Male, born in 1982, Ph.D. His research interests mainly focus on TiAl alloy preparation; microstructure and mechanical properties of bulk nanostructured and ultraine grained Ti based alloys and intermetallic compounds. He holds one Chinese invention patent and has written 16 technical papers by now.
E-mail: [email protected]; [email protected] Received: 2010-03-04; Accepted: 2010-04-08 *Yang Fei
*Yang Fei1,2, Kong Fantao1, Chen Yuyong1 and Xiao Shulong1
Abstract: Ti-45Al-9(V, Nb, Y) alloys with four different x=V/Nb (atomic ratio x = 1, 1.5, 2 and 3.5) have been
prepared, and the microstructures, properties and hot deformation behaviors were investigated. SEM, XRD
and TEM results showed that Ti-45Al-9(V, Nb, Y) alloys were mainly composed of γ, α2, and β phase, and the
volume fraction of β phase increased with the increase of the atomic ratio of V/Nb. The alloys were featured with lamellar microstructure with β and γ phases locating at the colony boundaries, and some β precipitates appearing at γ/γ interfaces. It was found that the colony size decreased with the increase of x. The alloys exhibited moderate
mechanical properties at room temperature, with a yield strength of over 600 MPa, and fractures showed mainly
translamellar character. The alloy with x=3.5 exhibited the best deformability at elevated temperature and that with
x=1 had superior oxidation resistance at 800 ℃.
Key words: TiAl alloy; microstructure and properties; hot deformation behavior; oxidation
CLC number: TG146.2+
3 Document code: A Article ID: 1672-6421(2010)04-357-05
T
he TiAl-based alloys are promising materials for the use in advanced propulsion systems of aircraft and automobile engine parts, due to the combination properties of low density, high speciic strength, high speciic stiffness, good creep strength up to 700℃, and better high temperature oxidation resistance than titanium alloys [1-3]. However, the extensive applications of TiAl based alloys have been limited by low ductility and poor formability at room temperature [4]. Recently, Kim and Dimiduk proposed β/γ-TiAl alloys that exhibited excellent formability above 1,100℃[5]. Such alloys can be manufactured through the beta-solidiication process, and exist experimentally within a broad composition range of Ti-(40-45)Al-(2-7)Nb-(1-9)(Cr, Mn, V, Mo)-(0-0.5) (B, C) (in wt.% hereinafter). In this study, Ti-45Al-9(V, Nb, Y) alloys with different V/Nb ratio (i.e. 1, 1.5, 2 and 3.5) were prepared; the microstructures, mechanical properties, hot deformation and oxidation behaviors of these alloys were systematically studied.
1 Experimental procedure
Four Ti-45Al-9(V, Nb, Y) alloys with different V/Nb ratio were prepared by arc-melting under a high-purity argon gas
environment using non-consumable electrode. The parent materials were sponge titanium, high purity aluminum and Al-V, Al-Nb and Al-Y master alloys. The melting was repeated at least five times to obtain homogenous button ingots, and a further homogenization was carried out at 900℃
for 72 h. The nominal compositions of these alloys were 4.5V-4.5Nb-0.3Y, 5.4V-3.6Nb-0.3Y, Ti-45Al-6V-3Nb-0.3Y and Ti-45Al-7V-2Nb-0.3Y, respectively.
An Instron testing machine was employed to carry out the room-temperature compressive test on the sample of Ф4 mm × 6 mm at a strain rate of about 5.56 × 10-4 s-1. Hot compressive test was performed on the sample of Ф8 mm × 12 mm at 1,200℃ using a Gleeble 1500D thermal simulating machine, and the sample was deformed to 60% at a strain rate of 10-2 s-1. Oxidation test was done at 800℃ for 80 h in static air on the specimens of 8 × 6 × 4 mm3. The specimen surfaces were ground up with 600# SiC papers and degreased in acetone prior to the test. Microstructures, oxide scale and phase constitution were analyzed using scanning electron microscopy (SEM), transmission electron microscopy (TEM) and X-ray diffraction (XRD).
