A vegyipar ezeket a szerves vegyületeket (pl. polietilén) szintetikusan, nagy sebességgel, például polimerizációs láncreakcióval állítja elő az elképzelhető legegyszerűbb monomerből, polietilén esetében etilénből évi 107 t nagyságrendben. A németek "rugalmas hordozót" használtak a tanktornyokon és a V2-es rakétavezérléseken, amelyek kezdetlegesek voltak a mai hordozókhoz képest. Munkám során többféle szubsztrátummal dolgoztam, de kutatásaim tárgya elsősorban a rézréteg és az azt fedő poliimid szubsztrátum volt.
Ezen keresztül feltárjuk a vezetőréteg azon felületeit, amelyekhez bizonyos technológiával (pl. termoszonikus kötés, forrasztás) komponenseket csatlakoztatunk. Felszívódva az anyag felmelegedhet, megolvadhat, elpárologhat, plazmát képezhet, vagy akár valamilyen robbanást (ablációt) okozhat. A módszer azonban nem terjedt el a magas ablációs küszöbök és az ablált anyag felületre történő visszarakódása miatt.
Előfordulhat azonban, hogy az anyag egymás után két vagy több fotont nyel el, ami Tomokazu Masubuchi és mtsai [34] szerint már ezen a hullámhosszon is fotokémiai bomláshoz vezethet.
Térbeli alkatrészelrendezés
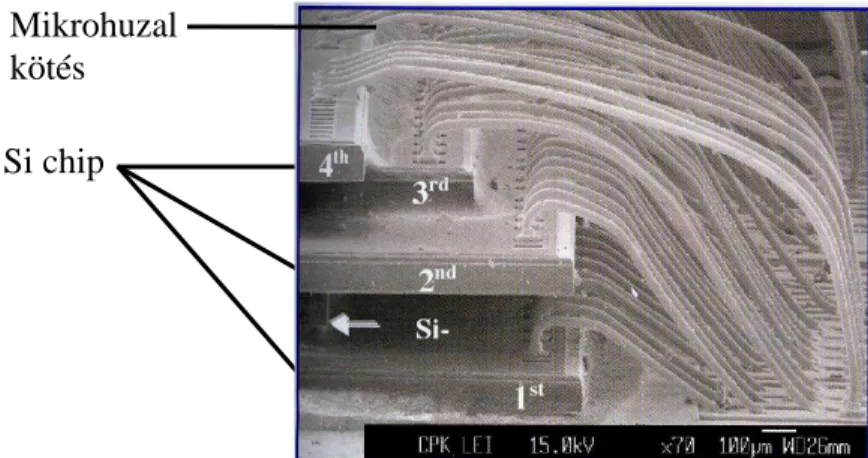
Kezdetben Tamura et al. [51] a csatolt fototermikus problémát, majd az energiaelnyelési problémát vékonyréteg-szerkezeten Grigoropoulos et al. [52] értékelve. Az egymáshoz ragasztott szilícium alapú integrált áramkörök végleges formájuk elérése után elválaszthatatlan egységet alkotnak. Ebben az esetben a tokozás speciális kialakítást igényel, mivel az egymásra rakhatóság fő feltétele átlagos eseteknél nem teljesül, mivel általában nincs érintkezési felület a tokozás tetején.
Más típusú háromdimenziós tervezésre irányuló kezdeményezések az STMicroelectronics Baraton [62] és a ZyCube Yoshiko [63] publikációi alapján indultak el, de nemzetközi szinten Chandler és munkatársai 2006-ban publikáltak először a háromdimenziós tervezésről, de még mindig csak a háromdimenziós tervezéssel. merev hordozó megoldás. Őket 2006-ban követte a belga IMEC cég, ahol már vékony, nagy sugarú hajlítási hordozón microviakkal oldották meg a bekötéseket. Vardaman [65] szerint a TSV az egyetlen út a további jelentős miniatürizáláshoz, de két akadályra is rámutat: a 3D TSV integrált áramkörök ára még mindig túl magas a lehetséges előnyökhöz képest, illetve a tervezőszoftver még nem kifinomult. elég megbízható, gyors munkához.
