Hugo Miguel Carvalho Pereira Correia
Implementação de um sistema de
abastecimento logístico numa
empresa de cilindros de aço
Hugo Miguel Carvalho Pereira Correia
Im plement ação de um sis tema de abas tecimento logís tico numa em pr esa de cilindr os de aço
Universidade do Minho
Escola de Engenharia
Dissertação de Mestrado
Ciclo de Estudos Integrados Conducentes ao
Grau de Mestre em Engenharia e Gestão Industrial
Trabalho efectuado sob a orientação de
Professora Ana Maria Alves Coutinho da Rocha
Professor José Manuel Henriques Telhada
Hugo Miguel Carvalho Pereira Correia
Implementação de um sistema de
abastecimento logístico numa
empresa de cilindros de aço
Universidade do Minho
A
GRADECIMENTOSO meu sincero agradecimento a todos aqueles que, direta ou indiretamente, contribuíram para a realização deste projeto.
À Professora Ana Maria Rocha e ao Professor José Manuel Telhada pela partilha de conhecimento e disponibilidade em acompanhar o desenvolvimento da presente dissertação.
À Amtrol-Alfa por possibilitar a realização do estágio curricular e dissertação de mestrado na empresa e pela excelente experiência profissional proporcionada.
Ao Engenheiro Pessoa Santos e ao Engenheiro Júlio Oliveira pela sua colaboração e acompanhamento constante na concretização deste projeto, pelos conhecimentos transmitidos e por contribuírem para o meu crescimento enquanto profissional.
A todos os colegas de trabalho da Amtrol-Alfa pela total colaboração durante o projeto, simpatia e pelo bom ambiente proporcionado durante o estágio.
À Adriana Vilela pela amizade, cumplicidade e apoio durante todo o meu percurso académico e profissional.
Agradeço ainda a todos os meus colegas de curso, especialmente ao Eduardo Barreto e ao Rui Gomes pela sua ajuda, troca de ideias e incentivo, durante estes anos de universidade.
Por último, mas não menos importante, dirijo um agradecimento especial à minha família pelo seu apoio incondicional, carinho e compreensão.
R
ESUMOA presente dissertação foi realizada no âmbito do Mestrado Integrado em Engenharia e Gestão Industrial da Universidade do Minho e desenvolvida em ambiente industrial na Amtrol-Alfa, uma empresa que se dedica à produção de cilindros de aço para gases.
O projeto desenvolvido surgiu da necessidade de criar um sistema de abastecimento numa nova fábrica da empresa. Assim, o propósito deste trabalho é a implementação de um sistema logístico que combine o abastecimento existente por Mizusumashi com o abastecimento da nova fábrica.
Uma revisão crítica da literatura permitiu selecionar um conjunto de etapas, ferramentas e ideias para o desenvolvimento e implementação de um sistema de abastecimento interno
Just-in-Time a partir da combinação de um Mizusumashi e do sistema Push-Pull Production.
Em relação ao processo de abastecimento da nova fábrica, foi necessário analisar o sistema de abastecimento existente, com principal foco no estudo do sistema de uma fábrica já existente. Em particular, analisaram-se os materiais consumidos por esta fábrica, para conseguir estimar as quantidades consumidas por cilindro montado, os supermercados implementados nessa fábrica e o modo como os materiais dessa fábrica são pedidos e onde são consumidos. Com os valores de quantidade, foram calculadas as necessidades de cada material, por turno laboração na nova fábrica, usando o valor de produção alvo projetado.
No que diz respeito à implementação física do sistema, foi definido o modo como os materiais devem ser pedidos (cartões Kanban ou caixas Kanban) e transportados, as rotas do
Mizusumashi, tanto rota interna da fábrica nova como a rota do ciclo completo, as diferentes
paragens do comboio logístico e os supermercados associados.
O principal contributo desta dissertação consiste em apresentar uma abordagem prática da implementação de um sistema Mizusumashi e de um sistema de abastecimento híbrido
(Push-Pull System) a um sistema de produção industrial real.
P
ALAVRAS-C
HAVEA
BSTRACTThe present dissertation was conducted as part of the Master in Industrial Engineering and Management and it was developed in an industrial environment at Amtrol-Alfa, a company that produces steel cylinders for gases.
The developed project arose from the need to create a supply system to a new production plant of the company. Therefore, the purpose of this work is to implement a logistic system that combines the current Mizusumashi supply with the supply of the new plant.
A critical literature review allowed the selection of a set of steps, tools and ideas to develop and implement a Just-in-Time internal supply system with the combination of a Mizusumashi and the Push-Pull production system.
Concerning the supply system of the new plant it was necessary to analyse the current supply system with focus on the study of the twin plant system, in particular: consumed materials by this plant so that the consumption per assembled cylinder is extrapolated, how the materials are demanded by the plant and where they are consumed. With these values of quantity consumed, it were calculated the needs of each material, by shift, to the new plant using the projected production target.
Regarding the physical implementation of the system, it was defined how the materials would be asked for and carried (Kanban card or Kanban box), the Mizusumashi route, both internal to the new plant as the full cycle route, the various stops of the logistics train and its associated supermarkets.
This paper offers a practical approach to implementing a Mizusumashi system and a hybrid supply system (Push-Pull System).
K
EYWORDSÍ
NDICEAgradecimentos ... iii
Resumo ... v
Abstract ... vii
Índice ... ix
Índice de Figuras ... xiii
Índice de Tabelas ... xvii
Lista de Abreviaturas, Siglas e Acrónimos ... xix
1. Introdução ... 1 1.1 Enquadramento ... 1 1.2 Objetivos do projeto ... 2 1.3 Metodologia de investigação ... 3 1.4 Estrutura da dissertação ... 4 2. Revisão da literatura ... 7 2.1 Logística ... 7 2.2 Metodologia Lean ... 8
2.2.1 Toyota Production System ... 8
2.2.2 Lean Production ... 12
2.3 Logística interna ... 13
2.3.1 Abastecimento interno ... 14
2.3.2 Sistema Kanban – Pull Production ... 15
2.3.3 Dimensionamento de um Sistema Kanban ... 17
2.3.4 Sistema MRP – Push production ... 18
2.3.5 Supermercado ... 18
2.3.6 Milk Run interno - Mizusumashi ... 19
2.4 Toyota Kata ... 21
2.4.1 Kata de melhoria – improvement Kata ... 22
2.4.2 Kata de acompanhamento – coaching kata ... 23
3. Apresentação da Empresa ... 29
3.1 A Amtrol-Alfa ... 29
3.2 O produto ... 30
3.2.1 Cilindros retornáveis ... 30
3.2.2 Cilindros retornáveis de 3 peças ... 31
3.2.3 Cilindros de alta pressão ... 32
3.2.4 Cilindros descartáveis ... 33
3.2.5 Cilindros Comet ... 33
3.2.6 Cilindros X-Lite ... 35
4. Situação Atual ... 37
4.1 Processo de fabrico ... 37
4.2 Caracterização da logística interna da Amtrol-Alfa ... 42
4.2.1 Armazém central ... 43
4.2.2 Pedido e preparação do abastecimento de material às linhas ... 44
4.2.3 Abastecimento de material às linhas pelo comboio logístico ... 46