2 Results and discussion
2.1 Microstructures of Ti-45Al-9(V, Nb, Y) alloys
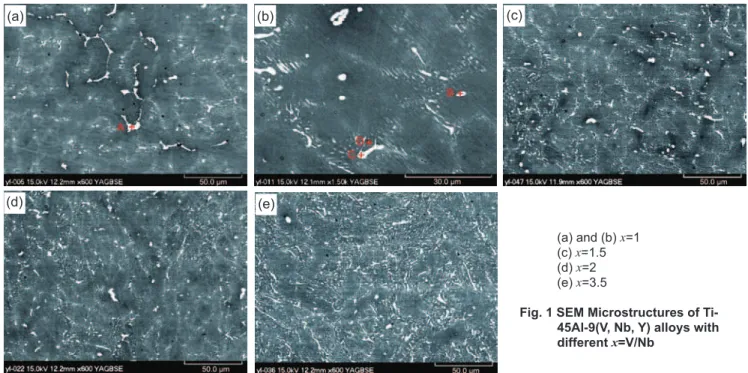
Figure 1 shows the as-cast microstructures of Ti-45Al-9(V,Nb,Y) alloys with different V/Nb ratios. It can be seen from Fig. 1 that the alloys contain nearly lamellar structure and that the lamellar colony size decreases with increase of V/Nb ratio (i.e. 60-80 μm for x=1 and 20-40 μm for x=3.5).
(1. School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China; 2. Department of Powder
Particle Ti Al V Nb Y O
A 14.20 57.74 1.56 1.18 25.32 0
B 8.05 8.20 1.35 0.44 38.20 43.76
C 47.12 35.85 11.74 5.29 0 0
D 45.23 45.97 4.56 4.06 0.18 0
Table 1: Composition of Zn-4wt.%Al alloy In contrast to the traditional Ti-Al alloys, no columnar grains
are observed in the Ti-45Al-9(V, Nb, Y) alloys. Instead γ (dark phase) and β (grey phase) phases co-exist along the colony boundaries (Fig.1), and the volume fraction of β phase increases with the increase of x. XRD patterns of
Ti-45Al-9(V, Nb,Y) alloys are shown in Fig.2, which conirms that the alloys primarily consist of the γ phase in addition to a small amount of β and α2 phases. Further, the intensity of diffraction peaks of β phase increases with the ratio of V/Nb. This is attributed to the increased volume fraction of β phase, which is consistent with SEM observations (see also Fig. 1)
low temperature) phase, and particle D is determined as single γ phase.
Figure 3 shows the lamellar structure of g and α2 in Ti-45Al-9(V, Nb, Y) alloys with x=1.5. It can also be seen that some precipitates appear within the lamellar structure. These precipitates distributing on the γ/γ interfaces are identiied as β(B2) phase with bcc structure (a≈0.316 nm), which is shown in Fig. 3(b). The orientation relationship between β and g phase has been identiied as: {110}β //{111}γ and <111>β //<110>γ[7].