Ebben az esetben a fővezetékek (tápfeszültség, földvezeték és nagysebességű jelek) nagy integráltságú és durva rácstávolságú vivőre cserélhetők. A függőleges irány előnyeinek kihasználása érdekében az integrált áramkörök a merev hordozókon keresztül egymásra kerülnek. a) technológia felülről b) keresztmetszeti nézet 3.16. Bár a bemutatott térbeli elrendezések mind alkalmasak az integrált áramkörök sűrűségének növelésére per felület, minden technológia esetén problémák merülnek fel.
Ide tartozik az összeszerelés utáni szétszerelés lehetetlensége, az üzem közben keletkező hő eltávolítása vagy a bonyolult háromdimenziós tervezési programok hiánya. A kutatók, mint például Clyde és munkatársai [68], régóta foglalkoznak azzal, hogyan lehet elkerülni az anyag gyűrődését a poliimid-ragasztó-réz hordozórendszerek összetett anyagokkal történő hajlítása során. Ez a tervezési megközelítés nagyon fontos a dinamikus alkalmazásokhoz, például a nyomtatófej rögzítéséhez használt rugalmas hordozók esetében, de olyan alkalmazásoknál is, ahol a hordozó csak statikus igénybevételt szenved, például kamerákban és kamerákban, ahol már nem alakítjuk a hajtáson túl. .
Mechanikai vizsgálati módszerek bemutatása A Szakítószilárdág mérése
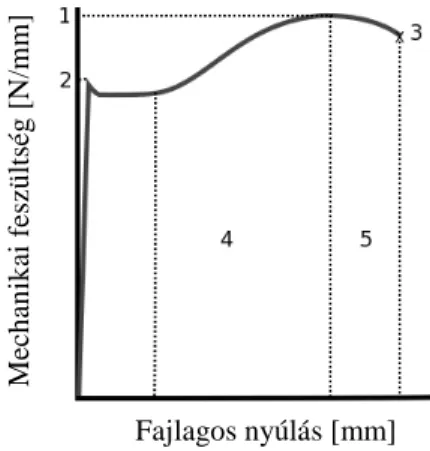
Ezt a határt nem mindig lehet pontosan meghatározni, ezért egyes anyagoknál az a feszültség számít folyáshatárnak, amelynél a maradandó alakváltozás már 0,2%. Az ismétlődő terhelések az anyag törését okozhatják akkor is, ha maximális értéke nem éri el a folyáshatárt. Mivel a terhelés idővel változhat, a feszültségek és végső feszültségértékeik együttesen határozzák meg az anyag törését.
Ezenkívül a nagy igénybevételű hajlítási egyenletek akkor használhatók, ha az „R” hajlítási sugár kisebb, mint az anyag vastagságának 10-szerese.
Poliimid hordozó lézeres mikromegmunkálásának szimulációja
Szimulációs eredmények
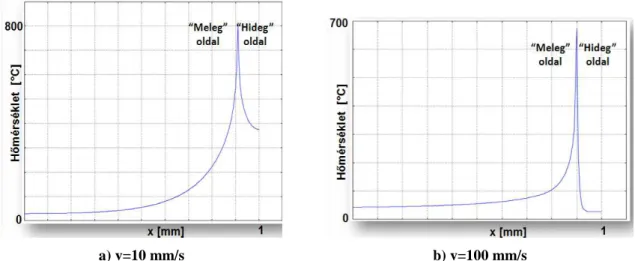
A grafikonról az is elmondható, hogy az abszorpció exponenciális jelleget mutat, 40 µm behatolási mélységig a felületre eső energia mindössze 10%-a éri el. Felületi hőmérséklet-eloszlás szimulációt is végeztem különböző lézeres letapogatási sebességekre, az alábbiakban a 10mm/s és 100mm/s sebességértékekkel tesztelt eredményeket közöljük. A környezeti hőmérséklet mindkét esetben 25 °C volt. Alacsonyabb sebességnél a szimuláció maximális hőmérséklete 800 °C, míg a 4.6/b ábra szerinti nagyobb sebességnél a maximális hőmérséklet 700 °C volt. °C.
