a 1050 oC com taxa de deformação de 1,0 s-1 e tempo de espera
variando de 1 a 1000 s
137
0,3 a 1100 oC com taxa de deformação de 1,0 s-1 e tempo de espera
variando de 1 a 1000 s
Figura 4.54 Curvas de escoamento plástico com duas deformações de
0,3 a 1200 oC com taxa de deformação de 1,0 s-1 e tempo de espera
variando de 1 a 1000 s.
139
Figura 4.55 Curvas de escoamento plástico com duas deformações de
0,15 a 1000 oC com taxa de deformação de 1,0 s-1 e tempo de espera
variando de 1 a 1000 s.
141
Figura 4.56 Curvas de escoamento plástico com duas deformações de
0,15 a 1050 oC com taxa de deformação de 1,0 s-1 e tempo de espera
variando de 1 a 1000 s
141
Figura 4.57 Curvas de escoamento plástico com duas deformações de
0,15 a 1100 oC com taxa de deformação de 1,0 s-1 e tempo de espera
variando de 1 a 1000 s
142
Figura 4.58 Curvas de escoamento plástico com duas deformações de
0,15 a 1200 oC com taxa de deformação de 1,0 s-1 e tempo de espera
variando de 1 a 1000 s
143
Figura 4.59 Fração amaciada (Xs) em função do intervalo entre passe
(tpasse) dos ensaios interrompidos de compressão a quente para o aço
ISO 5832-9 nas deformações de 0,15 e 0,30: (a,b) Método offset; (c,d)
Método da tensão média
150
Figura 4.60 Curvas de escoamento plástico em resfriamento contínuo
com deformações múltiplas de 0,2 (a). Evolução da tensão média
equivalente (TME) com o inverso da temperatura absoluta (1/T)(b)
153
Figura 4.61 Curvas de escoamento plástico em resfriamento contínuo
com deformações múltiplas de 0,3 (a). Evolução da tensão média
equivalente (TME) com o inverso da temperatura absoluta (1/T) (b).
155
Figura 4.62 Microestruturas obtidas em resfriamento contínuo com ε =
0,3 e (tpasse) = 5 s com interrupções dos ensaios nas regiões I e II
156
Figura 4.63 Dependência da temperatura de não recristalização (Tnr)
com o tempo entre passe (tpasse) e a quantidade de deformação
Figura 4.64 Curvas de escoamento plástico corrigindo o efeito da
queda de temperatura, simulando ensaios com temperatura constante
(1200 oC). Ensaios realizados em resfriamento contínuo com: (a) ε =
0,2 e tpasse = 10 s; (b)ε = 0,2 e tpasse = 50 s; (c) ε = 0,3 e tpasse = 10 s e (d) ε = 0,3 e tpasse = 50 s.
159
Figura 5.1 Curva de escoamento plástico a 1050 °C e taxa de
deformação de 0,01 s-1.
164
Figura 5.2 Ampliação da parte inicial das curvas de escoamento
plástico experimental e modeladas para baixos valores do parâmetro
de DRV (r).
SÍMBOLOS E ABREVIAÇÕES
AISI American Iron and Steel Institute
ASTM American Society for Testing and Materials
A, α, n Constantes do material
CFC Cúbica de Face Centrada
CTM Centro Tecnológico de Manresa
DRV Dynamic Recovery (Recuperação dinâmica)
DRX Dynamic Recrystallization (Recristalização dinâmica)
do Tamanho de grão inicial
dDRX Tamanho de grão recristalizado dinamicamente
EFE Energia de Falha de Empilhamento
EDS Energy Dispersive Spectrometer (Espectro de dispersão de
energia)
EBSD Electron Backscatter Diffraction (Difração de elétrons
retroespalhados)
h Parâmetro de encruamento
ISO International Organization for Standardization
MDRX Metadynamic Recrystallization (Recristalização metadinâmica)
MDM Modelo Dinâmico de Materiais
n Expoente de Zener-Hollomon
ni Expoente de Z na função de potência
n Expoente de Avrami
m Sensibilidade à taxa de deformação
m´ Inclinação de curva θ.σ vs. σ2
MEV Microscópio Eletrônico de Varredura
MO Microscopia ótica
P Potência total dissipada
Pi Início de precipitação
Pf Fim de precipitação
Qdef Energia de ativação aparente para deformação a quente
q Constante do material
R Constante dos gases ideais
r Parâmetro de recuperação dinâmica
SUS Sistema Único de Saúde
SRX Static Recrystallyzation (Recristalização estática)
SRV Static Recovery (Recuperação estática)
Tnr Temperatura de não recristalização
TME Tensão Média Equivalente
tpasse Tempo entre passe de deformação
t0,5 Tempo para 50% de amaciamento dinâmico
Xs Fração amaciada
Z Parâmetro de Zener-Hollomon
εc Deformação crítica
εp Deformação de pico
εss Deformação de estado estacionário
εsat Deformação de saturação
σo Tensão de início de escoamento plástico
σc Tensão crítica
σp Tensão de pico
σss Tensão de estado estacionário
σsat Tensão de saturação
ξ Parâmetro de instabilidade
σy Tensão do segundo passe
σm Tensão de escoamento máximo
θ Taxa de encruamento
ρ Densidade de discordância
1 INTRODUÇÃO
Anualmente, milhões de pessoas no mundo são afetadas por
problemas ósseos causados por fraturas ou doenças degenerativas e
inflamatórias nas junções, gerando uma demanda crescente para o
desenvolvimento e aperfeiçoamento de materiais usados em implantes
ortopédicos. Dentre os materiais adequados à aplicação de implantes
ortopédicos, os aços inoxidáveis apresentam a melhor relação entre
propriedades mecânicas, biocompatibilidade e custo, sendo um dos preferidos
para aplicações que envolvem solicitações mecânicas.