It is well known that V and Nb are β stabilizer, and the solidiication of TiAl alloy will shift from α-solidiication to
(a) and (b) x=1
(c) x=1.5
(d) x=2
(e) x=3.5
Fig. 1 SEM Microstructures of Ti-45Al-9(V, Nb, Y) alloys with different x=V/Nb
Fig. 2: XRD patterns of Ti-45Al-9(V, Nb, Y) alloys with different x=V/Nb
EDS analytical data taken from different phases in Fig. 1(a) and (b) are summarized in Table 1. It can be seen that the bright particle A is dominated with elements Y and Al (with the ratio of nearly 2:1), with trace elements of Ti and V. This inding agrees with previously identiied YAl2 phase
[6]
. Particle B can be qualiied as Y2O3 due to the high concentration of Y and O detected. However, the volume fractions of YAl2 and Y2O3 are so low in those alloys that they cannot be detected by XRD. The grey phase (particle C) with an average composition of 11.74V(at.%) is regarded as β (at high temperature) or B2 (at
Fig. 3: Lamellar structure of Ti-45Al-9(V, Nb, Y) alloys with
x=1.5: TEM image of γ, α2 and β precipitates (a), the
diffraction pattern of β precipitates (b) and γ phase (c)
(a) (b)
(c)
(a) (b) (c)
According to the phase diagram presented by Takeyama , the equilibrium solidification route of Ti-45Al-5V alloy is: L→β→α+β→α→α+β→α+β+γ→β+γ with the equilibrium
phase of β+g upon the completion of solidiication. However, Ti-45Al-9(V, Nb, Y) alloys exhibit the evidence of the following solidification and transformation path: L→L+β→
β→β+α→α→α+γ→α+γ+β→α+α2+γ+β→lamellar (α2/γ)+γ+β. The β phase is stabilized by V and Nb addition, especially V. Upon cooling, β→α transformation is incomplete due to β
stabilizing effect and high cooling rate. The lamellar structure forms from high temperature α phase. In the mean time, β+γ structure is formed as γ phase precipitates from high temperature β or α phase [11]
. Therefore, the resultant microstructures in Ti-45Al-9(V, Nb, Y) alloys are characterized by the nearly lamellar colonies surrounded by β and γ phase. In addition, the
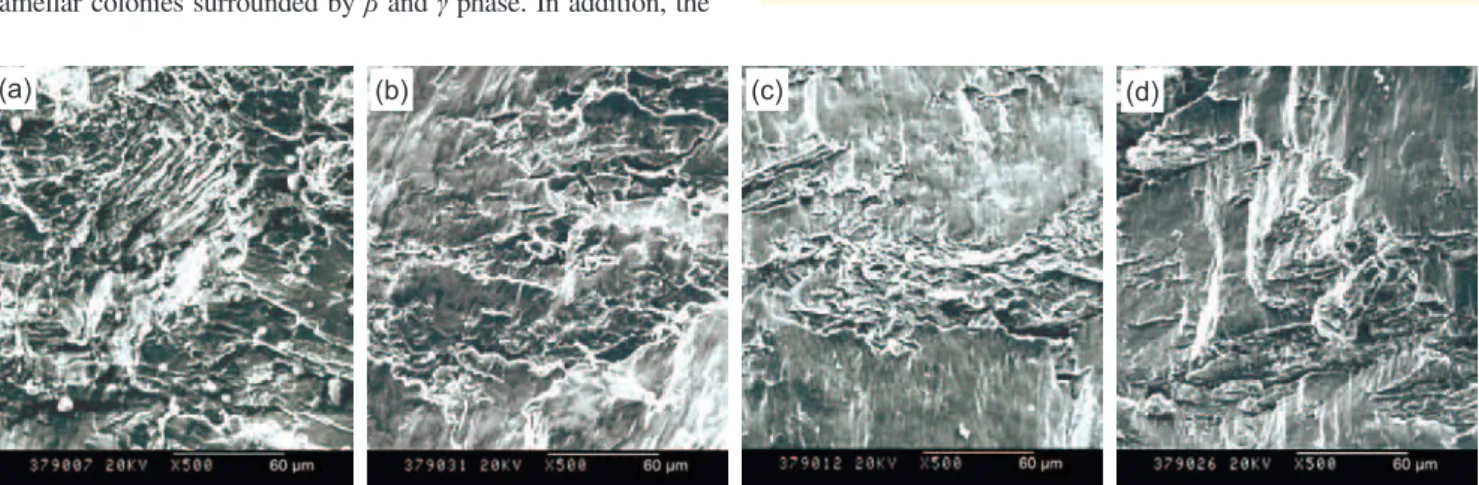
9(V, Nb, Y) alloys exceed 600 MPa. The yield strengths of Ti-45Al-9(V, Nb,Y) alloys increase with x from 602 MPa for x=1 to 687 MPa for x=3.5. Such dependency of strength on V/Nb is attributed to the decreased colony size with the increase of x (see Fig. 1). Figure 4 shows the fractographs of Ti-45Al-9(V, Nb,Y) alloys following compressive failure. It can be seen that trans-lamellar fracture dominates all samples. No dimples are observed, which indicate the crack propagate parallel or perpendicular to the lamellar interfaces
In the lamellar-structured TiAl alloys, micro-cracks
x=V/Nb (atomic ratio) x=1 x=1.5 x=2 x=3.5
Yield strength (MPa) 602 630 645 687 Table 2: The yield strengths of Ti-45Al-9(V, Nb, Y)
alloys with different of x=V/Nb