Szimulációmban megfigyelhető a felületen a szélszórás mértéke is, amely kisebb sebesség esetén a hosszabb szélhatás hatására jobban terjedhet. Mivel a lézeres anyageltávolítás során a lézersugárnak többször át kell haladnia egy adott felületen, fontos az anyag hőmérsékletének megfigyelése az anyag ismételt pásztázása során, ami csökkenti a tapasztalt hőmérsékletet. Ezzel biztosíthattam, hogy a hordozó különböző ideig legyen kitéve hőhatásnak, és maga a lézersugár is a megfelelő ciklusidővel pásztázva legyen.
Lassú haladásnál (10 mm/s) lehetőség van a poliimid felmelegítésére a lézersugár áthaladása előtt, ilyenkor a "hideg oldal" tapasztalható. előforralás, majd a lézersugár áthaladása után a "forró" oldalon a szobahőmérsékletre történő visszahűtés folyamata. a) v=10 mm/s b) v=100 mm/s. Ha az anyagnak elegendő időt adunk a lehűlésre, akkor visszatérhet a kezdeti hőmérsékletre, miközben nagyobb pásztázási sebességnél (100 mm/s) a kezdeti hőmérsékletnél (50 °C) nagyobb érték marad, átmeneti hatás érvényesül. A felülről és a vonal mentén történő hőmérséklet-eloszlások mellett fontosnak tartottam, hogy képet kapjak a lézersugár behatolásának és terjedésének jellemzőiről.
Mivel a szimulációs program keretében lehetőség van háromdimenziós fényképezésre, ott informatív és érezhető eredményt kaptam. Megfigyelhető a lézersugár behatolása, felületi terjedése és progressziója is. a) Részletes hőmérsékleti vonal kép b) Hőmérséklet eloszlás a felületeken 4.8. Bár ez a képalkotó módszer nem ad valódi kvantitatív értékeket, alkalmas poliimid alapú hajlékony áramkörhordozók dielektromos rétegének mikromegmunkálására UV Nd:YAG lézerrel 355 nm-en.
A szimuláció ellen ı rzéséhez megfelel ı lézerforrás kiválasztása
Az iparban a CO2 és Nd:YAG lézereket elsősorban lézeres anyagfeldolgozásra használják optimális teljesítmény-ár arányuk miatt. Az Nd:YAG lézer 1064 nm-es sugara a közeli infravörös spektrumba esik, ami körülbelül tízszerese a CO2 lézerének (10 600 nm). A 10 600 nm-es hullámhosszon számos anyag jó abszorpciós tulajdonságokkal rendelkezik, köztük a különféle kőanyagok, kerámiák, üvegek, a már említett plexi, textíliák, poliimidek, víz, így az emberi szövetek is.
A CO2 lézerek jellemzően folyamatos üzemmódban működnek, és átlagos teljesítményük sokkal nagyobb, mint az Nd:YAG lézerek, amelyek leggyakrabban impulzus üzemmódban működnek. A CO2 lézerek teljesítményét általában wattban adják meg, kimenő teljesítményük megegyezik a folyamatos üzemmód miatti átlagos teljesítményükkel és ez 100 milliwatttól 100 kilowattig terjedhet. Ha ez az átlagteljesítmény elég nagy, akkor elég a sugár kis részét elnyelni, például hővé alakítani és a megmunkálandó fém felületén egy kis területet megolvasztani.
3%-hoz képest, így a hirtelen megnövekedett "teljesítménykihasználás" következtében a sugár a másodperc töredéke alatt felborítja a fémet és egy kis lyuk keletkezik olvadt falú. Az Nd:YAG lézereknél az előállított impulzusok hosszát és a bennük átvitt energiát, valamint az impulzusok ismétlési gyakoriságát jelzik. Nem hagyhatjuk figyelmen kívül azonban azt a tényt sem, hogy az ipari Nd:YAG lézerek csak 10 kHz-es nagyságrendű ismétlési frekvenciára képesek, ami átlagos teljesítményüket 100-500 W tartományban korlátozza.