4.2.4 Abastecimento do comboio logístico ... 50
4.3 A Fábrica 6 ... 51
4.4 Análise crítica do sistema de abastecimento existente ... 53
5. Redefinição do sistema de abastecimento interno ... 55
5.1 Definição da condição alvo ... 55
5.2 Obstáculos da condição alvo ... 56
5.2.1 Definição e quantificação das necessidades da Fábrica 6 ... 56
5.2.2 Abastecimento da fábrica 6 ... 63
5.3 Síntese e reflexão sobre o trabalho realizado ... 84
6. Conclusões ... 85
Referências Bibliográficas ... 87
ANEXO I - História da Empresa ... 90
ANEXO II - Estrutura organizacional ... 91
ANEXO III - Acabamento de cilindros X-Lite ... 92
ANEXO IV - Percurso e Localização das paragens nas fábricas ... 96
ANEXO VI - Layout planeado para a segunda fase ... 100
ANEXO VII - Tabelas de consumos da Fábrica 3 no ano de 2014 e 2015 ... 101
ANEXO VIII - Relatório do modelo Excel ... 103
Í
NDICE DEF
IGURASFigura 1 - As cinco fases do Action Research ... 3
Figura 2 - Casa do Toyota Production System ... 9
Figura 3 - Operações da logística interna ... 14
Figura 4 - Quantidades movimentadas: Push vs Pull ... 15
Figura 5 - Cartão Kanban utilizado na Toyota ... 15
Figura 6 - Fluxo de informação e material no sistema Kanban ... 16
Figura 7 - Supermercado ... 19
Figura 8 - Diferença entre o uso de Empilhador e de Mizusumashi ... 20
Figura 9 - A parte visível e invisível da Toyota ... 21
Figura 10 - Modo de atuação do Kata ... 22
Figura 11 - Kata de melhoria ... 23
Figura 12 - O papel do coach e do learner ... 23
Figura 13 - Cartão 5Q (Frente) ... 25
Figura 14 - Cartão 5Q (Trás) ... 25
Figura 15 - Folha de registo de PDCA ... 26
Figura 16 -Ciclo PDCA do Toyota Kata ... 26
Figura 17 - Logótipo da empresa ... 29
Figura 18 - Planta geral do complexo da empresa ... 30
Figura 19- Esquema da estrutura de um cilindro retornável ... 31
Figura 20 - Cilindro Rabbit, Soft Grip e Pollymeric Collar... 31
Figura 21 - Cilindro retornável de grande capacidade ... 32
Figura 22 - Linde Genie ... 33
Figura 23 - Ecrã Linde Genie ... 33
Figura 24 - Cilindro descartável ... 33
Figura 25 - Esquema de componente da Comet ... 34
Figura 26 - Comet da Disa (Espanha) de 6Kg ... 35
Figura 27 - Comet da Galp (Portugal) de 12Kg ... 35
Figura 28 - Cilindro X-Lite da Calor (Reino Unido) ... 35
Figura 29 - Cilindro X-Lite da Cepsa (Espanha) ... 35
Figura 30 - Diagrama geral da produção ... 37
Figura 32 - Funcionamento da Embutidura ... 39
Figura 33- Mecanismo de conformação do rebaixo ... 40
Figura 34 - Bolacha ... 40
Figura 35 - Soldadura Tipo MAG ... 41
Figura 36 - Soldadura circunferencial ... 41
Figura 42 - Logística Interna da Empresa ... 42
Figura 43 - Vista aérea da Amtrol-Alfa ... 43
Figura 44 - Planta do armazém central ... 43
Figura 45 - Tarefas do Armazém central ... 44
Figura 46 – Exemplo de cartão Kanban ... 44
Figura 47 – Exemplo de requisição de material ... 44
Figura 48 - Abastecimento de material por Picking List ... 46
Figura 49 - Percurso 1 e 2 da rota de abastecimento ... 48
Figura 50 - Cores identificadoras das fábricas ... 48
Figura 51 - Paragem B: supermercado fio de soldadura ... 49
Figura 52 - Quadro Kanban do armazém central ... 51
Figura 53 - Caixa de requisições a abastecer ... 51
Figura 54 - Layout Fábrica 6: primeira fase ... 52
Figura 55 - Caixa modelo A ... 63
Figura 56 - Caixa modelo D ... 63
Figura 57 - Exemplo do cálculo do nº de caixas Kanban ... 66
Figura 58 - Rota 1 ... 70
Figura 59 - Rota 2 (1º percurso a azul e 2º a laranja) ... 70
Figura 60 - Rota 3 (1º percurso a azul e 2º a laranja) ... 70
Figura 61 - Rota com supermercados exteriores ... 71
Figura 62 - Rota com supermercados interiores ... 72
Figura 63 - Localização dos supermercados da fábrica 6 ... 74
Figura 64 - Exemplo de uma bacia de retenção ... 75
Figura 65 - Esquema da paragem AH ... 75
Figura 66 - Esquema da paragem AI (vista lateral e frontal) ... 76
Figura 67 - Cartões de aviso da fábrica 6 ... 77
Figura 68 - Recipiente retornável de petróleo ... 77
Figura 71 - Esquema do funcionamento do supermercado AK ... 79
Figura 72 - "Ilha" de soldadura ... 80
Figura 73 - Configuração do TR182 ... 80
Figura 74 - Projeto do carrinho de movimentação ... 81
Figura 75 - Esquema da Paragem AL ... 82
Figura 76 - Vista frontal caixa O-ring ... 82
Figura 77 - Vista traseira caixa O-ring ... 82
Figura 78 - Esquema da paragem AM ... 83
Figura 79 - Layout proposto para o Repacking de bolachas ... 83
Figura 80 - Estrutura organizacional da Amtrol-Alfa ... 91
Figura 81 - Organização dos colaboradores da produção ... 91
Figura 77 - Esquema de operações de Acabamento da X-Lite ... 92
Figura 78 - Esquema funcionamento granalhadora ... 93
Figura 79 - Esquema de pintura ... 93
Figura 80 - Mecanismo da pistola efeito Corona ... 94
Í
NDICE DET
ABELASTabela 1 - Horário de partidas do comboio logístico ... 47
Tabela 2 - Registo de tempos do comboio logístico ... 47
Tabela 3 - Consumos baseados nas requisições ... 58
Tabela 4 - Bill of Materials X-lite ... 59
Tabela 5 - Consumos de soldadura por tipo de fio ... 59
Tabela 6 - Consumos por turno e diários da fábrica 6 ... 60
Tabela 7 - Unidades de abastecimento e pedidos de material ... 60
Tabela 8 - Listagem de consumíveis de soldadura ... 62
Tabela 9 - Tipo de pedido para cada material ... 63
Tabela 10 - Dados do cálculo de Kanbans ... 64
Tabela 11 - Simulação do abastecimento de bolachas ... 67
Tabela 12 - Medidas de desempenho de cada rota ... 70
L
ISTA DEA
BREVIATURAS,
S
IGLAS EA
CRÓNIMOSACES – Amtrol continuous improvement system CAD – Computer aided design
Comanor – Companhia de manufaturas metálicas do norte DIU – Digital intelligence unit
FIFO – First in first out
Gmbh – Gesellschaft mit beschrankter haftung GPS – Global positioning System
JIT – Just-in-time Lt – Lead time
M2 – Montagem 2 peças M3 – Montagem 3 peças MAG – Metal active gas
MRP – Materials requirement planning Nc – Número de caixas Kanban
Nk- Número de cartões Kanban Np – Número de peças por caixa OEE – Overall equipment efficiency P – Procura de material por hora P100 – Produção a 100% do OEE PDCA – Plan do check act Preal – Produção alvo real Qs – Quantidade de segurança
Sacor – Sociedade anónima de combustíveis e óleos refinados SUC – José A. Sucena S.A
TPS – Toyota production system
TR182 – Transportador Toyota production system de rolos 182 WEG – Werner Eggon Geraldo
1. I
NTRODUÇÃO1.1 Enquadramento
A presente dissertação surge no âmbito da Unidade Curricular de Dissertação em Engenharia e Gestão Industrial, que compõe o plano de estudos do Mestrado Integrado em Engenharia e Gestão Industrial da Universidade do Minho. O desenvolvimento da dissertação decorreu em ambiente industrial na empresa Amtrol-Alfa, localizada em Brito, Guimarães, sob a orientação do Engenheiro Pessoa Santos e do Engenheiro Júlio Oliveira. A empresa produz cilindros de aço para gás de uso doméstico ou profissional. O projeto da dissertação fez parte do conjunto de projetos de melhoria contínua do departamento de Produção, que é o responsável pela produção e por desenvolver projetos e medidas de melhoria contínua na empresa.
