Le deuxième chapitre présente une étude expérimentale de l'usinage d'un alliage Ti555-3 en le comparant à l'alliage Ti-6Al-4V. Le premier traite de l’influence de l’usinage assisté par laser (LUA) sur la découpe des alliages de titane.
ETUDE BIBLIOGRAPHIQUE
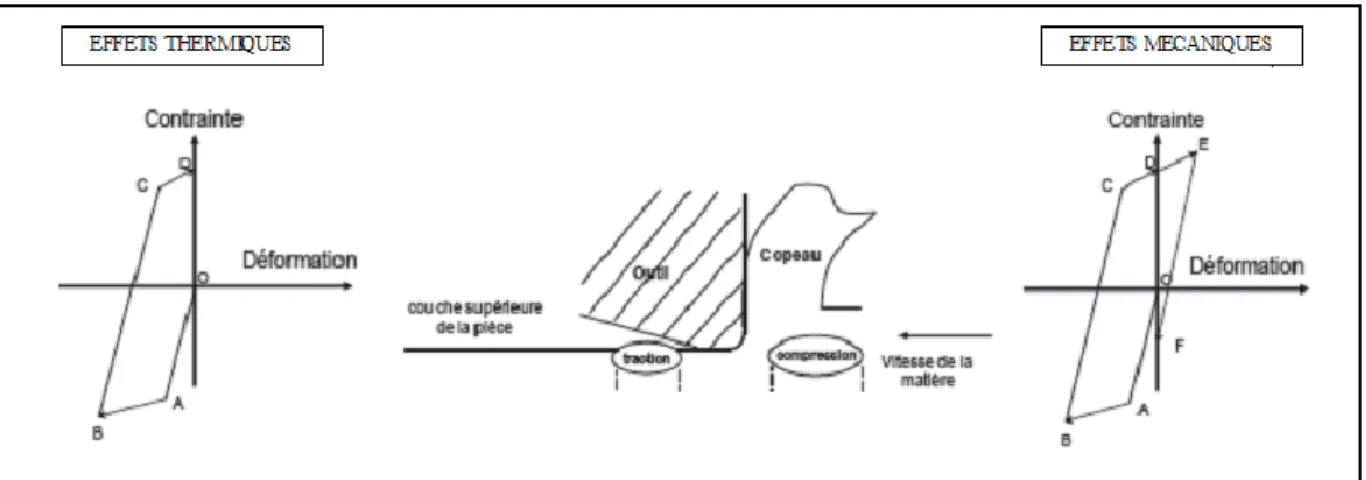
Au début du traitement de la pièce, le matériau arrive à la surface de coupe. Cependant, augmenter la vitesse de coupe ou l’avance réduit cet effet.
Génération de surfaces en usinage
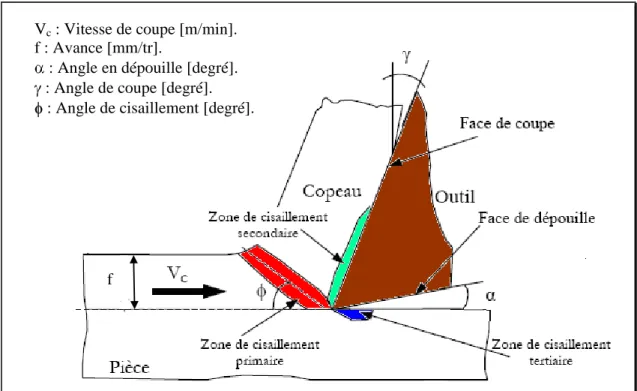
Ces configurations sont brièvement décrites dans les paragraphes suivants et seront utilisées dans la suite de l’étude. a) Coupe rectangulaire. Le tournage paraxial a plus de paramètres, ce qui rend la compréhension des phénomènes plus difficile par rapport à la coupe orthogonale.
Formation du cop eau à l’éch elle mésoscopique
La deuxième zone est la zone de coupe secondaire ZII, qui correspond à la zone de frottement du copeau sur la face coupante de l'outil. La chaleur ainsi produite est répartie entre le copeau, l'outil et la pièce.