Az 1064 nm-es alapharmonikus hullámhossz 532 nm, 355 nm és 266 nm hullámhosszúságú lézersugárrá alakítható 2-3-4-gyel megszorozva (energiaveszteséggel). Az abszorpciós spektrumok összehasonlításakor részletesen kitérek a sugárzási konverzió fontosságára, de általánosságban elmondható, hogy az UV tartományban a legtöbb anyag jobb elnyelőnek tekinthető, mint 1064 nm-es hullámhosszon.
![4.9. ábra Különböz ı hullámhosszúságú lézersugarak hatása poliimid fólián [80]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2498395.294500/45.892.149.763.159.296/ábra-különböz-ı-hullámhosszúságú-lézersugarak-hatása-poliimid-fólián.webp)
A szimuláció kísérleti ellen ı rzése
A nagy sebesség és a közeli UV hullámhossz-tartományban tapasztalható megfigyelési nehézségek miatt a keresztmetszeti mintavételezést választottam. Számításait 248, 308 és 351 nm hullámhosszú lézerforrásokra végezte, és minden alkalommal ugyanarra az értékre jutott. Yung és munkatársai [86] újabb kísérleteikben inkább analitikusan, mint kísérleti úton próbálták meghatározni a 355 nm-es lézersugár ablációját Upilex® filmen.
Ez a hiba kiküszöbölhető a szimulátor program kiterjesztésével a lézersugár intenzitáseloszlásának figyelembevételével, de ezek nem jelentősek, és az értékek elegendő információt adnak a kivágás tervezhetőségéről. Kutatási eredményeim azt mutatják, hogy a számítógépes modell alkalmas poliimid alapú rugalmas áramkörhordozók dielektromos rétegének mikromegmunkálásának szimulálására 355 nm hullámhosszú, UV Nd:YAG lézerrel.
Lézeres mikromegmunkálás alkalmazása térbeli alakzatok kialakításához
- Térbeli alkatrész-elrendezés
- Hajlítási vágatok módszere
- Kis sugarú hajlítás technikája
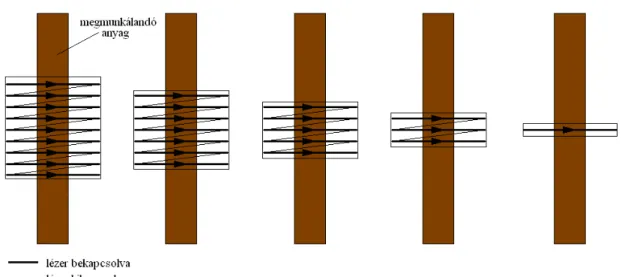
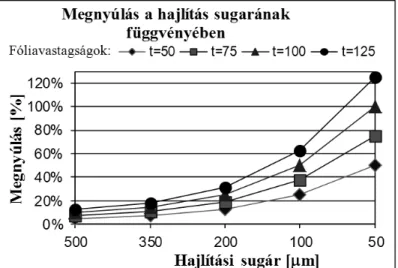
Ezután a következő réteget kissé kisebb szélességben eltávolítjuk, és így tovább, amíg el nem éri a kívánt mélységet. 4.2. A lézersugár átmérője és az 1. pontban tárgyalt tükörnyaláb-eltérítési technika jellemzői miatt a felületi letapogatáshoz használt rácstávolságot, azaz a sugárút távolságát párhuzamos pásztázásnál 12 µm-re állítottuk. Ha nem távolítunk el elegendő anyagot, és a vágás nem elég mély, a rézfólia hajlítás közben jobban megnyúlik, növelve a szakadás lehetőségét.