O uso de aço inoxidável na confecção de implantes teve início por
volta de 1926, quando esse material tornou disponível para aplicações em
escala e, assim, começou a substituir as ligas Co-Cr-Mo. Esses aços são
razoavelmente inertes, reduzindo o efeito da corrosão, liberação de íons e
partículas após o implante. Mas, com o passar do tempo, pesquisadores das
áreas médica e de engenharia constataram que apesar do predicado que
carregam os primeiros aços utilizados em implantes, como por exemplo, os
aços AISI 304 e AISI 316, apresentavam baixa resistência mecânica e
suscetibilidade à corrosão localizada podendo provocar rejeição do implante.
As complicações e as dificuldades associadas às falhas de implantes,
temporários ou permanentes, puderam ser sanadas ou atenuadas com o
desenvolvimento de novas ligas de aços inoxidáveis austeníticos.
Um dos materiais bastante utilizado, atualmente, como implantes
ortopédicos é o aço ASTM F-138 (ISO 5832-1) que apresenta em algumas
aplicações comprometimento nas propriedades mecânicas e de corrosão. Para
amenizar esse problema, aços com alta concentração de Mn, N e Nb, como o
aço inoxidável austenítico ISO 5832-9, vem sendo desenvolvidos e aplicados
como biomateriais na fabricação de implantes ortopédicos. No Brasil, este
material é produzido pela Villares Metals S/A e a manufatura de próteses são
legislação da Agência Nacional de Vigilância Sanitária (ANVISA), Normas NBR
ISO 5832-1 e 5832-9.
Durante a manufatura de implantes metálicos, os materiais passam
por um processo de forjamento a quente. Em geral, três fenômenos controlam
o comportamento mecânico durante a deformação em altas temperaturas:
encruamento, recuperação e a recristalização. As caracterizações mecânica e
microestrutural desses processos são de grande importância por diversas
razões, entre as quais estão: (i) a caracterização das curvas de escoamento
plástico permite aprofundar e desenvolver novos experimentos que esclareçam
os mecanismos responsáveis e as propriedades dos materiais que intervém
nos processos de conformação a quente; (ii) o entendimento e parametrização
dos fenômenos atuantes durante o processamento permitem o
desenvolvimento e otimização de novas rotas de processamento; e (iii) testes
em escala industrial têm custos elevados, tornando oportunas a modelagem
dos processos industriais e a simulação física em escala de laboratório.
Neste trabalho, investigam-se o comportamento mecânico e a
evolução microestrutural do aço inoxidável austenítico ISO 5832-9 através de
ensaios de torção e compressão a quente, combinando testes isotérmicos
contínuos, isotérmicos interrompidos com duplos passes de deformação e em
resfriamento contínuo com múltiplas deformações. São analisadas a atuação
dos mecanismos de amaciamento, a ocorrência da precipitação e seu papel na
forma das curvas de escoamento plástico. Faz-se, também, a simulação física
e a modelagem do processamento termomecânico utilizando relações
constitutivas, procurando esclarecer os principais mecanismos de amaciamento
atuantes durante e após a deformação a quente em condições similares às
industriais.
2 REVISÃO BIBLIOGRÁFICA
2.1 Aspectos gerais sobre biomateriais ortopédicos
Os implantes ortopédicos são dispositivos que substituem, parcial ou
totalmente, funções de parte do corpo humano. Alguns implantes, chamados
temporários (por exemplo: as placas e parafusos estabilizadores de fraturas),
desempenham suas funções por um período pré-estabelecido, até que ocorra a
recuperação do osso danificado e o implante possa ser removido [1,2]. Outra
classe são os permanentes, usados como implantes para substituir articulações
do corpo humano (por exemplo: a prótese total de quadril), precisam
desempenhar suas funções pelo resto da vida do paciente. Uma vez
implantados, os biomateriais, necessariamente, entram em contato com os
fluidos corpóreos. Esses fluidos, apesar de parecerem inofensivos, conseguem,
ao longo do tempo, degradar significativamente, a maioria dos materiais [3-5].