Usinabilité
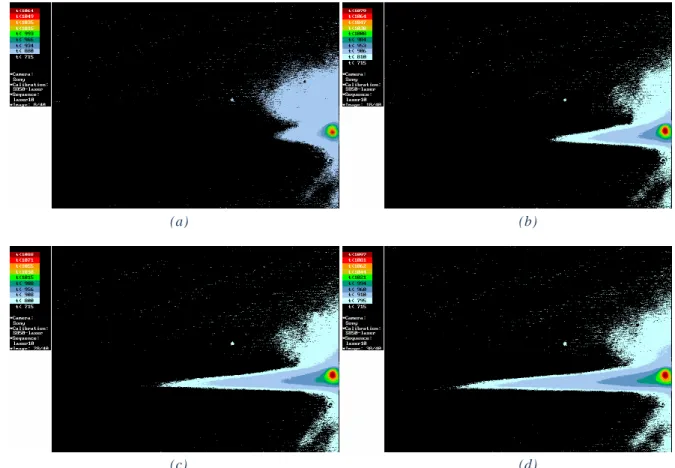
58 Figure II-19 : Cartes thermiques de la zone de découpe en fonction de la vitesse de découpe. Cette diminution de l’efficacité de l’assistance laser avec l’augmentation de la vitesse de coupe peut être facilement expliquée.

U SINAGE ET INTEGRITE DE SURFACE
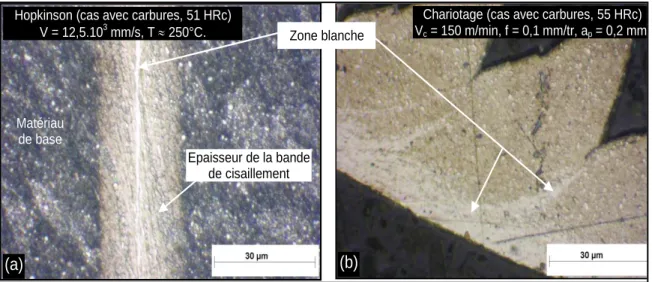
Couches blanches
Plusieurs auteurs se sont intéressés aux effets des paramètres de coupe sur la morphologie des couches blanches [Chou 1999] [Barbacki 2003] [Ramesh 2005] [Habak 2006]. Habak *Habak 2006+ montre que la dureté n'est pas le seul facteur dans l'apparition des couches blanches.
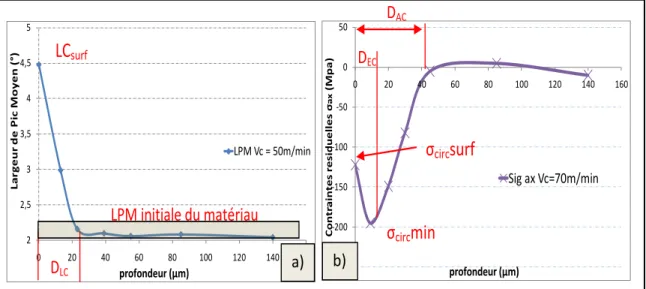
Contraintes résiduelles
De cette modélisation, il déduit un effet de la vitesse de coupe sur la valeur surfacique des contraintes résiduelles et suggère que l'avance a une plus grande influence sur la profondeur affectée. Shridhar 2003+ qui a étudié l'effet des paramètres de coupe en fraisage sur la répartition des contraintes résiduelles dans un alliage de titane IMI -834.
Mesures th ermiques en usinage
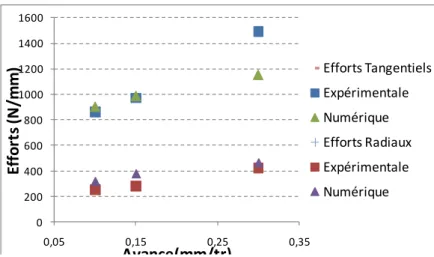
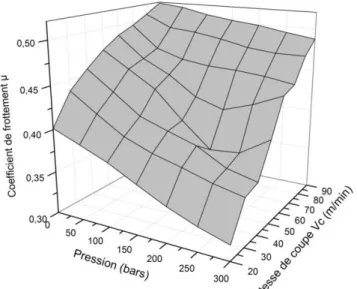
115 Figure III-29 : Evolution des efforts numériques et expérimentaux en fonction de la vitesse de coupe. La figure IV-48 montre l'évolution du coefficient de frottement en fonction de la vitesse de coupe et.
