Operating characteristics of turbine mixers based on the analysis of power demand of the mixer’s drive
Texto
Imagem
![Table 1. Operating parameters of a mixer MTP-500 with the tested rotor units [3]](https://thumb-eu.123doks.com/thumbv2/123dok_br/18321211.349806/2.954.100.428.430.647/table-operating-parameters-mixer-mtp-tested-rotor-units.webp)
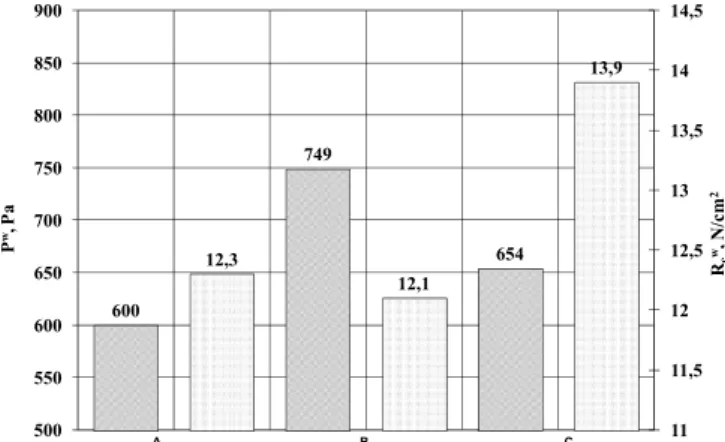
![Fig 2. Power consumption by a mixer drive A, in a turbine mixer [3]](https://thumb-eu.123doks.com/thumbv2/123dok_br/18321211.349806/3.954.201.777.169.463/fig-power-consumption-mixer-drive-turbine-mixer.webp)
Documentos relacionados
O ponto cinco do documento, sobre Museu e Gestão, ganhou um carácter mais de acção política ao recomendar a promoção de meio de comunicação mais activos com os sectores do poder
A proposta do Sistema Integrado de apoio ao Planeamento de Encomendas Internas teve como base a criação de mecanismos para a automatização do processo atual, avaliação
This log must identify the roles of any sub-investigator and the person(s) who will be delegated other study- related tasks; such as CRF/EDC entry. Any changes to
The probability of attending school four our group of interest in this region increased by 6.5 percentage points after the expansion of the Bolsa Família program in 2007 and
Na hepatite B, as enzimas hepáticas têm valores menores tanto para quem toma quanto para os que não tomam café comparados ao vírus C, porém os dados foram estatisticamente
Processo Seletivo VR Graduação (Obtenção de Novo Título) 2018.1 Edital 102/2017 Identificador Data de Publicação 16/11/2017 Abertura Tipo Página 4/19 2.3.3 As
Each of these sections focus the following aspects: the relativistic addition and its properties, the generalised translation operator and the associated convolution op- erator,
Ousasse apontar algumas hipóteses para a solução desse problema público a partir do exposto dos autores usados como base para fundamentação teórica, da análise dos dados