Adicionalmente, grande parte dos implantes ortopédicos são submetidos a
esforços mecânicos estáticos e/ou dinâmicos, muitas vezes de magnitudes
relevantes. A combinação de elevada resistência mecânica e baixa degradação
pela ação do meio fisiológico fazem de alguns materiais metálicos os preferidos
para a fabricação de implantes ortopédicos.
Ao tentar compreender a evolução conceitual dos biomateriais
ortopédicos e sua disponibilidade durante os últimos 60 anos, três grandes
gerações parecem ser marcantes, Figura 2.1 [3,6]. A primeira refere-se aos
materiais bioinertes; a segunda trata-se dos materiais bioativos e
biodegradáveis e uma terceira geração consiste de materiais projetados em
escala molecular estimulando respostas específicas. Durante a maior parte do
séc. XX, os materiais usados em implantes ortopédicos eram provenientes da
indústria química, mecânica e espacial. Visto que o corpo humano consiste em
um ambiente corrosivo, há uma enorme restrição quanto ao material apropriado
ao uso. Consequentemente a primeira geração de biomateriais consiste de
possível a fim de reduzir o processo corrosivo e a liberação de íons após o
implante.
Figura 2.1 Classificação dos biomateriais ortopédicos. 1a geração: aços
inoxidáveis tipo AISI 304 e 316, ligas Cr-Co, ligas de Ti, alumina, zircônia,
resina acrílica e silicone; 2a geração: cerâmicas bioativas (hidroxiapatita),
polímeros biodegradáveis; 3a geração: colágeno e elastina.
Os primeiros materiais metálicos usados como aplicação ortopédica,
no início séc. XX foram às ligas de Co-Cr, seguido dos aços inoxidáveis de
classe AISI 316 (1926) [3,4]. O titânio (Ti) e as ligas de titânio só foram
introduzidos nos anos 40. Os aços inoxidáveis são resistentes a uma larga
variedade de agentes corrosivos devido ao seu elevado teor de cromo (maior
que 12%), permitindo a formação de óxido que adere fortemente, aumentando
a resistência à corrosão [7,8]. Mas seu uso como prótese ortopédica é restrito
porque outras ligas a base de titânio, cobalto e cromo apresentam
propriedades mecânicas e de corrosão superiores. Atualmente, os novos aços
inoxidáveis com alto teor de cromo (maior que 20%), onde o níquel (Ni) é
substituído pelo manganês (Mn) e alto teor de nitrogênio (entre 0,3 e 0,4 %)
estão sendo usados em implantes cirúrgicos como placas de fixação,
A segunda geração de biomateriais deu-se (1980 - 2000) com o
desenvolvimento de materiais bioativos com habilidade de interagir com o meio
biológico formando a ligação tecido/superfície, assim como a capacidade de
bioabsorção [3-5]. Estes materiais bioativos alcançaram uma variedade de
aplicações ortopédicas. Mas nenhum material metálico usado em implantes é
bioativo por si só. Entretanto, duas metodologias podem ser usadas para
torná-lo. A primeira que tem sido bastante empregada consiste em revestir a
superfície do implante com uma cerâmica bioativa (hidroxiapatita), ou com
materiais poliméricos ou compósitos. A segunda é a modificação química da
superfície do material com a deposição de uma cerâmica bioativa in vivo ou
induzir proteínas com adesão celular [3].
Os biomateriais da terceira geração são os novos materiais que
podem estimular respostas celulares específicas [3,4]. Para estes biomateriais,
os conceitos de bioatividade e de biodegradabilidade estão correlacionados e,
os materiais bioabsorvíveis tornam-se bioativo e vice-versa. Estas propriedades
dos materiais devem juntar-se com a habilidade de sinalizar e estimular a
atividade do comportamento celular.
2.1.1 Aços inoxidáveis austeníticos utilizados em implantes
Os aços austeníticos retêm mesmo em baixas temperaturas,
comparáveis às do corpo humano, a estrutura CFC do ferro, que lhes garante
propriedades peculiares, mecânicas e de resistência à corrosão. Em grandes
quantidades, todos os elementos constituintes do aço são nocivos ao ser
humano. No entanto, o conhecimento da resistência desse material em fluidos
biológicos pode levar ao controle da dissolução metálica em níveis
permissíveis, isto é, não prejudiciais à saúde.