Ezzel a többlépcsős szelektív anyageltávolítási eljárással a hordozó egy előre meghatározott vonal mentén és szögben hajlítható. Ezzel a módszerrel egy nagyon kis hajlítási sugárral (kb. 50 µm) 180°-ban hajlított elrendezést készítettem, melynek keresztmetszete az 1. ábrán látható. 5.5. Mérési eredményekkel sikerült bizonyítanom, hogy egy poliimid-réz rendszerű flexibilis áramköri hordozó esetében több egymás mellett elhelyezett azonos "V" alakú bevágás eredményeként a szakirodalomban megtalálható biztonságos hajlítási sugár 1/7-e. elérhető.
Statikus és dinamikus hajlítás matematikai leírása és szimulációja
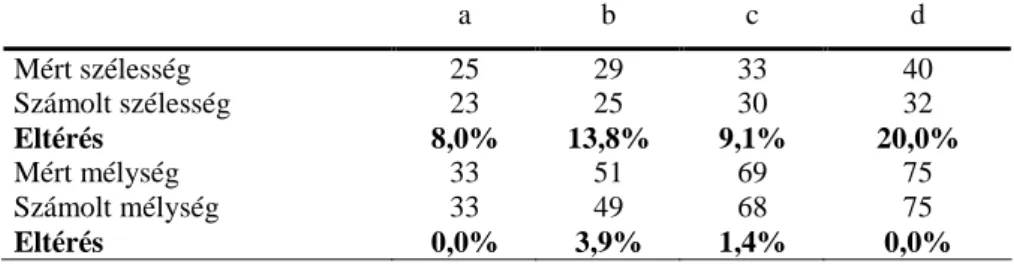
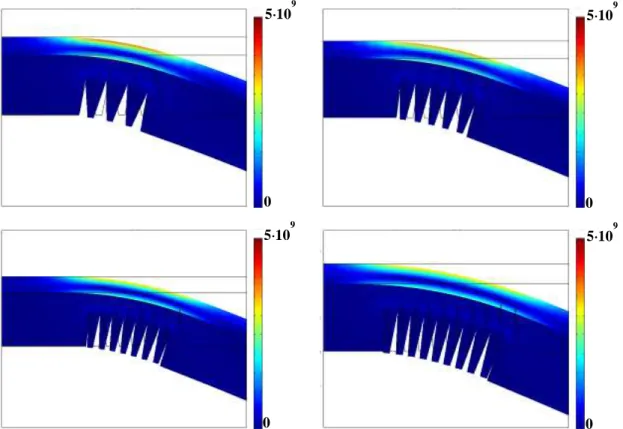
A szimuláció során megfigyelhető, hogy az egyre kevésbé, de több vágás hatására szélesebb ívben meghajló réz kisebb mechanikai igénybevételnek van kitéve. A bevágások közötti távolság további növelésével a feszültség további javulását érhetnénk el, de ez a hajlítási sugár növekedéséhez vezetne. Látható tehát, hogy 10 µm-es bevágástávolság mellett 9 és maximum 5 V alakú bevágás lehetséges 20 µm-es osztásközzel.
A maximális igénybevételt piros szín jelzi, amely egyszerű, nyírás nélküli hajlítás során jelentkezik a tartón lévő poliimid-réz kötésben (6.3/a ábra).
Réz
Poliimid
- Dinamikus mechanikai igénybevétel, kísérletek
- Szakítószilárdság mérése
- Elkészült prototípus és termikus szimulációja
- Új tudományos eredmények
- Az eredmények hasznosítása – további kutatási feladatok
- Irodalomjegyzék
A bevágások számának növelése mellett a lézer felbontása miatti minimális távolság (10 µm) beépítésével további feszültségcsökkentést értünk el (6.3/d ábra). Optikai vizsgálat után, különböző minták összehasonlításával megállapítottam, hogy a vezetőréteg törése egy kezeletlen hordozó esetén véletlenszerű helyen kezdődik, majd a lefutás is véletlenszerű (6.7/a ábra). Felülnézetük réz oldalról a 6.7/b ábrán látható. a) poliimid rovátkák nélkül b) poliimid bevágásokkal 6.7 ábra Repedésképződés dinamikus kifáradási teszt során.