Devido à crescente procura de um produto inovador da empresa, por parte de certos mercados internacionais, a Amtrol-Alfa decidiu construir no seu complexo industrial, uma nova fábrica para montagem de cilindros X-lite.
Atualmente, o abastecimento de materiais às cinco unidades produtivas do complexo industrial é feito por um comboio logístico que funciona num sistema híbrido (Push-Pull
System).
Assim, foi definido como objetivo do projeto o desenvolvimento de um sistema de abastecimento por comboio logístico à nova fábrica, garantindo que todos os materiais fossem abastecidos pelo comboio. Para isso foi necessário desenvolver todo o sistema kanban e de abastecimento de supermercados para implementar o abastecimento pelo comboio logístico. No passado recente, as empresas passaram por três fases de evolução do mercado em que se inseriam. A primeira fase pode ser caracterizada por “produzir para vender”, onde o mercado vivia momentos de oferta inferior à procura. A segunda fase, surgiu no momento em que a oferta e a procura se nivelam, passando as empresas a “produzir o que podia ser vendido”, criando a necessidade de as empresas fazerem previsões de vendas, controlo de stocks e controlo da atividade produtiva. Atualmente, as empresas vivem numa situação em que existe uma oferta excedentária em relação à procura, o que origina uma concorrência implacável entre empresas e um nível de exigência do consumidor, em relação ao produto, cada vez maior (Courtois, Pillet, & Martin-Bonnefous, 2007).
Devido a este mercado global e exigente, as empresas, para se destacarem, precisam de colocar no mercado produtos com uma qualidade superior à concorrência, a um menor preço. Assim, é imperativa a adoção de uma política de otimização de custos sem restringir a qualidade dos produtos, aumentar os prazos de entrega e afetar negativamente a excelência dos seus processos produtivos.
Consequentemente, as empresas para atingirem esse nível de excelência operacional, cada vez mais apostam em projetos de melhoria contínua. Estes projetos têm o intuito de reduzir custos, desperdícios e tempos de produção, de modo a garantir de forma sustentada, uma maior capacidade de produção a um menor custo.
Em suma, a Amtrol-Alfa tem como intenção tornar-se cada vez mais ágil e eficaz e também posicionar-se no mercado como sendo uma empresa muito versátil, possuindo capacidade para produzir uma grande diversidade de produtos, assim como, introduzir no mercado inúmeras inovações.
Na Amtrol-Alfa, existe uma filosofia de melhoria contínua conhecida por A.C.E.S, ou seja,
Amtrol Continuous Evolution System, onde são desenvolvidos projetos em que é aplicada a
metodologia Toyota Kata, criado por Mike Rother, que é uma técnica que auxilia e sustenta os projetos de melhoria desenvolvidos dentro da empresa (Rother, 2010).
Neste contexto, surge a aplicação de inúmeros conceitos e metodologias Lean, tanto na produção e qualidade como neste caso, na logística da empresa.
1.2 Objetivos do projeto
O objetivo do projeto presente nesta dissertação é o desenvolvimento e implementação de um processo de abastecimento por comboio logístico na nova fábrica (fábrica 6) da empresa Amtrol-Alfa com a finalidade de garantir o abastecimento dessa nova linha de produção, minimizando stocks de material na linha e movimentações de material dentro da fábrica. Para garantir o desenvolvimento e a implementação dos processos logísticos na nova fábrica, deverão ser atingidos os seguintes objetivos:
Análise e diagnóstico dos processos logísticos internos da empresa atualmente existentes;
Análise dos consumos da linha de montagem da fábrica 3 da Amtrol;
Modelação e implementação dos processos de abastecimento à nova fábrica;
1.3 Metodologia de investigação
Dado que este é um projeto desenvolvido em ambiente industrial e, por isso, envolvido por todo um contexto prático inerente à indústria, foi feita uma observação de processos e procedimentos, recolha de dados, análise e identificação de problemas.
Assim, considerando esta forte vertente prática do projeto, a metodologia de investigação apropriada é a Action Research (Investigação-Ação).
A Investigação-Ação é a metodologia em que um indivíduo ou grupo identificam um problema, testam algo para resolvê-lo, verificam o quão bem-sucedidos foram a resolvê-lo e, caso não fiquem satisfeitos com os resultados obtidos, vão tentar novamente repetir os passos indicados, começando com um novo diagnóstico (O'Brien, 1998).
Gerald Susman distingue cinco fases a serem feitas em cada ciclo de Action Research (Susman, 1983), representadas na Figura 1.
Figura 1 - As cinco fases do Action Research
No início do projeto, foi feita uma pesquisa de literatura relevante, com o intuito de aprofundar os conhecimentos acerca da área de estudo da dissertação. Desta forma, foi feita uma pesquisa bibliográfica, com base em artigos científicos, dissertações e livros.
Com base nas cinco etapas estabelecidas por Susman (1983), a primeira fase do ciclo é o diagnóstico da situação atual da empresa. Para tal, foi necessário acompanhar o funcionamento normal dos procedimentos e analisar instruções de trabalho com o objetivo de
Diagnóstico Planeamento de ações Implementação de ações Avaliação dos resultados Especificação da aprendizagem
compreender as especificidades inatas dos processos, tanto logísticos como produtivos. Todas estas atividades permitiram o diagnóstico de obstáculos e problemas no desenvolvimento do projeto.
Seguindo a lógica do ciclo, tendo identificado as tarefas a realizar e os obstáculos do projeto, foram depois planeados e preparados todos os componentes do sistema de abastecimento. Deste modo, foi apresentado o sistema logístico para a nova fábrica e apresentadas propostas de melhoria ao sistema de comboio logístico.
Na terceira fase, foram definidas as ações a implementar considerando as atividades e recursos necessários. Algumas das ações a implementada foram delegadas a outros departamentos. Exemplo disso foi o desenho técnico de equipamentos que foi responsabilidade do departamento de desenvolvimento industrial.
Na penúltima fase, foi feita uma análise e discussão dos resultados, avaliando o sistema proposto com a meta inicialmente desejada.
Finalmente, na última fase, consolidou-se o trabalho obtido e definiram-se os trabalhos futuros relevantes para a continuidade e sustentabilidade do projeto realizado.
1.4 Estrutura da dissertação
A presente dissertação está organizada em seis capítulos. No primeiro destes, a Introdução, é feito o enquadramento do projeto, a apresentação dos objetivos e a descrição da metodologia de investigação adotada durante o desenvolvimento do trabalho.
No segundo capítulo, é feita uma revisão bibliográfica através da pesquisa científica de materiais relativos à temática do presente projeto e é feita uma revisão crítica da literatura relevante. Além disso, são explorados conceitos como a filosofia Lean, a logística, com especial foco na interna, o abastecimento pelo Mizusumashi e algumas partes integrantes deste sistema, como o supermercado, bordo de linha, a utilização do sistema Kanban e a metodologia de melhoria contínua aplicada pela empresa.
No Capítulo 3 é apresentada a empresa e as seis famílias de produtos existentes.
No capítulo quatro, é feita uma exposição da situação atual da Amtrol-Alfa, onde são apresentados o processo produtivo de um produto X-lite, caracterizada a logística interna existente e apresentada a fábrica nova.
No quinto capítulo é apresentada a redefinição, em detalhe, do sistema de abastecimento interno da empresa e todas as suas características.
Finalmente, no último capítulo são apresentadas as principais conclusões do projeto, sendo também feita referência a trabalhos futuros.
2. R
EVISÃO DA LITERATURANo presente capítulo, é feito um enquadramento dos temas abordados no projeto através de uma revisão da literatura existente. É feito um enquadramento da logística e da necessidade das empresas apostarem em estratégias para melhorar os seus processos. É também feita uma referência à metodologia Lean e às suas características e ferramentas. Adicionalmente são explicitados alguns conceitos associados ao abastecimento interno de linhas de produção. Esta revisão bibliográfica permite fazer o paralelismo entre os conceitos científicos analisados e aquilo que foi sendo observado e posto em prática durante o projeto na empresa.