A Tabela 2.1 apresenta a composição química dos quatro principais
aços inoxidáveis empregados em implantes ortopédicos. A Tabela 2.2 indica os
Tabela 2.1 Composição química dos quatro principais aços inoxidáveis
empregados em implantes ortopédicos (% massa) [9-10].
Tabela 2.2 Efeito dos elementos de liga que compõem o aço ISO 5832-9 [9-12].
Metal ASTM 316L ASTM F138
(ISO 5832-1)
ASTM F1586 (ISO 5832-9)
ASTM F2229 (Livre de Ni)
Cromo (Cr) 16,6 17,4 20,3 23,0
Níquel (Ni) 12 14,1 10,6 <0,05
Molibdênio (Mo) 2,11 2,08 2,47 1,5
Nitrogênio (N) 0,078 - 0,36 1,1
Nióbio (Nb) - - 0,29 -
Manganês (Mn) 1,4 1,74 4,04 24
Fósforo (P) 0,039 - 0,022
Carbono (C) 0,025 0,01 0,035 <0,08
Ferro (Fe) bal. bal. bal. bal.
Metal Efeito dos elementos
Cromo (Cr)
Confere a passividade (acima de 12%); Aumenta a resistência à corrosão; Forma uma película de óxido (Cr2O3) fina e aderente que retarda ou impede a ação
corrosiva; Eleva ligeiramente a resistência mecânica.
Níquel (Ni) Confere estabilidade a austenita; Eleva a resistência ao
choque; Eleva a resistência à corrosão.
Molibdênio (Mo) Eleva a resistência à corrosão por pites dos aços
austeníticos; Aumenta a resistência mecânica; Manganês (Mn)
Nitrogênio (N)
Substituem parcialmente o níquel como estabilizador de austenita aumentando a solubilidade do nitrogênio.
Nióbio (Nb) /Titânio (Ti)
Atuam como estabilizadores, combinando-se preferencialmente com ele e evitando a formação de
carboneto de cromo e a corrosão intergranular.
Silício (Si) Acima dos teores usuais, eleva a resistência à
oxidação a altas temperaturas.
Enxofre (S)
Dois tipos de aços inoxidáveis têm sido usados em implantes
cirúrgicos no Brasil: ASTM F 138 (ISO 5832-1) desde 1982 e o ASTM F 1586
(ISO 5832-9), mais recentemente, segundo os registros da ANVISA, Normas
NBR ISO 5832-1: 1997 e NBR ISO 5832-9: 1997 [9,10]. Este último é utilizado
em implantes cirúrgicos sujeito a grandes solicitações mecânicas e maiores
períodos de permanência no interior do corpo humano, como as hastes
femorais e de quadril.
2.1.2 O aço inoxidável austenítico ISO 5832-9
Neste trabalho será dada ênfase a caracterização do aço inoxidável
austenítico ISO 5832-9 por ter aplicações em implantes ortopédicos. Este
material consiste de uma matriz austenítica com nióbio e nitrogênio entre
outros elementos. Os aços inoxidáveis austeníticos são normalmente
considerados como materiais com baixa e moderada energia de falha de
empilhamento (EFE). Por exemplo, a EFE do AISI 304L é próximo de 18
mJ/m2, enquanto o AISI 305 é cerca de 34 mJ/m2, AISI 310S cerca de 94
mJ/m2 e AISI 316 cerca de 78 mJ/m2 [13,14]. A contribuição de Ni, Cr, Mn e Mo
para a EFE da matriz de um aço inoxidável austenítico foi estimado e a EFE
para o aço ISO 5832-9 foi calculado 68,7 mJ/m2 [14]. Foi observado que o nível
moderado na EFE torna o material propício os deslizamento cruzado e
escalagem de discordâncias, promovendo elevados níveis de recuperação.
Altos níveis de amaciamento de até 60% podem ser promovidos por
recuperação após deformação a quente antes e após o início da
recristalização. Também foi observada que, como a fração recristalizada
aumenta, a restauração promovida pela recuperação diminui ao longo do
tempo, mas não desaparece.
Alguns trabalhos têm mostrado a presença de partículas de segunda
fase, fase Z, constituída de Nb, Cr e N no aço ISO 5832-9 e em materiais de
composição similar. Geralmente, a fase Z forma-se nos contornos de grãos, de
conhecido que se forma em aços estabilizados com Nb, contento nitrogênio.
JACK (1973) [18,19] foi o primeiro a determinar a estrutura cristalina da fase Z,
tipo tetragonal, Figura 2.2, com estequiometria NbCrN e parâmetros de rede a
= 3,037 Å e c = 7,391 Å. Entretanto só na década de 90 foram descobertos
detalhes a respeito da fase Z, cuja composição era dada por Cr(Nb,V)N, com o
nióbio marcante sobre as características do material [20-22]. O papel da fase Z
durante o processamento termomecânico e consequentemente nas suas
propriedades mecânicas ainda não é bem estabelecido. Mas há alguns pontos
de concordância, tais como a estabilidade desta fase em altas temperaturas e
sua presença durante o processamento a quente interferindo nas propriedades
finais do material.
