Departamento de Engenharia Química
Programa de Pós-graduação em Engenharia Química
DISSERTAÇÃO DE MESTRADO
Desidratação de polpas de frutas pelo método foam-mat
Suziani Cristina de Medeiros Dantas
Orientadora: Profa. Dra. Maria de Fátima Dantas de Medeiros Co-orientadora: Profa. Dra.Roberta Targino Pinto Correia
Suziani Cristina de Medeiros Dantas
Desidratação de polpas de frutas pelo método foam-mat
Dissertação apresentada ao Programa de Pós-graduação em Engenharia Química da Universidade Federal do Rio Grande do Norte, como parte dos requisitos necessários para obtenção do grau de Mestre em Engenharia Química, sob orientação da Profa. Dra. Maria de Fátima Dantas de Medeiros e co-orientação da Profa. Dra. Roberta Targino Pinto Correia.
Química. Área de concentração: Engenharia de Processos. Natal/RN, Brasil.
Orientadora: Profª Drª Maria de Fátima Dantas de Medeiros (DEQ – UFRN). Co-orientadora: Profª Drª Roberta Targino Pinto Correia (DEQ – UFRN).
This study aimed to investigate the foam mat drying process of pineapple and mango pulp, as well as to evaluate the final product quality. Initially, the selection of fruit and additives was conducted based on density and stability determinations of mango, seriguela, umbu and pineapple foams. After selecting pineapple and mango for further studies, the fruit pulps and fruit foams were characterized in regard to their physicochemical composition. The temperature (60oC or 70oC) and the foam thickness (4 and 11 mm) were evaluated in accordance to the obtained drying curves and after model adjustment. Mango and pineapple powders obtained at the best process conditions were characterized in regard to their physicochemical composition, solubility, reconstitution time. Yoghurts were prepared with the addition of pineapple and mango powders and they were evaluated for their sensory acceptance. Results show that the best drying rates were achieved by using 70o C and layers 4mm thick for both fruits. The Page model successfully fitted the drying experimental data and it can be used as a predictive model. Pineapple and mango powders showed acid pH, high soluble solids content, low water activity (approx. 0.25), lipids between 1.46% and 2.03%, protein around 2.00%, and ascorbic acid content of 17,73 mg/100g and 14.32 mg/100g, for mango and pineapple, respectively. It was observed higher ascorbic acid retention for pineapple and mango powders processed at 70o C, which would be explained by the lower drying time applied. The fruit powders exhibited high solubility and fast reconstitution in water. The sensory acceptance indexes for yoghurts with the addition of both fruit powders were higher than 70%, which reflect the satisfactory product acceptance.
A Deus pela saúde, pelo amparo e vontade de vencer.
A minha família (pais, irmãos e esposo) pela confiança, apoio e pela compreensão nos momentos de ausências.
As professoras Maria de Fátima e Roberta Targino, que com tantos afazeres dispuseram um pouco do seu tempo e paciência a orientação deste trabalho, passando-me os seus
conhecimentos e experiências.
As amigas Andréa Karla e Ana Paula, que foram as primeiras a me incentivarem a fazer esta escolha.
A Thayse Nayanne, Michelle Dantas, Elisa Antas e Adja pelas horas dedicadas a realização desta pesquisa.
As amizades fortalecidas e as novas amizades (Josilma, Francisco Escolástico, Bruno, Igor, Ana Karla, Marcionilla, Priscilla Diniz, Paulyanna, Fátima, Milena, Rayssa,...). Aos professores Elisa e Edson por cederem gentilmente seus laboratórios e equipamentos
para a realização deste trabalho.
As profªs Marcia Pedrini e Margarida pela colaboração.
Ao Prof. Emerson, Laboratório de nutrição animal, e ao técnico Luiz pelas análises realizadas.
A indústria Marvi pela doação dos aditivos usados na pesquisa. A Laticínios Chaparral pelo iogurte doados.
A CAPES pela concessão da bolsa de Mestrado. Ao PPGEQ e a UFRN pela oportunidade concedida.