2.1 Logística
O Council of Supply Chain Management Professionals define “Logística ou gestão logística como a parte da cadeia de abastecimento que é responsável por planear, implementar e controlar o eficientemente e eficazmente fluxo direto e inverso e as operações de armazenagem de bens, serviços e informação relacionada entre o ponto de origem e o ponto de consumo de forma a ir ao encontro dos requisitos/necessidades dos clientes” (Vitasek, 2013).
Existem quatro condições essenciais para uma logística eficaz (Samii, 1997):
O cliente deve estar no cerne do processo logístico;
Tudo deve ser feito para satisfazer o cliente, dispondo dos elementos necessários, desde o capital até ao sistema de informação;
A logística não é apenas a circulação de produtos mas também de serviços e informações indissociáveis dos produtos;
A logística é, sobretudo, uma questão de fluxo.
Carvalho (2010) lista sete objetivos para a cadeia de abastecimento: Reduzir ineficiências e falhas nos processos;
Aumentar a visibilidade sobre a procura real;
Aumentar a partilha de dados e informações ao longo da cadeia de abastecimento; Reduzir o tempo de ciclo da cadeia.
Encurtar a cadeia de abastecimento; Otimizar a relação produção/procura; Destacar a satisfação do cliente.
Numa perspetiva de “otimizar” a logística, em termos de custos e eficiência, é cada vez mais usual aplicar conceitos Lean à gestão logística de todas as atividades de abastecimento, deste modo o conceito de logística Lean é cada vez mais utilizado e referido.
A logística Lean deve ter como objetivos a entrega de produtos às linhas de produção de uma maneira Just-in-Time e sem desprimorar as entregas, ter sempre presente a contínua eliminação de desperdícios nos processos logísticos (Baudin, 2005).
2.2 Metodologia Lean
2.2.1 Toyota Production System
Após a derrota do Japão na Segunda Guerra Mundial (1945), o país estava numa situação crítica pois tinha de pagar “reparações de guerra”, estava num estado de destruição e a economia e o mercado interno encontravam-se muito em baixo. A Toyota Motor Corporation, empresa do ramo automóvel, não era exceção, pois tinha valores de vendas baixos e poucos recursos para competir com os líderes mundiais, na altura a Ford Motor Company. No sentido de melhorar a produtividade e reduzir custos, Eijii Toyoda encarregou o Engenheiro Taiichi Ohno de colocar os níveis de produtividade da Toyota ao nível da produtividade da Ford (Liker, 2004). Como resultado deste trabalho conjunto de Toyoda e Ohno, foi desenvolvido entre 1948 e 1975, o Toyota Production System (TPS), também conhecido como Just-in-time
Production (JIT). Este sistema é um conjunto de diversas práticas combinadas com uma
filosofia de gestão que servem para organizar e otimizar a produção, logística e recursos de uma empresa com a finalidade de produzir mais barato e com mais qualidade, de forma a baixar preço do produto e assim ganhar mercado.
Casa do TPS
Para ilustrar o TPS, Fujio Cho no início da década de 1970 desenvolveu um esquema que ficou conhecido como a “Casa do TPS” (Figura 2), que compreende as diversas metodologias a utilizar, as condições que servem de base ao sistema e o objetivo a atingir (Art of Lean, 2015).
Figura 2 - Casa do Toyota Production System (Gembutsu Consulting, 2015)
O objetivo do Toyota Production System (representado pelo telhado da casa) começa por enumerar os objetivos operacionais do sistema: maximizar índices de qualidade, ao menor custo possível e com o menor tempo de entrega, tendo os operadores motivados e em ótimas condições de segurança.
Em paralelo vemos como pilares de suporte deste objetivo: Just-in-Time, Jidoka e Kaizen (melhoria contínua) (Dillworth, 1989)
Just in Time
Um dos considerados pilares da casa do Toyota Production System é o Just-in-time. Esta metodologia defende que se deve produzir/entregar apenas as peças necessárias, no momento em que são necessárias, na quantidade necessária, no local necessário e utilizando o mínimo de recursos (Art of Lean, 2015).
Trata-se de um sistema que visa a eliminação de desperdícios e stocks, conduzindo a que as empresas produzam apenas o necessário. Implica também a criação de um fluxo contínuo, que é a resposta à necessidade de redução tanto do Lead Time como dos stocks. (Ohno, 1988) Os conceitos de Takt Time, Fluxo Contínuo e Pull Production são conceitos fundamentais e intrinsecamente ligados a esta metodologia.
Jidoka
Jidoka é o outro pilar da casa do TPS, que se refere à “autonomação inteligente” ou
“automação com toque humano” (Ohno, 1988).
Este conceito, na sua essência, diz que os equipamentos devem ser adaptados de forma a pararem a atividade produtiva quando detetarem alguma anormalidade no processo, para que o trabalhador pare a linha de produção para resolver o problema. Esta filosofia quando aplicada cria a “qualidade no posto”, ou seja, previne que defeitos sejam passados para o posto de trabalho seguinte. Assim, considera-se que a aplicação do Jidoka é mais eficiente e acarreta menos custos que inspecionar e reparar problemas de qualidade que fluam pela linha, assim como, enviar para a sucata produtos após a realização de várias operações do que detetar o defeito logo na origem (Liker, 2004).
Melhoria Contínua – Kaizen
No centro da casa do TPS está a melhoria contínua, que pressupõe a contínua eliminação de desperdícios empresariais.
Womack e Jones apresentam uma definição de desperdício como sendo “qualquer atividade humana que absorve recursos mas não cria valor como: erros que exigem retificação, produção de itens que ninguém deseja, acumulação de mercadorias em stocks, etapas de processamento que na verdade não são necessárias” (Womack & Jones, 1996).
Durante o desenvolvimento do Toyota Production System, Ohno e Shingo identificaram três grandes classes de variação nas empresas industriais, que ficaram conhecidas pelos seus nomes em japonês: Muda, Mura e Muri.
A palavra Muda refere-se aos desperdícios, ou seja, tudo o que não acrescenta valor ao produto, por isso essas atividades devem ser reduzidas ou, se possível, eliminadas.
Mura representa as variações e irregularidades em processos, sendo que estas podem ser
eliminadas pela aplicação do sistema Just-in-Time, um dos pilares do TPS. A aplicação do JIT reduz inventários e movimentações, eliminando as diferentes Mura.
A palavra Muri representa o que é irracional, isto é, excessos ou insuficiências, levando máquinas e pessoas para além dos seus limites. Pode ser eliminado através do Standard Work, pois, garantindo que todos seguem o mesmo procedimento, obrigatoriamente o processo torna-se mais previsível, estável e controlável.
Segundo Ohno (1988) e Shingo (1989), existem 7 mudas/desperdícios fundamentais que devem ser eliminados (Pinto, 2009):
1. Excesso de produção: Este desperdício é o oposto do paradigma de produção
Just-in-Time, pois é a situação que ocorre quando se produz quantidades desnecessárias.
2. Tempos de espera: Este desperdício refere-se ao tempo que o operador ou equipamento perde sempre que espera por algo (por exemplo, fim de ciclo da máquina).
3. Transportes e movimentações: Representando tudo o que é transferência de material, peças ou produto acabado, de um local para outro causando efeitos perversos nas organizações. Este procedimento apenas aumenta os custos de posse e muitas vezes leva a que os produtos se danifiquem.
4. Processos inadequados: Refere-se aos desperdícios do processo, nomeadamente, operações não necessárias. Verifica-se a tendência da empresa querer atingir níveis de especificação que vão para além das expectativas dos clientes (por exemplo: falta de treino de operadores, reparação de defeitos visuais).