![Figure I-10: représentation des flux thermiques dans la zone de coupe [Battaglia 2002]](https://thumb-eu.123doks.com/thumbv2/1bibliocom/462955.68828/34.893.272.623.455.699/figure-représentation-flux-thermiques-zone-coupe-battaglia-2002.webp)
U SINAGES AVANCES
Assistance magnétique
Le principe de l'usinage par assistance magnétique est d'usiner une pièce dans un champ magnétique généré par une ou plusieurs sources de courant ou par des corps magnétiques (Figure I-13). El Mansori et al. ont étudié son influence sur l'acier C50 et ont montré une réduction de l'usure des outils, qui dans certains cas peut être réduite de moitié *Mansori 2004].
Assistance ultrasono re
Ainsi, les auteurs ont observé que les forces de coupe étaient plus de deux fois plus élevées lors d’un usinage à 10 000 tr/min sans ultrasons que lors d’un usinage à 500 tr/min avec vibration ultrasonique. L'observation des surfaces usinées met en évidence une combustion importante du bois usiné à 10 000 tr/min sans ultrasons, tout en étant compatible avec les ultrasons et la rotation à 500 tr/min.
Assistance cryogénique
Venugopal [Venugopal 2007] étudie l'influence de la cryogénie sur l'usure des outils lors de l'usinage du Ti-6Al-4V. Il conclut que l’usinage cryogénique améliore considérablement la durée de vie des outils en carbure non revêtus.
Usinage assisté laser (UAL)
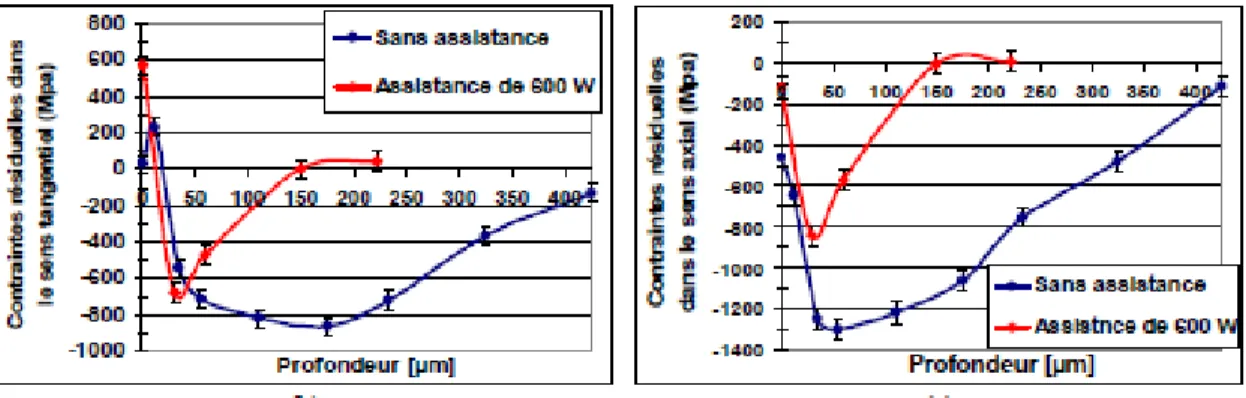
Ils montrent que l'utilisation du laser permet une réduction des efforts de coupe de 30 à 50 % et une augmentation de la durée de vie des outils de 20 à 30 %. L'effet de l'assistance laser sur la qualité de surface et l'intégrité de la sous-couche est étudié par rapport à rugosité, microdureté, microstructures et contraintes résiduelles.
Usinage assisté jet d’eau haute pression (HP)
Habak *Habak 2006 b+ a étudié les effets de la haute pression du jet d'eau dirigé à l'interface outil/copeau sur la contrainte résiduelle et la forme des copeaux lors du tournage d'un acier inoxydable austénitique 316L. La simulation a montré une réduction de la température, de la force de coupe et des contraintes résiduelles grâce à l'assistance au jet d'eau.