Figura 2.2 Estrutura cristalina da fase Ζ (NbCrN) e dos precipitados tipo MN (M
= Nb, Cr) [20].
Estudos recentes avaliando a resistência mecânica determinaram o
limite de escoamento plástico dos aços ISO 5832-9 (σe ~ 496 MPa) e ASTM F
138 (σe ~ 246 MPa). A presença de uma grande quantidade de partículas de
precipitados, caracterizados como fase Z, na microestrutura do aço ISO 5832-9
mecanismos de endurecimento pelo nitrogênio em solução, endurecimento por
precipitação e endurecimento por refino de grão é responsável pela maior
resistência mecânica do aço ISO 5832-9 quando comparado com o aço F 138.
Pesquisas comparativas de resistência à corrosão mostraram que o
aço ISO 5832-9 apresenta maior resistência à corrosão localizada do que o
ASTM F 138, atribuída ao aumento da estabilidade do filme passivo, favorecido
pela presença de nitrogênio em solução sólida intersticial na matriz [25]. Sendo
esta elevada resistência à corrosão desejável em materiais para aplicações
ortopédicas, tendo em vista que a menor liberação de íons metálicos, pelos
processos de corrosão, reduz o risco de rejeição por reações alérgicas ou
mesmo pela falha estrutural do implante.
2.2 Trabalhabilidade a quente
A manufatura de algumas próteses ortopédicas, em especial a
prótese femoral, envolve uma etapa de processamento termomecânico. Esta
etapa é essencial para a obtenção da forma da peça e não depende apenas da
precisão dimensional desejada, mas também da microestrutura e propriedades
mecânicas especificadas. Normalmente essas operações são realizadas em
altas temperaturas e os materiais são submetidos a várias deformações
consecutivas, sendo que algumas regiões da prótese são submetidas a
quantidades significativas de deformações. A capacidade da máquina deve ser
compatível com a resistência do material durante a operação e o material deve
ser processado sem sofrer danos microestruturais. A trabalhabilidade é
determinada não somente pela microestrutura do material, temperatura,
deformação e taxa de deformação, mas também pelo estado de tensão
imposto pela ferramenta na zona de deformação. Assim, é conveniente
considerar a trabalhabilidade composta de duas parcelas: uma relacionada
A trabalhabilidade devido ao estado de tensão depende da
geometria da zona de deformação, do processo e da natureza do estado de
tensão aplicado. Por exemplo, em processos como a extrusão, em que o
estado de tensão hidrostático é compressivo, podem-se impor maiores
deformações, sem que haja a falha do material, do que em processos em que
atuam tensões hidrostáticas trativas. Com componentes hidrostáticos trativos,
qualquer interface mais fraca no material irá abrir causando fratura interna.
Assim, a parcela da trabalhabilidade devido ao estado de tensão é específica
de cada processo de conformação e é independente do comportamento do
material.
A trabalhabilidade intrínseca do material depende da microestrutura
inicial do material e de sua resposta às condições de deformação impostas.
Nesta resposta está embutida implicitamente a variação da tensão com a
deformação, temperatura e taxa de deformação e é representada
matematicamente por uma equação constitutiva. Todavia, como parte explicita
da resposta do material aos parâmetros do processo, pode haver mudanças
microestruturais. Por exemplo, sob certas condições, o material pode
responder com danos microestruturais devido a fluxo instável ou localizado.
Alternativamente, a microestrutura pode ser reconstruída devido a processos
de restauração como a recristalização.
Uma forma de estimar os mecanismos atuantes durante a
deformação a quente é através de uma equação cinética da taxa de
deformação do tipo [26]:
Onde
ε
& é a taxa de deformação, σ é a tensão (MPa), Qdef é a energia deativação aparente para a deformação a quente (kJ/mol), R é a constante
universal dos gases (8,31 J/mol.K), T a temperatura absoluta (K). ⎟⎟ ⎠ ⎞ ⎜⎜ ⎝ ⎛ − = RT Q A.σnexp def
O valor de n da equação da cinética da taxa de deformação (Eq. 2.1)
usualmente não é constante em toda janela de operação, mas assume valores
diferentes em diferentes faixas de temperatura e de taxa de deformação.
Assim, é usual substituir a Eq. 2.1 por uma mais abrangente, como proposto
por Sellars e Tegart:
Onde A, α e n são dependentes do material.