5. Excesso de Stock: O excesso de stock é um desperdício que esconde problemas de produtividade do sistema, ou seja, o excesso de stock colmata a existência de sucata, atrasos na produção e avarias mas escondendo problemas reais do sistema produtivo que devem ser resolvidos. Inerente a este desperdício estão custos de posse do stock assim como desperdício de tempo para produzir o material.
6. Movimentações desnecessárias: São considerados gestos que o operador faz que não são realmente necessários para executar as operações do seu trabalho. Muitas vezes isto é provocado pela má conceção do posto de trabalho.
7. Defeitos: Este desperdício inclui os defeitos de produto ou problemas de qualidade, que estes estão associados os custos de inspeção, retrabalho e substituição. A espera por novas matérias-primas ou produtos semiacabados também resulta dos defeitos. Em consequência, a produtividade diminui e o custo dos produtos aumenta.
Base da casa do TPS
Na base da casa do TPS encontram-se 3 conceitos fundamentais: a produção nivelada (Heijunka); gestão visual; e a redução de custos através da eliminação de desperdícios utilizando o Standard Work.
A produção nivelada, também conhecida por Heijunka, é uma técnica do TPS que tem por objetivo reduzir a Mura (variações) que por sua vez, cria condições para reduzir a Muda (desperdícios). Uma definição de produção nivelada em Lean Enterprise Institute (2006), que
diz “Nivelar o tipo e quantidade de produção ao longo de um período fixo de tempo. Isto permite que a produção consiga responder à procura dos clientes eficazmente, enquanto evita grandes lotes e reduz inventário, custo, pessoal e lead time da produção ao mínimo”
A gestão visual é uma técnica utilizada para expressar a informação, de forma visual, para que possa ser facilmente entendida por todos. Da sua aplicação resulta um maior grau de autonomia dos operadores e uma maior rapidez de intervenção face aos problemas, pois torna visíveis problemas que antes estavam escondidos. (The Productivity Press Development Team, 1998)
Alguns exemplos de aplicações de Gestão Visual são a utilização de cartões Kanban, quadros informativos de desempenho, marcações de espaços no chão e o sistema Andon, quadro de controlo visual utilizado para fazer o acompanhamento dos processos de trabalho informando os colaboradores do andamento dos mesmos (Pinto, 2009).
Relativamente à eliminação de custos através da eliminação de desperdícios, surge o Standard
Work. Taiichi Ohno disse que “onde não existe um padrão, não pode existir melhoria
contínua”. Deste modo, justifica-se que o trabalho padronizado seja considerado como uma das bases de toda a filosofia criada pela Toyota para eliminar desperdícios.
Standard Work é uma ferramenta que cria condições para que todos operem do mesmo modo,
seguindo a mesma sequência, fazendo as mesmas operações e utilizando as mesmas ferramentas, com o objetivo de eliminar variabilidade de processos. O resultado da aplicação desta ferramenta é uma maior qualidade, uma vez que faz com que se evite a ocorrência de defeitos (Pinto, 2009).
Esta ferramenta é constituída por três elementos chave (Monden, 2012): Tempo de ciclo normalizado;
Sequência de trabalho normalizado;
Inventário Work-in-process (WIP) normalizado. 2.2.2 Lean Production
O Toyota Production System começou a ser aplicado pelo mundo ocidental como resposta à crise de petróleo de 1973. Esta crise provocou no mercado um recuo na compra de automóveis novos. Como resultado desta quebra de consumo, os fabricantes de automóveis americanos ficaram expostos aos desperdícios existentes na sua produção e precisavam de agir para eliminá-los (Monden, 2012).
O termo Lean Production, foi cunhado em 1988 por Krafick num artigo chamado “Triumph
of the Lean Production System”, evoluiu a partir dos conceitos de produção JIT que a Toyota,
seguindo o TPS, aplicava nas suas fábricas do Japão. No entanto, parte desta filosofia remonta aos primórdios do século vinte, aplicados por Henry Ford. (Jacobs, Chase, & Aquilano, 2009) Assim, Lean Production pode ser definido como um conjunto integrado de atividades, desenhadas para produzir usando o mínimo de inventário de matérias-primas,
Work-in-process e produtos acabados. Consequentemente as peças chegam ao posto de trabalho
seguinte Just-in-Time e sendo processadas no posto rapidamente, de modo a fluírem pelo sistema produtivo no menor tempo possível. (Jacobs, Chase, & Aquilano, 2009)
Em Womack e Jones (1996), é apresentada uma lista de princípios sobre a qual o sistema
Lean assenta:
Valor: é imperativo perceber o que o cliente considera que acrescenta valor ao produto, ou seja, tudo pelo qual está disposto a pagar.
Identificação do fluxo de valor: identificação das atividades necessárias ao cumprimento das especificações do cliente, consequentemente são eliminadas as atividades que não acrescentem valor ao produto.
Fluxo contínuo: deve ser criado um fluxo contínuo, quer de materiais quer de informações, sendo produzido apenas o que é necessário e no momento em que é necessário, dando preferência à produção de pequenos lotes para evitar desperdícios, tais como esperas e excesso de inventário.
Pull Production: é o cliente que dá o arranque da produção, na quantidade, prazo de entrega e especificação do produto por ele definido.
Perfeição: Conforme os primeiros quatro princípios vão sendo implementados, o sistema produtivo começa a ser melhor compreendido, em consequência disso, são geradas cada vez mais ideias para melhoria. Pois, uma vez que o sistema se torna mais “lean” o desperdício torna-se mais visível. Facilmente é percetível que este princípio é a melhoria contínua ou Kaizen.
2.3 Logística interna
A logística interna é responsável pelos fluxos de material (transporte e armazenagem) dentro das instalações da empresa, começando na receção de material até à expedição do produto final. A Figura 3 mostra as diferentes atividades que são realizadas pela Logística interna de uma empresa (Carvalho, 2010), que se descrevem de seguida:
Receção e Conferência – Compreende a descarga dos materiais do transportador, inspeção da embalagem, verificação das quantidades e referências da remessa e introdução no software de gestão dos materiais.
Arrumação – Movimentação física dos materiais para a zona de armazenamento designada no armazém.
Picking – é retirado do armazenamento o material conforme as ordens de encomenda do cliente (interno ou externo). É uma atividade que se pode classificar como um serviço ao cliente, por isso, deve ser feita de forma rápida e precisa, de forma a atingir um elevado nível de produtividade.
Preparação e Expedição – é feita a preparação dos materiais, quer fisicamente quer relacionada com a informação necessária, para permitir que seja feita a expedição dos materiais pedidos para o cliente (interno ou externo).
Figura 3 - Operações da logística interna (Carvalho, 2010) 2.3.1 Abastecimento interno
O manuseamento de material é uma das questões mais críticas quando se tem em vista a eliminação de desperdícios e a redução de custos (Patel & Patel, 2013). Na indústria, o manuseamento de material corresponde à utilização de 25% dos trabalhadores, 55% de espaço disponível e 87% do tempo de produção (Nagy & Salhi, 2005).
Existem duas principais filosofias de abastecimento interno: uma é o abastecimento “puxado” pela linha de produção (Sistema Kanban) e a outra é o abastecimento “empurrado” pelo armazém (Sistema MRP – Material Requirement Planning).
A Figura 4 mostra a diferença fundamental dos dois sistemas, o sistema Pull envia pequenas quantidades de material de cada vez que são pedidas pelo sinal da produção enquanto o sistema Push envia todo o material necessário de uma vez.
Figura 4 - Quantidades movimentadas: Push vs Pull (Baudin, 2005) 2.3.2 Sistema Kanban – Pull Production
Como parte do desenvolvimento do Just-in-Time, Taiichi Ohno criou o sistema Kanban, para servir de sistema de sinalização de necessidades de material, por forma a controlar as operações de fabrico (Pinto, 2009).