![Figure I-20: influence de la pression sur la Température et les efforts de coupe [Kaminski 2000]](https://thumb-eu.123doks.com/thumbv2/1bibliocom/462955.68828/46.893.108.792.661.965/figure-influence-pression-température-efforts-coupe-kaminski-2000.webp)
Conclusion
De plus, le point chaud se déplace le long de la pente à mesure que l’alimentation augmente. 131 Figure IV-6 : Effet de la vitesse de rotation et de la puissance du laser sur la température.
ETUDE EXPERIMEN TALE DE LA COUPE
I NTRODUCTION
Une étude sur l'évolution de la force de cisaillement en fonction de la pression a été réalisée dans l'alliage de titane Ti555-3. Il a notamment été montré que ce coefficient dépendait de la vitesse de glissement entre le copeau et la face coupante de l'outil [Zemzemi 2007].
M ATERIAUX USINANTS ET USINES
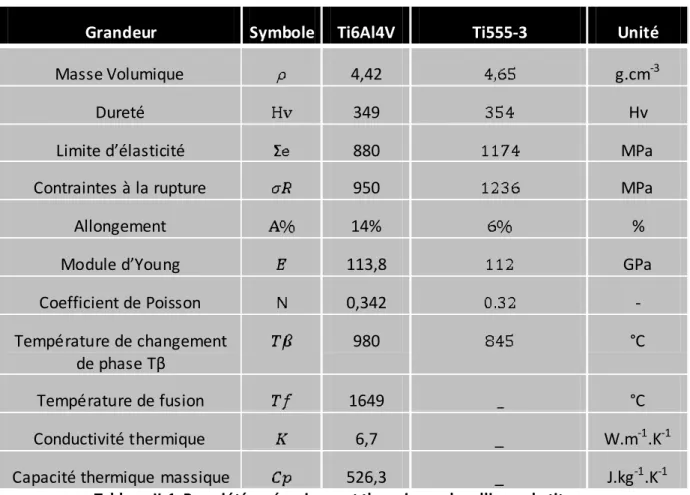
Alliages de titan e étudiés – g éométrie des lopins
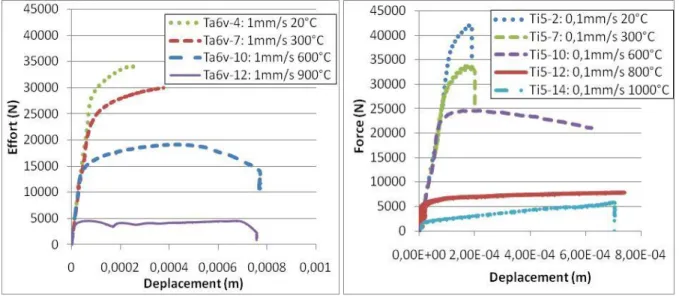
Leur géométrie et les deux alliages de titane utilisés sont présentés dans les deux sections suivantes. a) Matériaux. L'alliage de titane Ti-6Al-4V est un alliage biphasé (α+β) à microstructure équiaxe ; la phase β à structure cubique centrée se retrouve parmi la majorité des grains α à structure hexagonale compacte (Figure II-2b). Figure II-2 : Microstructure de a) Ti555-3 et b) Ti6Al4V.