Fig. 4: Fracture morphology of Ti-45Al-9(V, Nb, Y) alloys with different x=V/Nb: x=1 (a), x=1.5 (b), x=2 (c) and x=3.5 (d)
generally initiate at g/α2 or g/g interfaces and propagate in parallel along or perpendicular to the interfaces. Cracking along the interfaces can be potentially catastrophic because the cracks can propagate quickly throughout the whole lamellar colony once they are initiated. The situation is worse in the alloy with large lamellar colonies. The critical crack length can be estimated using the equation [12]:
Where K1cis fracture toughness, s is fracture stress and
a is a half of critical crack length. For TiAl alloys with a K1c of about 20 MPa•m
1/2
at a stress level of 602 and 687 MPa, the critical crack length are about 702 and 540 μm, respectively. Moreover, it is difficult for cracks to cross the lamellar colony boundaries since they will be deflected due to the misorientation of neighbouring colonies. It can then be concluded that Ti-45Al-9(V, Nb, Y) alloys with a ine colony size can limit the fast growth and spread of cracks.
2.3 Hot deformation behaviors
Figure 5(a) shows the true stress-strain curves of Ti-45Al-9(V, Nb, Y) alloys with various x deformed at 1,200 ℃ with a strain rate of 0.01 s-1. It can be seen that the true stress and strain curve of Ti-45Al-9(V, Nb, Y) alloy (x=1) exhibits a continuous flow softening behavior, suggesting the instabilities like low localization or crack occurring. Surface cracking (i.e. a strong indication of poor hot deformability) was also found in Ti-45Al-9(V, Nb, Y) alloys with x=1 after compression test (as illustrated in Fig. 5(b)). When x is greater than 1, the true stress and strain curves of Ti-45Al-9(V, Nb,Y) alloys show an early work hardening and subsequently gradual softening. Finally, a steady low stress vs. strain was observed, indicting that a balance between work-hardening and strain softening was achieved during hot deformation. In addition, no clear cracking was observed in Ti-45Al-9(V, Nb,Y) alloys with x > 1.
(a) (b) (c) (d)
As mentioned previously, the volume fraction of β (B2) phase increases with the increase of the value of V/Nb in the Ti-45Al-9(V, Nb, Y) alloys. According to Takamaya [11], the B2→β transformation occurs above 1,100℃ and β phase with a bcc structure offers more slip planes compared to hexagonal α2 phase and tetragonal g phase. These slip systems will be activated at high temperature, making β phase better deformability compared to g and α2 phase. Thus, the existence of β phase can enhance the deformability of Ti-45Al-9(V, Nb, Y) alloys at high temperature. As a result, the deformability of Ti-45Al-9(V, Nb, Y) alloys is monotonically improved with the volume fraction of β phase, and Ti-45Al-9(V, Nb, Y) alloy with x=3.5 exhibit the best deformability (Fig. 5).