Kanban é a palavra japonesa para cartão e Ohno idealizou os cartões Kanban como uma
associação direta a um pedido de material de uma forma simplificada. Assim, estes cartões indicam o pedido de uma quantidade fixa de peças a um outro local, para serem entregues dentro de um Lead Time, estabelecido no local de origem do cartão (Carvalho, 2010). Um exemplo de cartão Kanban é ilustrado pela Figura 5.
Figura 5 - Cartão Kanban utilizado na Toyota (Coplien, 2015)
Este mecanismo de controlo limita a quantidade de inventário, num local de produção, a um valor mínimo fixo. Um dado posto de trabalho recebe informação do posto seguinte, esta informação chega ao destino sob a forma de cartões Kanban que são libertados das peças pelo
posto anterior, deste modo é evitado que um posto que tenha um problema passe pedidos de material aos outros postos a montante. (Bonvik, Couch, & Gershwin, 2010)
O funcionamento do Kanban, fundamentalmente, representa-se pela sobreposição do fluxo físico de produtos com um fluxo inverso de informações, como se pode ver na Figura 6.
Figura 6 - Fluxo de informação e material no sistema Kanban (Toyota Motor Company, 2015)
O posto 2 consome peças maquinadas pelo posto 1. Cada vez que utiliza um contentor de peças, a etiqueta Kanban que lhe está associada é destacada e enviada para o posto número 1. A etiqueta constitui uma ordem de fabrico de um novo contentor de peças. Quando o posto 1 termina o fabrico de um novo contentor de peças, coloca-lhe uma etiqueta kanban e envia-o para o posto 2. Para garantir o fluxo de informação entre os postos circula um número definido de cartões Kanban e, caso seja esse modelo utilizado, contentores Kanban (Courtois, Pillet, & Martin-Bonnefous, 2007).
Um contentor Kanban é uma caixa retornável que contém uma quantidade fixa de um artigo a ser utilizado pela produção. A utilização de contentores retornáveis é uma realidade em muitas empresas Lean atualmente. Baudin (2005) lista quatro principais razões para a utilização de contentores:
1. Tendo cuidado com o manuseamento dos contentores retornáveis, eles são capazes de fazer mais de 20 viagens de ida e volta, assim tornam-se mais económicos que os contentores de utilização única.
2. Os contentores retornáveis podem ser desenhados com sistemas de separação de unidades, de modo a protegê-las eficientemente umas das outras, prevenir a colocação
de peças erradas dentro do contentor e facilitar a contagem de peças. No entanto este tipo de sistema só é viável quando se pressupõe múltiplas utilizações.
3. Recolher contentores retornáveis é fácil quando se utiliza o sistema de Milk-Run uma vez que este sistema cria toda a infraestrutura necessária para o fluxo de contentores vazios.
4. O número de contentores retornáveis em circulação para cada item é controlado, o que leva a que seja limitado o número de peças existentes no sistema logístico.
2.3.3 Dimensionamento de um Sistema Kanban
Para determinar a capacidade de um contentor é necessário ter em conta as características do produto (peso, volume). Adicionalmente, a quantidade considerada deve permitir a fluidez da produção, por isso é preciso considerar o prazo de produção e qual o período de consumo dos produtos. Normalmente, um contentor deve conter um número de peças equivalentes a menos de um décimo do consumo diário, para garantir uma fluidez mínima (Lean Manufacture, 2015).
Seguindo toda a filosofia Kaizen, um sistema Kanban deve ser evolutivo e permanentemente melhorado. As melhorias introduzidas permitem ao sistema ser mais reativo e flexível e, desse modo, ir diminuindo a quantidade por contentor. O objetivo deve ser chegar a situação ótima, sistema one piece flow, o que significa a presença de uma única peça no contentor mas, para conseguir este objetivo não chega melhorar o sistema logístico, pois é imperativo fiabilizar todo o sistema produtivo (Courtois, Pillet, & Martin-Bonnefous, 2007).
O número de Kanbans deve permitir fazer face aos imprevistos gerados pelo sistema produtivo quando se implementa o método (afinações, avarias, não conformes) caso contrário, o fluxo interrompe-se constantemente, registando-se a diminuição da capacidade produtiva. A seguinte equação mostra uma fórmula habitualmente utilizada para calcular o número de cartões Kanban para um artigo.
𝑁 =𝐷 ∗ 𝐿 + 𝐺 𝐶 em que:
D – é o consumo médio de produtos por unidade de tempo L – é o prazo de disponibilização dos produtos
G – é o fator de gestão: cobertura de imprevistos e mudanças de série. C – é o número de peças existentes num contentor
Como observa Shingo em “Maitrise de la Production et méthode kanban” (1983), “a forma de determinar o número de kanbans não é o mais importante. O que interessa verdadeiramente é perguntarmo-nos como melhorar o sistema de produção para fixar o número mínimo de Kanbans” (Courtois, Pillet, & Martin-Bonnefous, 2007).
2.3.4 Sistema MRP – Push production
Na década de 50 foi desenvolvido um novo conceito de gestão de produção que permite antecipar as necessidades e a sua distribuição ao longo do tempo, o Material Requirement
Planning ou “Planeamento das necessidades materiais” (Courtois, Pillet, &
Martin-Bonnefous, 2007).
O MRP calcula de uma forma determinística as necessidades líquidas de materiais, de modo a satisfazer o programa de produção planeado. Baseia-se no Programa Diretor da Produção e na Lista de Materiais (Bill of Materials) para que seja possível calcular as necessidades de todos os materiais que fazem parte do produto final (Silva, 2012).
Além de determinar as necessidades de materiais, o MRP calendariza quando estes produtos devem ser pedidos e quando vão ser consumidos.
Em suma, pode-se dizer que o MRP é baseado na procura dependente, em que a procura dependente de componentes é causada pela procura de um dado produto final (Jacobs, Chase, & Aquilano, 2009).
2.3.5 Supermercado
Os supermercados são uma técnica de gestão e picking de inventário utilizada em empresas
Lean, que eliminam eficazmente os desperdícios causados por transportes e movimentos
desnecessários (Vitasek, 2013).
Taiichi Ohno idealizou este sistema ao visitar um supermercado nos Estados Unidos, onde verificou uma grande eficiência entre picking do cliente e reabastecimento por parte do retalhista. Este sistema foi descrito por Ohno (1988) nos seguintes termos: “Um supermercado é um local onde o cliente obtém: o que precisa, quando precisa e na quantidade que precisa. Um processo (cliente) vai ao processo anterior (supermercado) para adquirir as peças (bens) na quantidade que necessita no momento. O processo anterior produz imediatamente a quantidade retirada (reabastecendo as prateleiras)” (ver Figura 7).
Os supermercados que são bem geridos são exemplo de sistemas Pull, existe sempre inventário. No entanto, em vez de empurrar material para stock baseado numa calendarização
(MRP), o retalhista olha para o que o cliente vai retirando da estante e reabastece o material antes que este acabe (Liker, 2004). Assim, podem-se definir os supermercados como áreas logísticas internas descentralizadas, nas imediações das linhas de produção que servem de entreposto entre o armazém central e o local de consumo do material. Devido a isto, os supermercados permitem a entrega de pequenas quantidades de peças, reduzindo os stocks junto à produção (Emde & Boysen, 2010).
Consequentemente, como os armazéns como estão descentralizados e têm capacidade limitada de stock, a utilização destes implica a utilização de um Milk-Run ou Mizusumashi para ser feito o abastecimento de peças.
Figura 7 - Supermercado (4Lean, 2011) 2.3.6 Milk Run interno - Mizusumashi
Tendo como filosofia o abastecimento puxado pela produção através do sistema Kanban e o conceito de Just-in-Time surge a necessidade de movimentar pequenas quantidades de um grande número de itens diferentes, entre e no interior de fábricas, com um lead time curto e previsível. Logicamente, foi necessário desenvolver o conceito de Milk Run de modo a concretizar os objetivos acima enunciados (Baudin, 2005). A Figura 8 mostra como é mais eficiente a utilização do Mizusumashi em relação à utilização do empilhador.