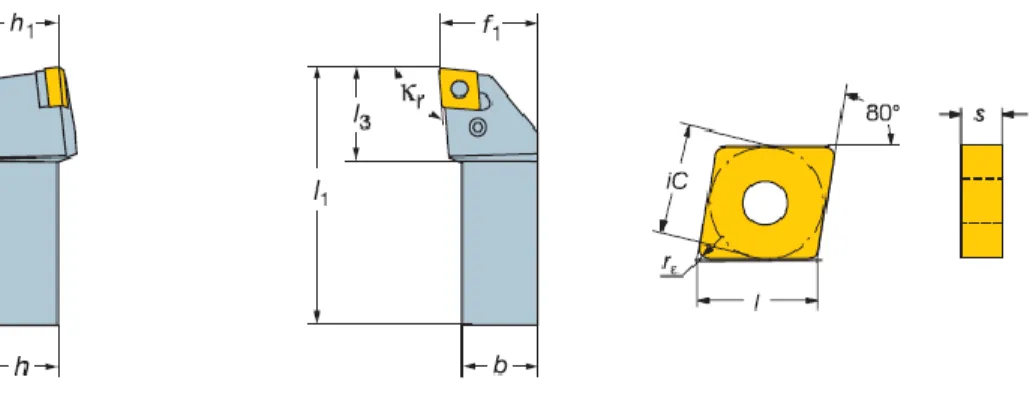
Outils de coupes
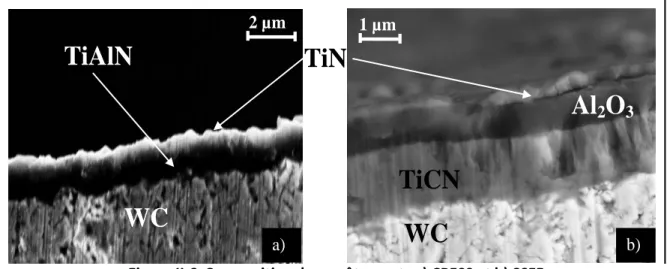
Celui-ci présente de bonnes caractéristiques tribologiques pour réduire la friction à l'interface puce/outil afin de minimiser la force de coupe et les effets thermiques. Nous pouvons voir que le rayon de coupe Rβ augmente considérablement avec le dépôt du revêtement.
M OYENS D ’ INSTRUMENTATION ET D ’ ANALYSE
- Mesure des efforts de coupe
- Mesure des températures par caméras CCD-PIR
- Mesure du flux transmis dans l’outil
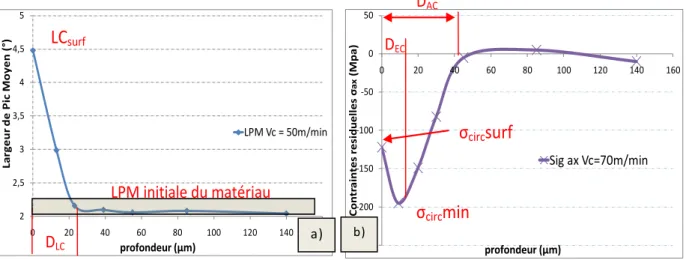
- Analyse des contraintes résiduelles
L'influence de l'avance et de la profondeur de coupe a également été étudiée sur l'alliage de titane Ti555-3. La figure ci-dessous (Figure IV-36) montre l'évolution de la pression de cisaillement spécifique en fonction du taux de cisaillement pour différentes configurations.
Couple Outil Matière
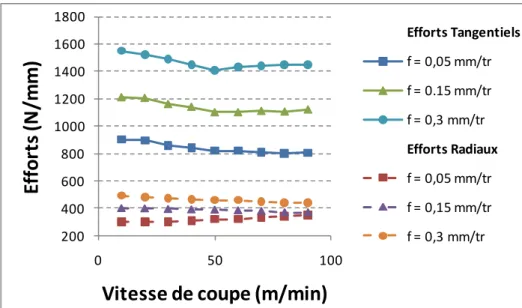
La Figure II-13 et la Figure I-14 montrent respectivement l'influence de la vitesse de coupe et celle de l'avance sur les forces tangentielles et les forces radiales. Les forces tangentielles augmentent fortement et presque linéairement avec l'avance, quelle que soit la vitesse de coupe.
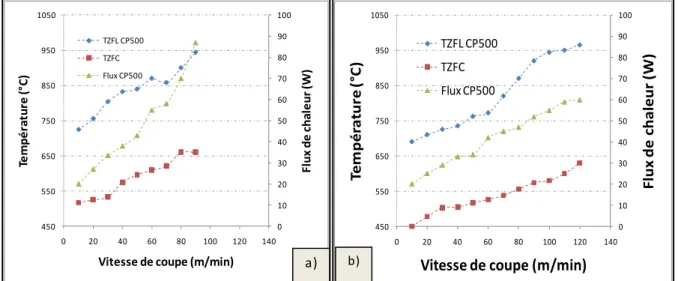
Temp éra tures de coupe
Habak que notre point chaud se situe au niveau de la surface de coupe, dans la zone de friction entre le copeau et l'outil (zone II). On constate que la température mesurée sur la surface de coupe est toujours inférieure à la température de la zone ZII.