Berényi R., Illyefalvi-Vitéz Zs.: 3D Flexible Package Formation using Laser Micromachining, PERIODICA POLYTECHNICA-ELECTRICAL ENGINEERING 52:(1) pp. Berényi R.: Mechanical Study of a Micro-Machined Flexible Substrate, JOURNAL OF THEORETICAL AND APPLIED MECHANICS 39: pp. Berényi R.: Mechanische simulatie van een flexibel pakket, 31e International Spring Seminar on Electronics Technology, International Spring Seminar on Electronics Technology 2008.
Berényi R., Juhász Gábor, Illyefalvi-Vitéz Zsolt: Mechanikai szerkezetek lézeres gyártása flexibilis szubsztrátumokban az élettartam meghosszabbítására, Elektronikus rendszerintegrációs technológiai konferencia, 2006, Drezda, Németország, 05-07, szept. Balogh B., Gordon P., Berényi R. , Illyefalvi-Vitéz Zs.: Mintázott rézréteg hatása szelektív polimer eltávolításra 355 nm-es lézerrel. Berényi R., Balogh B., Gordon P., Illyefalvi-Vitéz Zs.: Lézerrel segített 3D hajlítási technológia vizsgálata nagy sűrűségű flexibilis áramkörökhöz.
Balogh B., Gordon P., Berényi R., Zsolt Illyefalvi-Vitez: Laser-polymer interaction research for controllable window opening. Illyefalvi-Vitez Zs., Berényi R, Gordon P., Pinkola J., Ruszinko R.: laser processing of polymer layers of laminated and flexible substrates. Gordon P., Berényi R.: Laser processing of flexible substrates, 25th International Spring Seminar on Electronics Technology, Prague, Czech Republic, 11-14 May 2002, (IEEE) pp.:246-249.
Illyefalvi-Vitéz Zs., Gordon P., Pinkola J., Berényi R., Balogh B.: Application of Laser Processing for Fabrication of High Density Interconnections. Berényi R., Deak J.: Low-cost fabrication of flexible double-sided polyimide substrates using unique laser deposition and ablation technologies.
Rövidítések jegyzéke
Köszönetnyilvánítás
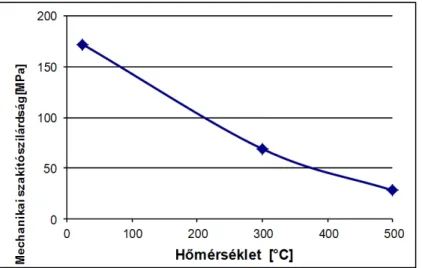
![3.6. ábra Poliimid h ı mérsékletfügg ı rugalmassága [7]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2498395.294500/11.892.263.680.116.397/ábra-poliimid-h-ı-mérsékletfügg-ı-rugalmassága.webp)
![2. Táblázat Poliimidek f ı bb villamos és mechanikus jellemz ı i [9]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2498395.294500/11.892.141.788.535.1134/táblázat-poliimidek-ı-bb-villamos-mechanikus-jellemz-ı.webp)
![3. Táblázat Polimerek technológiai csoportosítása [2]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2498395.294500/13.892.135.812.129.433/táblázat-polimerek-technológiai-csoportosítása.webp)
![3.9. ábra Hajlékony hordozóra szerelt integrált áramkörök [67]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2498395.294500/15.892.151.740.420.687/ábra-hajlékony-hordozóra-szerelt-integrált-áramkörök.webp)
![3.13. ábra Poliimid átereszt ı képességének jellege a hullámhossz függvényében [49]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2498395.294500/24.892.148.790.386.733/ábra-poliimid-átereszt-ı-képességének-jellege-hullámhossz-függvényében.webp)
![3.21. ábra A szakítógép elvi keresztmetszete [70]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2498395.294500/32.892.304.624.514.895/ábra-szakítógép-elvi-keresztmetszete.webp)