2.4 Oxidation
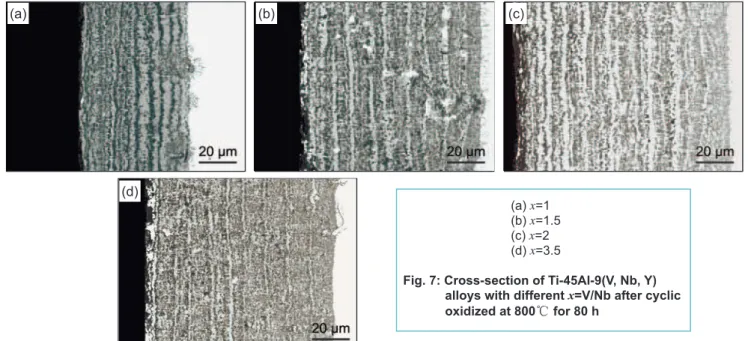
Figures 6 and 7 show, respectively, the oxidation kinetic curves and oxidation scale of Ti-45Al-9(V, Nb, Y) alloys at 800℃. The oxidation kinetic curves exhibit a parabolic increase of mass gain vs. time, and the overall mass gain and the scale thickness for Ti-45Al-9(V, Nb, Y) alloys upon cyclic oxidation of 80 h exposure time increase with the increase of V/Nb. When x=1, the mass gain and the thickness of oxidation scale of Ti-45Al-9(V, Nb, Y) alloys are 5.5 mg/cm2 and 50 μm,
Fig. 5: True stress-strain curves of Ti-45Al-9(V, Nb, Y) alloys with different V/Nb obtained at 1,200 ℃ and a strain rate of 0.01s-1
with deformation of 60% (a) and macrophotographs of the deformed samples (b)
respectively. With the value of x=V/Nb increasing to 3.5, the mass gain and thickness of oxidation scale of Ti-45Al-9(V, Nb, Y) alloys are 40 mg/cm2 and 250 μm, respectively, which are about 7 and 5 times higher than that of the Ti-45Al-9(V, Nb, Y) alloys when x=1. In addition, the dark strip oxidation scale becomes more distinctive as V/Nb decreases, and a dense and consecutive strip structure can be clearly observed in the oxide scale of Ti-45Al-9(V, Nb, Y) alloys with x=1. EDS analysis reveals that the dark layer (Fig. 7a) are rich in Al and
Fig. 6: Effect of V/Nb on oxidation kinetics of Ti-45Al-9(V, Nb, Y) alloys at 800℃ under cyclic oxidation
(a) x=1
(b) x=1.5
(c) x=2
(d) x=3.5
Fig. 7: Cross-section of Ti-45Al-9(V, Nb, Y) alloys with different x=V/Nb after cyclic
oxidized at 800℃ for 80 h
(a) (b) (c)
(d)
The project is supported by the State Key Lab of Advanced Metals and Materials China.
References
[1] Yamaguchi M, Inui H, Ito K. High-temperature structural intermetallics. Acta Materialia. 2000, 48: 307-322.
[2] Kim Y W. Ordered intermetallic alloys, Part III: Gamma Titanium Aluminides. JOM, 1994(7): 30-39.
[3] Kim Y W. Intermetallic alloys based on gamma titanium Aluminide. JOM, 1989(7): 24-30.
[4] Kim Y W, Dimiduk D M. Progress in the understanding of gamma titanium aluminides. JOM, 1991(8): 40-47.
[5] Kim Y W, Dimiduk D M, Woodward C. Development of beta-γTiAl alloys: opening robust processing and greater application potential for TiAl-base alloys. In: Proc. The 11th World Conference on Titanium (Ti-2007), Kyoto, Japan: The Japan Institute of Metals, 2007.
[6] Chen Y Y, Li B H, Kong F T. Microstructural refinement and mechanical properties of Y-bearing TiAl alloys. Journal of Alloys and Compounds, 2008, 457: 265-269
[7] Inkson B J, Clemens H, Marien J. γ + α2 +B2 Lamellar Domains
in Rolled TiAl. Scripta Materialia, 1998, 38: 1377–1382.
[8] Jin Y G, Wang J N and Wang Y. Microstructure reinement of cast TiAl alloys by β solidiication. Scripta Materialia, 2004, 51: 113-117.
[9] Xu X J, Lin J P, Wang Y, et.al. Microstructure and tensile properties of as-cast Ti–45Al–(8–9)Nb–(W, B, Y) alloy. Journal of Alloys and Compounds, 2006, 414:131-136.