Morphologies des copeaux
L'analyse de nos essais expérimentaux montre que la présence de ces bandes blanches augmente avec l'augmentation des paramètres de coupe et surtout avec l'augmentation de la vitesse de coupe. L'hétérogénéité de la répartition des contraintes mécaniques au sein de la zone de déformation intense (zone de cisaillement primaire) est un phénomène connu.

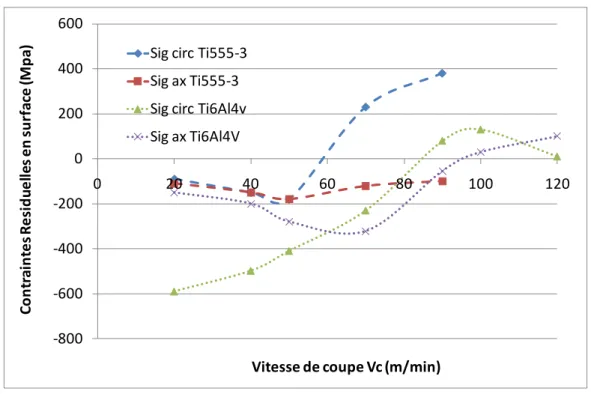
Contraintes résiduelles
Les deux modèles proposés fournissent donc un lien entre les effets de l'écrouissage, de la vitesse de déformation et de la température. Mais cette réduction est plus ou moins importante selon la profondeur de coupe et l'avance.
S YNTHESE
COMPREHENSION DES MECANISMES DE FORMATION DU COPEAU
C ARACTERISATION DU CISAILLEMENT RENCONTRE DANS LA ZONE DE FORMATION DU COPEAU
Type de sollicita tions rencontrées en usinage
Avec la géométrie actuelle, la vitesse de déformation obtenue dans la zone de cisaillement est environ dix fois supérieure à la vitesse d'écrasement de l'échantillon. Par exemple, pour un taux de compression d'échantillon de 1 m/s, la vitesse de déformation sera d'environ 104 s-1.
Essais en cisaillemen t extrême
Cette variation de température peut paraître anecdotique car elle ne se situe pas dans la zone utile de l'éprouvette. Lors du test, le mouvement des mâchoires peut être mesuré de deux manières différentes en fonction de la vitesse de chargement.
Résulta ts des essais en cisaillemen t
L'augmentation de la température affecte l'augmentation de la largeur de la zone de déformation. La courbe résultante représente un pic (ou un dôme) au niveau de la zone déformée.
I DENTIFICATION DE LA LOI DE COMPORTEMENT DES DEUX ALLIAGES DE TITANE
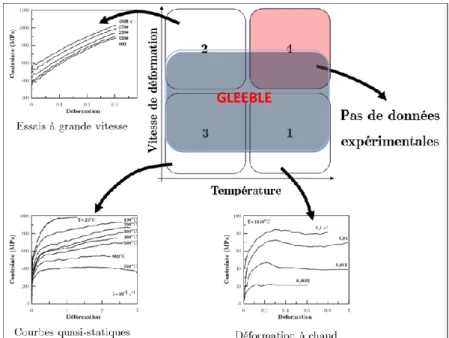
Lois de comportement u tilisés en dynamique à chaud
98 Cette loi est présentée comme un modèle empirique en régime permanent où la limite d'élasticité ς dépend uniquement de la vitesse de déformation et de la température T. Johnson et Cook [Johnson 1983] ont développé une loi constitutive pour prendre en compte les effets de l'écrouissage, de la déformation prendre le taux et la température pour les contraintes dynamiques.
Identification de la loi de comportement (Johnson Cook)
Cette observation indique que le terme température de la loi de Johnson-Cook ne représente pas adéquatement le comportement du matériau en température. Farhat Zemzemi [ZemZemi 2007] et Anis Hor [Hor 2010] font le même constat dans leurs thèses lorsqu'ils identifient la loi de Johnson-Cook.