Com o valor da energia de ativação aparente para a deformação a
quente (Qdef) pode-se estimar o mecanismo de deformação atuante e obter
correlações microestruturais utilizando o parâmetro de Zener-Hollomon (Z) com
a taxa de deformação compensada pela temperatura:
A análise da cinética é aplicável a metais puros e ligas diluídas.
Todavia, quando estendida a ligas comerciais com microestruturas complexas
é difícil interpretar o valor da energia de ativação aparente em termos de um
único mecanismo.
2.2.1 Mapas de processamento
Uma forma alternativa para a análise do comportamento mecânico
dos materiais durante o processamento a quente são os mapas de
processamento. Esses mapas são representações explícitas das respostas do
material quanto à dissipação da potência transferida pelas ferramentas durante
a deformação e quanto às regiões de instabilidade microestruturais. Esses
mapas são construídos no domínio determinado pelas condições de
deformação usuais ao processamento metalúrgico; janelas de temperaturas e
de taxas de deformação aplicadas no processamento industrial. Os mapas de
( )
[
senh
]
(
Q
RT
)
A
ασ
p nexp
defε
&
=
(2.2)⎟⎟ ⎠ ⎞ ⎜⎜ ⎝ ⎛ = RT Q
processamento são desenvolvidos utilizando conceitos de (i) sistemas de
engenharia, (ii) mecânica dos meios contínuos, (iii) princípios da termodinâmica
de processos irreversíveis e (iv) critérios de instabilidade plástica. Esses
conceitos formam a base do Modelo Dinâmico de Materiais (MDM) [27-30].
O forjamento de uma prótese ortopédica pode ser entendido como
um sistema de engenharia composto de uma fonte de potência, ferramentas e
a peça a ser forjada. O sistema hidráulico ou motor da prensa gera certa
quantidade de energia por segundo (potência). As ferramentas atuam como
armazenadoras e distribuidoras da potência gerada. A peça dissipa potência
enquanto é deformada para adquirir a forma imposta pela geometria da zona
de deformação.
Neste sistema deve-se observar que é fornecida potência ou energia
em um dado tempo, e assim, o tempo é uma variável independente, tornando o
sistema dinâmico. As características do elemento dissipador devem ser
consideradas no projeto de controle do sistema. A equação constitutiva do
material da peça processada descreve a maneira na qual a potência é
convertida, em qualquer momento, em energia térmica e variações
microestruturais, que não mais serão recuperadas pelo sistema. A resposta
instantânea do material da peça à taxa de deformação imposta para se
alcançar uma dada deformação a temperatura e história do material constantes
pode ser obtida reescrevendo a Eq. 2.1 [28]:
Onde m é a sensibilidade da tensão a taxa de deformação e k uma constante. A
equação constitutiva descreve a trajetória escolhida pelo sistema para impor a
taxa de deformação. Trajetórias diferentes podem ser escolhidas pelo material
para diferentes taxas de deformação e k e m assumirão outros valores.
A potência total (P) dissipada na peça sendo forjada consiste de
duas funções complementares: conteúdo G e co-conteúdo J: M T m k , .ε
A interpretação física de G e J é baseada em princípios
termodinâmicos [28]. A potência total dissipada na peça que está sendo
deformada está relacionada com a taxa de produção de entropia:
onde diS/dt é a taxa de produção de entropia e o sinal de desigualdade está
relacionado com o caráter irreversível da deformação. A taxa total de produção
de entropia consiste em duas etapas: a taxa de entropia interna, devido às
mudanças metalúrgicas, e a taxa de entropia térmica que leva ao aumento de
temperatura da peça.
A partição de potência entre G e J é controlada pelo comportamento
do material e determinada pela sensibilidade da tensão a taxa de deformação:
Para a determinação de um valor instantâneo de J, em cada
temperatura e taxa de deformação, com um valor de m constante, faz-se a
integração:
Tomando como referência um dissipador linear, m = 1, no qual a
dissipação de potência por J é máxima, J = Jmax/ 2 = σ.
ε
& /2. A eficiência dedissipação de energia por segundo pode ser expressa por um parâmetro
adimensional, chamado eficiência de dissipação de potência (η):
J G
P= + (2.5)
0 . = ≥ = T dt S d P i
ε
σ
(2.6) m d d d d dG dJ T T = ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ = = ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ ε ε ε σ ε σ σ ε , , ln ln & & & (2.7)∫
∫
⎟ ⎠ ⎞ ⎜ ⎝ ⎛ + = ==σε σ σ σ σ σε
0 / 1 0 1 ´ & & m m d K d
J m (2.8)
A eficiência representa a taxa relativa de produção de entropia
interna durante a deformação a quente e caracteriza a microestrutura gerada
em diferentes condições de deformação. A variação de η com a temperatura e
taxa de deformação constitui os mapas de dissipação de potência (ou mapas
de processamento). Tendo em mente que a tensão efetiva varia de forma não
linear com a temperatura e taxa de deformação, o mapa deve ter regiões em
relevo e vales, quando representado em três dimensões. Os vários domínios
que surgem podem ser correlacionados com as mudanças microestruturais do
material por diferentes mecanismos, tais como recuperação dinâmica,
recristalização dinâmica ou superplasticidade.