Figura 8 - Diferença entre o uso de Empilhador e de Mizusumashi (Takt Consultoria, 2015)
O Milk Run, também conhecido por Mizusumashi ou Comboio Logístico, é o conjunto formado pelo operador logístico e o seu veículo de transporte de material (Pinto, 2009). O comboio logístico consiste num sistema de abastecimento cíclico, onde materiais os são recolhidos num local e entregues a vários clientes (Patel & Patel, 2013), seguindo um horário e um percurso bem definidos (Kumar & Shilpa, 2014).
As funções do Mizusumashi são (Pinto, 2009) ( Resource Systems Consulting, 2015): Satisfazer os pedidos de materiais baseados em listas de picking ou por Kanban; Recolher as caixas/contentores vazios existentes nas áreas de trabalho;
Reunir os materiais necessários no armazém;
Recolher produtos acabados ou intermédios e entregá-los ao processo seguinte; Controlar as medidas de gestão visual;
Fazer a comunicação entre o “consumidor” e o armazém.
Existem dois modos operatórios para este sistema (Takt Consultoria, 2015) (Nomura & Takakuwa, 2006):
1. Existência de uma lista de prioridades: é definida uma lista de tarefas para o
operador do Mizusumashi, tendo estas uma prioridade estabelecida. Deste modo, o operador verifica qual é tarefa pendente com maior grau de prioridade e executa-a.
Caso exista mais que uma tarefa pendente, deve-se fazer a que apresentar maior urgência.
2. Executar um ciclo fixo: o comboio logístico opera seguindo uma rota predefinida,
passado por diversos pontos de paragem, nestes, verifica se tem alguma tarefa a executar, executando-a, e de seguida parte para o posto seguinte. Além de seguir uma rota padronizada, também é definido um tempo de ciclo para assegurar que há uma periodicidade fixa entre passagens por um dado local.
Para desenhar um sistema de abastecimento por Mizusumashi é necessário (Domingo, Alvarez, Peña, & Calvo, 2007) (Kumar & Shilpa, 2014):
Definir tempo de ciclo para o abastecimento;
Definir as paragens e a menor e mais fluída rota para abastecê-las;
Estabelecer os materiais a abastecer deste modo;
Calcular taxas de consumo de cada material;
Calcular o número de Kanbans ou contentores Kanban necessários para cada material;
Criar folhas de trabalho padronizado para os procedimentos.
2.4 Toyota Kata
Na Amtrol-Alfa é utilizada a metodologia Toyota Kata, como forma de sustentar os projetos de melhoria internos.
Esta metodologia foi desenvolvida por Mike Rother (2010) e diz que durante décadas os concorrentes da Toyota e os académicos focaram-se na parte visível da empresa: as práticas, ferramentas e princípios. No entanto, apesar de ser possível emular o Toyota Production
System noutra empresa, se não se focar atenção também na parte invisível da empresa: rotinas
e pensamento da gestão, nunca se conseguirá atingir o nível de excelência da Toyota (Figura 9).
Desta parte invisível da Toyota, surge o Kata, que traduzido do japonês significa “a maneira de manter duas coisas alinhadas e sincronizadas entre si”. O Kata é uma rotina estruturada em que o aprendiz pratica para que o padrão se torne um hábito. De maneira a conseguir atingir isto é necessária a combinação de dois ciclos, um de melhoria e um de acompanhamento. Fundamentalmente, o Kata assenta sobre três elementos Figura 10:
1. Onde estamos? – Condição atual 2. Onde queremos estar? – Condição alvo
3. Como devemos avançar entre a condição atual e a alvo
Figura 10 - Modo de atuação do Kata (Rother, 2010) 2.4.1 Kata de melhoria – improvement Kata
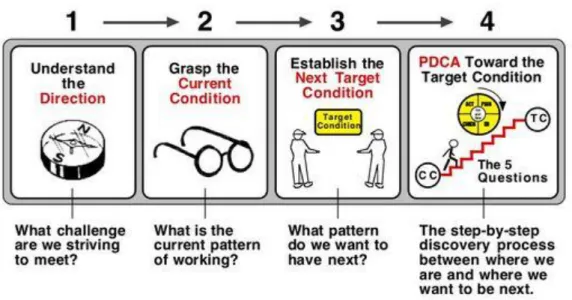
O Kata de melhoria é como definido por Rother, como sendo um padrão repetível e universal de quatro partes, para atingir objetivos desafiantes em situações complexas, através de um trabalho sistemático e científico. Esta metodologia permite ir avançando ao longo do “terreno desconhecido” (Rother, 2010).
Estas quatro partes são (ver Figura 11):
Perceber a direção – Qual o desafio que queremos atingir?
Compreender a condição atual – Qual é o padrão atual de trabalho?
Estabelecer a próxima condição alvo – Qual é o padrão de trabalho que desejamos? Ciclos PDCA em direção à condição alvo – Processo de descoberta passo a passo de
Figura 11 - Kata de melhoria (Rother, 2010)
Os passos 1, 2 e 3 da Figura 11 são considerados como “Fase de planeamento” e o passo 4 é considerado como “Fase de Execução”.
2.4.2 Kata de acompanhamento – coaching kata
O Coaching Kata é a componente do Kata que serve de base à “Fase de Execução” dos projetos, consistindo em reuniões curtas e quase diárias que costumam ter habitualmente dois intervenientes, o “Learner” (Aprendiz) e o “Coach” (Mentor/Orientador).
Figura 12 - O papel do coach e do learner (Rother, 2010)
Na Toyota os funcionários têm um mentor, que é um trabalhador mais experiente que providencia uma orientação ativa durante o processo de aplicar melhorias ou de lidar com questões de trabalho. Este é um aspeto crucial de todo o sistema do Toyota Kata, pois é o
coach que vai orientar e facilitar o rumo do learner na longa jornada até à condição alvo (ver
Figura 12).
Esta orientação é feita através dos conhecidos ciclos PDCA (Plan – Do – Check – Act), que a Toyota defende que devem ser ciclos rápidos, pois é onde se obtém o conhecimento mais útil para a melhoria, adaptação e inovação, uma vez que os ciclos rápidos providenciam uma maior quantidade de aprendizagem e, como consequência, uma maior melhoria dos processos. O ciclo PDCA foi popularizado por Deming, serve de base a esta metodologia, e conta com as seguintes etapas (Rother, 2010):
1. Planear – O learner define o passo (ação), em pequena escala, a tomar e define as expectativas para esse passo.
2. Executar – O learner testa a hipótese, fazendo o possível para cumprir com o passo planeado.
3. Verificar – O learner compara as expectativas que tinha com o que aconteceu na realidade.
4. Agir – O learner transforma em padrão ou estabiliza o resultado do passo ou começa o ciclo PDCA novamente.
Para monitorizar e registar todos os progressos do Kata é necessário um quadro de Kata. Neste quadro existem “obrigatoriamente” vários elementos:
Folha da condição alvo – Contém as informações relativas à condição alvo
Folha da condição atual – Contém as informações relativas à condição atual
Folha de obstáculos – Lista de obstáculos
Folha dos ciclos PDCA
Folha de controlo de tempo – Gráfico das durações de cada ciclo
Nestes ciclos PDCA existem duas ferramentas fundamentais: o Cartão das 5 Questões (ver Figura 13 e Figura 14) e o documento de registos do ciclo PDCA (Figura 15).
Um Ciclo de Acompanhamento pressupõe que o mentor faça as 5 perguntas, em que: 1) Qual a condição alvo?
2) Qual a condição atual?
Acerca do passo anterior (parte de trás do cartão): 1) Qual foi o último passo?
4) O que é que aprendemos com o passo dado?
3) Quais são os obstáculos que não permitem atingir a condição alvo? 4) Qual é o próximo passo? E o quais são as expectativas em relação a ele? 5) Quando é que podemos verificar o que aprendemos com o passo?