Conclusion sur l’iden tification de la loi de comportement
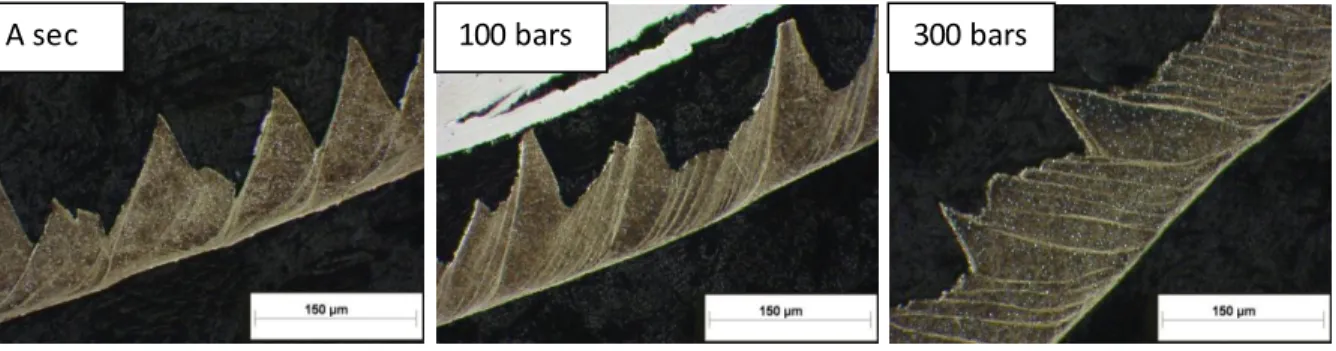
Ces premiers tests permettent de montrer l'influence de la pression sur la fragmentation des copeaux (Figure IV-33). Cette figure montre une diminution de la longueur de contact avec l'augmentation de la vitesse de coupe et de la pression du jet d'eau.
C OMPREHENSION DES PHENOMENES RENCONTRES EN USINAGE
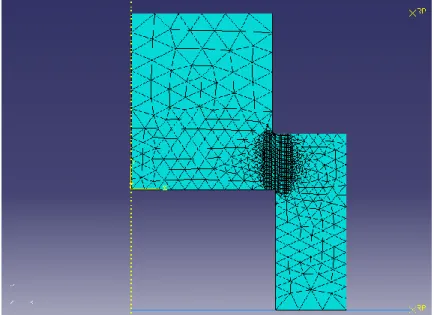
Modélisation mise en pla ce
Cette loi est un modèle cumulatif de la variable d'endommagement (D), fonction de l'incrément de la déformation plastique équivalente cumulée et de la déformation plastique équivalente à la rupture. Les paramètres matériaux (D1, D2, D3, D4, D5) de la loi de dommage de Johnson et Cook, comme pour la loi de comportement, peuvent être identifiés à partir d'essais expérimentaux et numériques détaillés dans [Johnson 1985].

Validation de la simulation
Influence d es paramètres de coupe su r la formation du copeau
L'augmentation de la température dans le copeau est la conséquence directe du travail plastique effectué dans la zone de cisaillement primaire et du frottement entre le copeau et l'outil. Pendant l’intervention chirurgicale, on observe une augmentation de l’angle de la bande de cisaillement avec le temps.
C ONCLUSION
INFLUENCE DES ASSISTANCES SUR L’USINABILITE
Les premiers résultats montrent que l'influence de la pression sur les contraintes résiduelles est significative. 162 directions, tend sensiblement plus dans le sens de la compression avec l'augmentation de la pression du jet auxiliaire.
U SINAGE A SSISTE L ASER (UAL)
Moyens expérimentaux
Cette tête de focalisation laser peut se déplacer selon cinq degrés de liberté (trois traductions et deux rotations), permettant au faisceau laser de suivre les mouvements de l'outil de découpe. La commande numérique a également été adaptée pour contrôler simultanément la position et la vitesse des sept axes (2 axes pour l'outil de coupe + 5 axes pour le faisceau laser).
Effet du chauffage laser
La figure IV-7 montre que les contraintes résiduelles de surface tendent vers la tension avec l'augmentation de la puissance laser. La puissance du laser provoque une augmentation de la température de la pièce, quelle que soit la vitesse de déplacement du laser.