A condição de estabilidade utilizada no Modelo Dinâmico dos
Materiais (MDM) é aquela estabelecida por Ziegler [27,28]. Fluxo estável irá
ocorrer se o quociente diferencial satisfizer a desigualdade:
Onde R& = ε&.ε& e D é a função dissipativa que representa o comportamento
constitutivo do material.
O princípio descrito acima tem sido usado para desenvolver um
critério para prever as instabilidades metalúrgicas no processamento de metais.
Uma vez que J determina a dissipação através dos processos metalúrgicos, a
função de dissipação relacionada à instabilidade metalúrgica pode ser
representada por J [27-30]. Fazendo D = J na Eq. 2.10, tem-se para as
condições de temperatura e taxa de deformação constante:
Uma vez que:
R D R d dD &
& > (2.10)
ε
ε
& & J ddJ>
a Eq. 2.12 pode ser representada por:
Considerando a Eq. 2.8 obtém-se:
Introduzindo o parâmetro ξ , o critério de estabilidade é
representado por:
O parâmetro ξ(ε&) pode ser determinado em função da temperatura
e taxa de deformação e, assim, construídos mapas de instabilidades de
processamento. As instabilidades ocorrem em regimes onde ξ(ε&) é negativo.
O critério de instabilidade usado aqui pode ser interpretado de um modo
simples. Se o sistema material não produz entropia constitutivamente a uma
taxa tal que esta se iguale a taxa de entrada de entropia imposta pelos
parâmetros do processo, o fluxo se torna localizado e causa instabilidade
plástica. Instabilidades plásticas típicas são as formadas por bandas de
cisalhamento adiabáticas ou por localização de fluxo.
ε
ε
ε
ε
ε
ε
ε
ε
ε
&
&
&
&
&
&
&
&
&
ln
ln
)
/
1
(
(
)
/
1
(
(
d
J
Jd
d
d
dJ
J
Jd
Jd
dJ
J
d
dJ
=
=
=
∫
∫
(2.12)ε
ε
ε
& & &J d J Jd > ln ln (2.13) 1 ln ln ln ln ln )) 1 /( ln( ln ln > + + + =
ε
ε
ε
σ
ε
ε
& & & & & d d d d d m m d d J d (2.14) 0 ln )) 1 /( ln( )( + >
∂ + ∂
= m m m
ε
ε
ξ
&
2.3 Mecanismos de endurecimento e de amaciamento atuantes durante o processamento metalúrgico
A microestrutura presente durante e após a deformação a quente de
materiais metálicos determina o comportamento plástico durante o
processamento e as propriedades mecânicas finais dos produtos conformados.
É bem conhecido que mecanismos de endurecimento e de amaciamento
podem atuar durante e após a deformação a quente, determinando a evolução
microestrutural. Dentre os mecanismos de endurecimento pode-se destacar o
encruamento e a precipitação de segunda fase. O amaciamento é usualmente
promovido pelos mecanismos de restauração como a recuperação e a
recristalização.
2.3.1 Mecanismos de endurecimento
A seguir será revisto brevemente o processo de encruamento. Uma
vez que no aço em estudo há evidências de interação entre precipitação e
recristalização, ou seja, neste material ocorre a precipitação da fase Z induzida
por deformação, este tópico será revisto após a recristalização.
2.3.1.1 Encruamento
O encruamento é um dos mecanismos que contribui para o aumento
da resistência mecânica dos materiais durante a deformação plástica,
modificando sua microestrutura, com aumento na densidade de discordâncias
e pelo tipo de arranjo no qual tais defeitos se apresentam.
Durante a deformação plástica, podem estar presentes na rede
cristalina, basicamente, dois tipos de discordâncias [31,32]: as móveis, através
das quais se têm mudanças de forma ou acomodações, nas quais ocorre
deformação heterogênea (localizada), como as que ocorrem na proximidade de
contornos de grão e interfaces entre partículas de segunda fase e a matriz. O
número deste tipo de discordâncias aumenta com o acréscimo de partículas de
encruamento maior quanto maior for a dificuldade das discordâncias móveis
caminharem e vencerem os campos de tensão gerados na rede cristalina pelos
outros defeitos anteriormente armazenados. O segundo tipo, imóveis,
acumulam-se interagindo entre elas de forma aleatória, aprisionando-se e
formando subestruturas de emaranhados, células ou subgrãos.