[10] Mao Y, Hagiwara M. Tensile properties and creep behavior of compositional modiied orthorhombic Ti2AlNb alloys. Materials Science Forum, 2007, 539-543:1549-1552.
[11] Takeyama M, Kobayashi S. Physical metallurgy for wrought gamma titanium aluminides microstructure control through phase transformation. Intermetallics, 2005, 13: 993–999. [12] Ha K F. Base of Fracture Physics. Beijing: Science Press, 1999. [13] Peng Chaoqing, Huang Boyun, et al. Oxidation resistance and its
improvement of the TiAl based alloys. Rare Metal Materials and Engineering,1999, 28(2): 93-96. (in Chinese)
[14] Lu X, He X B, Zhang B, et al. High-temperature oxidation behavior of TiAl-based alloys fabricated by spark plasma sintering. Journal of Alloys and Compounds, 2009, 478: 220-225.
[15] Yoshihara M, Kim Y W. Oxidation behavior of gamma alloys designed for high temperature applications. Intermetallics, 2005,13: 952-958.
[16] Jiang H, Hirohasi M, Lu Y, et al. Effect of Nb on the high temperature oxidation of Ti-(0-50 at.%)Al. Scripta Materialia, 2002, 46: 639-643.
[17] Mungole M N, Balasubramaniam R, Ghosh A. Oxidation behavior of titanium aluminides of high niobium content. Intermetallics, 2000, 8: 717-720.
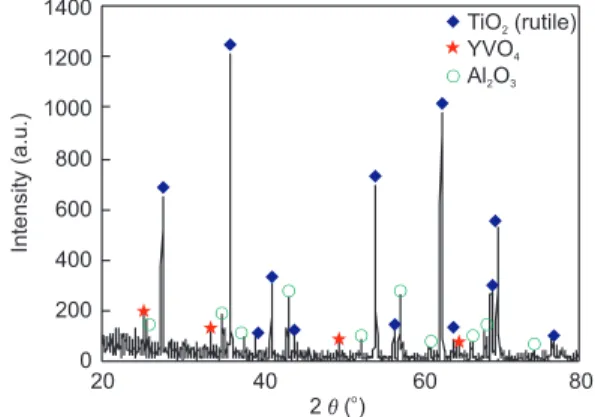
Fig. 8: XRD pattern of Ti-45Al-9(V,Nb,Y) alloys with
x=1 at 800℃ for 80 h
The poor oxidation resistance of TiAl alloys above 800℃ is due to the absence of long-lasting and dense protective alumina scales [13, 14]. One effective measure to improve the oxidation resistance of TiAl alloy is to add alloy elements to promote the formation of dense and consecutive alumina scales. For Ti-45Al-9(V, Nb, Y) alloys with different x=V/Nb, several Al2O3 layers form and become denser with the decrease of x during cyclic oxidation. Finally, several dense and consecutive Al2O3 layers form in the oxidation scale of Ti-45Al-9(V,Nb,Y) alloy with x=1. Al2O3 layers can impede the diffusion of Ti
4+ and
O2-, ameliorate the oxidation resistance and slow down the oxidation. Furthermore, in TiAl alloy, Nb5+ can replace Ti4+ in the TiO2, leading to a decrease in oxygen vacancies. This reduces the diffusion of oxygen and growth rate of TiO2 phase
[15,16] and
improves oxidation resistance of Ti-45Al-9(V, Nb, Y) alloys. In addition, Nb can lower the solubility of oxygen in TiAl alloy [17], which restrains the internal oxidation of Ti-45Al-9(V, Nb, Y) alloys. Y addition is beneicial for oxidation resistance of Ti-45Al-9(V, Nb, Y) alloys due to the formation of YVO4, which can reduce the amount of V2O5 volatilizing. Therefore, the oxidation resistance of Ti-45Al-9(V, Nb, Y) alloys is gradually improved with the decrease of x=V/Nb.