Influence du laser su r l’usinabilité
L'influence de la pression auxiliaire sur la pression de coupe tangentielle spécifique et la pression de coupe radiale spécifique ne sont pas identiques. La durée de vie de l'outil est considérablement augmentée en fonction de la pression du jet.
U SINAGE ASSISTE JET D ’ EAU H AUTE P RESSION (HP)
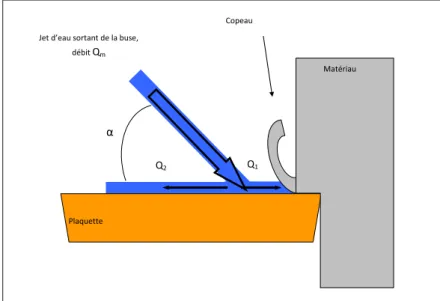
Modélisation analytique de l ‘action du jet d’eau HP
Le débit Q1 peut être défini simplement en fonction du débit du flux d'eau sortant de la buse Qm. )) cos(. Le débit d’eau est continu avec une pression d’alimentation et un débit constants (ou presque constants).
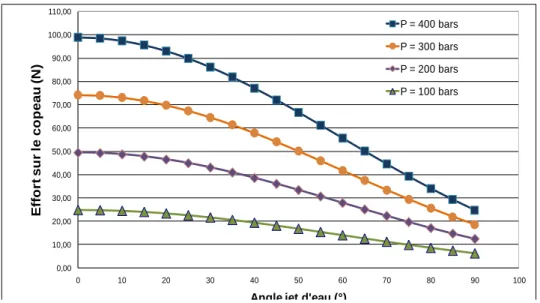
Influence d es paramètres du jet d’eau sur l’effo rt de fragmentation
Les paramètres qui influencent l'effort sont donc l'angle d'inclinaison du jet d'eau, la pression (ou débit) et le diamètre de la buse. 150 Ce phénomène est visible en traçant l'évolution de la force exercée sur le copeau en fonction du diamètre de la buse pour une pression donnée (Figure IV-29).
Etude du point d’impact du jet su r la plaquette
Pour le point d'impact n°3, le ciblage des copeaux a donné le résultat le plus décevant : l'insert s'est cassé après seulement deux passages et le copeau ne s'est pas fragmenté. Malgré la forte dispersion du jet qui semble « noyer » la partie active de l'outil lorsque la haute pression est activée (Figure IV-32), ces essais ont montré l'importance du point d'impact du jet d'eau pour obtenir une bonne résultats. fragmentation et bonne protection de l'outil de coupe.
Etude expérimentale de l’assistance jet d’eau haute pression
Des essais au jet d'eau à haute pression ont montré que ces zones se réduisent en fonction de la pression auxiliaire, mais uniquement pour la zone de cisaillement secondaire (Figure IV-35). A travers cette étude nous constatons qu'à l'extrême surface nous pouvons observer une diminution de la tension superficielle en fonction de la pression du jet d'eau.
Discussion
Cependant, comme dans toutes les observations expérimentales précédentes, cette influence de la pression du jet diminue avec l'augmentation de la vitesse de coupe. 166 Figure IV-49 : Evolution de la longueur de contact Lc en fonction de la pression et de la vitesse.
C ONCLUSION
CONCLUSION GENERALE
L'étude de la morphologie de la puce a été réalisée pour montrer l'influence de l'assistance laser sur sa forme générale. Ce gain provient d'une réduction du taux d'usure de l'outil grâce à un refroidissement plus efficace de la zone de coupe.
BIBLIOGRAPHIE
Modélisation générique de la force de coupe et surveillance de l'usinage CAO/FAO. Simulation physique des procédés de fabrication : Caractérisation de la rhéologie et des endommagements lors des procédés de forgeage et d'usinage.
ANNEXES
![Figure I-2: Les différentes échelles d'étude du procédé de coupe [Chérif 2003].](https://thumb-eu.123doks.com/thumbv2/1bibliocom/462955.68828/22.893.121.775.515.977/figure-2-échelles-étude-procédé-coupe-chérif-2003.webp)