O encruamento é tanto maior quanto maior for a dificuldade das
discordâncias móveis caminharem e vencerem os campos de tensão gerados
na rede cristalina pelos outros defeitos anteriormente armazenados. Quando os
materiais são deformados, discordâncias são geradas. Com a continuidade da
deformação, as discordâncias movem-se em seus sistemas de
escorregamento. As interações entre estes sistemas e contornos de grão ou
qualquer obstáculo substancial, bloqueiam o escorregamento e criam
empilhamentos. Este bloqueio e a geração de discordâncias continuam até o
estágio onde algumas discordâncias bloqueadas são capazes de evitar os
obstáculos através de deslizamento cruzado nos planos [31-34].
2.3.2 Mecanismo de amaciamento
Quando o amaciamento do material ocorre após a deformação ou
nos intervalos entre as deformações, os processos de restauração são
caracterizados como estáticos [33]. Porém, o amaciamento pode ocorrer
durante a deformação e neste caso os processos de restauração são ditos
dinâmicos. Durante as operações de trabalho a quente, os processos de
amaciamento atuam concorrentemente com o encruamento durante a
deformação. Podem-se identificar cinco mecanismos distintos de restauração
que operam durante a deformação e entre os intervalos entre passe: a
recuperação estática (Static Recovery, SRV), a recuperação dinâmica
(Dynamic Recovery, DRV), a recristalização estática (Static Recrystallization,
SRX), a recristalização dinâmica (Dinamic Recrystallization, DRX) e a
2.3.2.1 Recuperação estática (SRV)
O processo de recuperação estática refere-se às mudanças
microestruturais que ocorrem em um material deformado antes da
recristalização, imediatamente após a interrupção da deformação sem a
necessidade de um tempo de incubação, uma vez que a aniquilação de
defeitos dá-se individualmente. Em baixas temperaturas (0,2Tf, onde Tf é a
temperatura de fusão) ocorrem reações entre os defeitos pontuais, como
aniquilação de lacunas e migração de defeitos pontuais para contornos de
grãos ou discordâncias [33]. Nas temperaturas intermediárias (0,2Tf - 0,3Tf)
ocorre aniquilação de discordâncias de sinais opostos e rearranjo nos
contornos delineando-os. Em temperaturas mais altas (acima de 0,5Tf) as
discordâncias podem escorregar transversalmente e escalar, o que propicia a
ocorrência de poligonização e formação de subgrãos como mostrado na Figura
2.3.
Figura 2.3 Recuperação: (a) discordâncias emaranhadas; (b) formação de
novas células; (c) células emaranhadas mais regulares; (d) formação de
Durante a recuperação estática a energia armazenada no material,
ou seja, a força motriz para a restauração é reduzida pelo movimento das
discordâncias por dois processos, aniquilação e rearranjo de discordâncias de
sinais opostos. Ambos os processos ocorrem por escorregamento, escalagem
e deslizamento cruzado de discordâncias que por sua vez podem influenciar a
natureza e a cinética de recristalização [34-36]. A divisão entre recuperação e
recristalização é por vezes difícil de definir, porque os mecanismos de
recuperação desempenham um papel importante na nucleação da
recristalização.
2.3.2.2 Recristalização estática (SRX)
A recuperação estática restaura um material deformado até certa
proporção, sendo que o seu amaciamento total só ocorre através da
recristalização estática. Esse mecanismo ocorre pela substituição gradual de
grãos encruados por novos grãos eliminando as discordâncias, com a
nucleação e crescimento de novos grãos isentos de deformação, onde a
pré-deformação, o tempo entre passe, o tamanho de grão inicial, a taxa de
deformação e a temperatura são parâmetros usados para descrevê-la [40-42].
Tendo em vista que a recristalização inicia pela nucleação de novos grãos é
necessário um tempo de incubação e uma quantidade de energia armazenada
maior que um valor crítico característico de cada material.
A nucleação de novos grãos acontece preferencialmente em sítios
de deformação energeticamente favoráveis, tais como, contornos de grão, de
maclas, bandas de deformação e imediações de precipitados. Há três
diferentes mecanismos de nucleação para a recristalização estática: (i)
encurvamento de contornos de grãos, (ii) coalescimento de subgrãos e (iii)
crescimento de células/subgrãos em materiais de baixa energia de falha de
![Figura 2.7 Representação esquemática da nucleação de novos grãos DRX: (a) Distorção e flutuações do contorno; (b) Contorno parcialmente cisalhado; (c) Encurvamento do contorno de grão induzido por deformação [48]](https://thumb-eu.123doks.com/thumbv2/123dok_br/16359184.722216/56.892.269.584.146.543/representação-esquemática-nucleação-distorção-flutuações-parcialmente-encurvamento-deformação.webp)