Figura 13 - Cartão 5Q (Frente) (Rother, 2010) Figura 14 - Cartão 5Q (Trás) (Rother, 2010)
Este cartão de perguntas é um facilitador da transformação do padrão em hábito e permite uma agilização da reunião diária de acompanhamento. Na primeira fase (perguntas 1 e 2) o
learner faz uma revisão da condição alvo e atual. A seguir é revisto o último passo tomado e
as expectativas em relação a este e o aprendiz explica ao mentor o que aconteceu e o que aprendeu com o passo dado. Nesta fase costuma haver troca de ideias entre os intervenientes do ciclo. Na pergunta 3, é revista a lista de obstáculos existente. Na quarta pergunta, o learner propõe um próximo passo que geralmente é aceite pelo coach mesmo que este não acredite que seja benéfico, pois dos passos errados o learner também aprende.
Para finalizar o ciclo de acompanhamento, o learner diz quando é que o passo está tomado e pode ser revisto, ou seja, propõe uma data para o próximo ciclo de acompanhamento.
Como ferramenta fulcral destes ciclos de acompanhamento surge a folha de registo dos ciclos PDCA, que deve ser atualizada antes de cada ciclo de acompanhamento.
Figura 15 - Folha de registo de PDCA (Rother, 2010)
O registo dos ciclos PDCA, como se pode ver na Figura 15, surge na forma de uma folha padronizada, dividida em duas partes: o lado da previsão (lado esquerdo) e lado das evidências (lado direito). A previsão corresponde ao passo a dar, a data prevista para ele e as expectativas que o learner tem para o passo. O lado das evidências é preenchido depois da experiência planeada no passo, teoricamente alguns minutos antes de iniciar o ciclo de
coaching. Onde se preenche “o que aconteceu?” e “o que aprendemos”, para ficarem escritas
as conclusões tomadas com o passo dado.
Passo Quais as expectativas? Fazer a experiência O que aconteceu? O que aprendemos?
2.5 Síntese e considerações finais
Através da presente revisão da literatura foi possível identificar a importância da gestão do abastecimento interno numa empresa como fator competitivo face à crescente complexidade do ambiente industrial. No âmbito da revisão da literatura relativa ao abastecimento interno por comboio logístico, destacam-se alguns fatores críticos para o desenvolvimento do presente projeto:
O fundamento base da filosofia lean para eliminação de desperdícios;
O sistema Push Production;
O sistema Pull Production;
O sistema de logística interna e seus componentes, tais como, o comboio logístico e os supermercados;
3. A
PRESENTAÇÃO DAE
MPRESAEste capítulo refere-se à apresentação da empresa Amtrol-Alfa, onde foi realizado o projeto. Nele apresenta-se o layout do complexo industrial da empresa e apresentação das diferentes unidades produtivas, assim como, as diferentes famílias de produtos em produção.
3.1 A Amtrol-Alfa
A Amtrol-Alfa Metalomecânica, S.A. é uma sociedade anónima do sector de metalomecânica, mais especificamente, no sector de produção de cilindros de aço para gases liquefeitos de petróleo, gases refrigerantes ou gases técnicos, respeitando as normas específicas do país de cada cliente. A empresa situa-se no Lugar de Pontilhões, em Brito, Guimarães. Conta atualmente com aproximadamente 600 colaboradores, laborando três fábricas em três turnos e as restantes em dois e, caso se justifique, com o quarto e quinto turno durante o fim-de-semana.
Figura 17 - Logótipo da empresa
O complexo industrial ocupa uma área total de aproximadamente 80.000 m², sendo constituída, atualmente, por seis unidades fabris, um armazém central, uma oficina mecânica e uma oficina elétrica, um edifício administrativo, serviços médicos e a cantina. Adicionalmente, dentro destes edifícios existem as secções de corte de chapa, fabrico de acessórios e o armazém de discos de aço. A planta geral da empresa pode ver-se na Figura 18. As seis fábricas existentes dedicam-se à produção de diferentes produtos que a empresa comercializa e consome internamente.
De seguida, apresentam-se as secções de cada uma das fábricas:
Fábrica 1: Corte de chapa, fábrica de acessórios, uma linha de montagem de cilindros de 3
peças e uma linha de montagem de 2 peças e uma linha de acabamento.
Fábrica 2: Uma linha de montagem e uma linha de acabamento de cilindros retornáveis de
Fábrica 3: Uma linha de montagem e uma linha de acabamento que podem produzir cilindros
descartáveis, cilindros X-Lite e liner’s para as fábricas 4 e 5.
Fábrica 4: Uma linha de enrolamento e acabamento de cilindros Comet.
Fábrica 5: Uma linha de enrolamento e acabamento de cilindros de alta pressão. Fábrica 6: Uma linha de montagem de cilindros X-Lite.
Figura 18 - Planta geral do complexo da empresa
A história da empresa Amtrol-Alfa se explicada no Anexo I. No Anexo II, encontra-se explicitada a estrutura organizacional da empresa, e mais detalhadamente, a estrutura do Departamento de Produção.
3.2 O produto
Os produtos da Amtrol-Alfa podem ser classificados de uma maneira simplista em 6 categorias distintas:
1. Retornáveis – Cilindro em Aço de baixa/média capacidade 2. Retornáveis de grande capacidade – Cilindro de 3 peças 3. Alta pressão – Genie
4. Descartável
5. Comet – Composite Metal Cylinder
6. X-Lite – Cilindro de aço leve
3.2.1 Cilindros retornáveis
corpo de duas partes (coquilhas superior e inferior soldadas de forma circunferencial), pelos acessórios soldados ao corpo (gola e pé) e pela válvula.
Figura 19- Esquema da estrutura de um cilindro retornável
Devido à crescente preocupação ergonómica dos clientes com os consumidores, a empresa adaptou o tradicional cilindro para minorar o esforço muscular do consumidor na sua utilização. Assim foram desenvolvidos o cilindro com a gola rabbit, composto por duas pegas plásticas separadas, o cilindro com soft grip, que são duas pegas encaixadas na gola para facilitar o manuseamento da cilindro e o cilindro com uma gola de polímero.
Figura 20 - Cilindro Rabbit, Soft Grip e Pollymeric Collar 3.2.2 Cilindros retornáveis de 3 peças
Os cilindros de grande capacidade são geralmente definidos como sendo acima de 33 litros de capacidade e com um corpo composto por 3 peças. O processo produtivo é igual ao do cilindro retornável tradicional, no entanto acrescenta-se a virola, cilindro unido por uma soldadura longitudinal. Por isso, o cilindro tem duas soldaduras circunferenciais, para unir a virola à coquilha superior e inferior, como é ilustrado na Figura 21.
Figura 21 - Cilindro retornável de grande capacidade 3.2.3 Cilindros de alta pressão
Os cilindros de alta pressão são um produto desenvolvido em parceria com o cliente, a Linde AG, que é a líder no mercado de gases industriais. Uma das suas principais características é que estes cilindros têm uma pressão de trabalho de 300 bar ao contrário dos tradicionais que estão sujeitas a uma pressão de trabalho de cerca de 30 bar.
A Figura 22 mostra a Genie, esta é composta por um liner (corpo de aço composto por duas coquilhas e soldado de forma circunferencial através de uma soldadura laser de alta resistência) que é enrolado em fibra de carbono para conferir resistência ao cilindro. Posteriormente o liner enrolado é encaixado dentro da jaqueta (invólucro de plástico) sendo acondicionado dentro desta por dois padding’s.
Outra inovação desta garrafa é que tem um ecrã eletrónico (Figura 23) chamado de Digital
Intelligence Unit, que dá ao utilizador informações variadas tais como: o tipo de gás que
contém, a percentagem de capacidade restante e a pressão de trabalho quando cheio. Este sistema inteligente também avisa o utilizador quando resta apenas 25% e 10% de gás, através de um aviso sonoro e uma luz intermitente.