Resumo Dedicatória Agradecimentos Sumário
Lista de Figuras Lista de Tabelas
1 - Introdução geral 2
1.1 - Considerações iniciais 2
1.2 – Objetivos 4
1.2.1 – Objetivo Geral 4
1.2.2 – Objetivos Específicos 4
2. Revisão Bibliografica 6
2.1. - Abacaxi (Ananas comosus L) 6
2.2 – Manga (Mangifera indica) 7
2.3 – Secagem 10
2.3.1 – Curvas de secagem 10
2.3.2 – Modelagem 12
2.3.3 – Secagem foam-mat 16
2.4 – Aditivos alimentares 19
2.4.1 – Emulsificantes 20
2.4.2 – Espessantes 20
2.4.3 – Estabilizantes 21
2.5 – Frutas em pó 21
3 – Metodologia 25
3.1 – Material 25
3.2 – Métodologia experimental 26
3.2.1 - Ensaios preliminares 26
3.2.1.1 – Formulações 26
3.2.1.2 – Preparo das espumas 27
3.2.1.3 – Determinação da densidade e do percentual de expansão das espumas 27
3.2.1.5 – Cinética de estabilidade das espumas 29
3.2.1.6 - Ensaios preliminares de secagem 30
3.2.2 – Obtenção de frutas em pó pelo processo foam-mat 30
3.2.2.1 – Secagem e obtenção do pó 32
3.2.2.2 – Estudo da Cinética de Secagem 33
3.2.2.2.1 – Modelagem 33
3.2.3 – Análises físico-químicas das polpas e dos pós 34
3.2.3.1 – pH 34
3.2.3.2 – Acidez Total Titulável (ATT) 34
3.2.3.3 – Sólidos Solúveis Totais (SST) 35
3.2.3.4 – Umidade 35
3.2.3.5. Atividade de água 36
3.2.3.6. Determinação das cinzas 36
3.2.3.7. Determinação do teor de gordura 36
3.2.3.8. Determinação do teor de proteína bruta 37
3.2.4. Avaliação dos pós de abacaxi e manga 37
3.2.4.1. Solubilidade 37
3.2.4.2 Tempo de Reconstituição 38
3.2.4.3–Impacto do processamento sobre o teor de ácido ascórbico 38 3.2.4.4 – Análise sensorial de iogurte com adição de pós de abacaxi e manga 39
4 – Resultados e discussões 42
4.1 – Ensaios Preliminares 42
4.1.1 – Ensaios preliminares de secagem 43
4.1.2 – Cinética de estabilidade 45
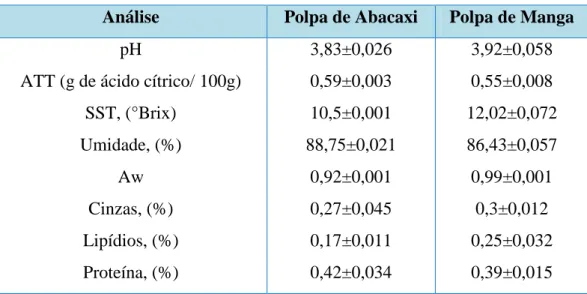
4.2 – Caracterização físico-química das polpas de abacaxi e manga 47
4.3 – Secagem 48
4.3.1 – Avaliação das curvas de secagem 49
4.3.1.1 – Modelagem matemática das curvas de secagem 53
4.4 – Avaliação dos pós de abacaxi e manga 60
4.4.1 – Avaliação físico-química 60
Figura 2.1 Abacaxi variedade Pérola 6
Figura 2.2 Manga Tommy 9
Figura 2.3 Curva típica de secagem - umidade em função do tempo. 11
Figura 2.4 Curva da taxa de secagem - taxa de secagem em função da umidade do material.
11
Figura 2.5 Secagem foam-mat 16
Figura 3.1 Aditivos utilizados na pesquisa. 25
Figura 3.2 Estabilidade da espuma 28
Figura 3.2 Fluxograma experimental da obtenção e avaliação de pós de fruta pelo processo foam-mat
31
Figura 3.4 Estufa de circulação de ar. 32
Figura 3.4 Rótulo do produto 33
Figura 3.7 Fluxograma de preparo dos iogurtes saborizados de abacaxi e manga. 39
Figura 3.8 Ficha de análise sensorial 40
Figura 4.1 Curvas de secagem da espuma de abacaxi e manga. Ensaios preliminares
44
Figura 4.2 Cinética de dissolução das espumas a temperatura ambiente e sob aquecimento nas temperaturas de 60°C e 70°C.
45
Figura 4.3 Espumas de abacaxi (A e C) e manga (B e D) antes e após secagem 49
Figura 4.4 Curva de secagem da espuma de abacaxi nas temperaturas de 60°C e 70°C e nas espessuras de 4 mm e 11 mm.
50
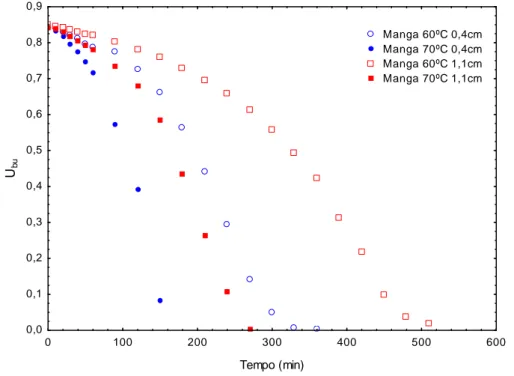
Figura 4.5 Curva de secagem da espuma de manga nas temperaturas de 60°C e 70°C e nas espessuras de 4 mm e 11 mm
50
Figura 4.6 Curva de taxa de secagem da espuma do abacaxi nas temperaturas de 60°C e 70°C com 4 mm e 11 mm de espessura.
52
Figura 4.7 Curva de taxa de secagem da espuma de mangaem função do tempo nas temperaturas de 60°C e 70°C com 4 mm e 11 mm de espessura.
Figura 4.8 Ajuste do modelo de Page aos dados de secagem da espuma de abacaxi
55
Figura 4.9 Ajuste do modelo de Henderson e Pabis aos dados de secagem da espuma de abacaxi
55
Figura 4.10 Ajuste do modelo de Page aos dados de secagem da espuma de manga
56
Figura 4.11 Ajuste do modelo de Henderson e Pabis aos dados de secagem da espuma de manga.
56
Figura 4.12 Relação valores preditos e resíduos do ajuste do modelo de Page para a espuma de abacaxi.
57
Figura 4.13 Relação valores preditos e resíduos do ajuste do modelo de Henderson e Pabis para a espuma de abacaxi.
58
Figura 4.14 Relação valores preditos e resíduos do ajuste do modelo de Page para a espuma de manga.
59
Figura 4.15 – Relação valores preditos e resíduos do ajuste do modelo de Henderson e Pabis para a espuma de manga
59
Figura 4.16 Níveis de ácido ascórbico na polpa, espuma e pós de abacaxi a 60°C (pó60) e 70°C (pó70)
63
Figura 4.17 Níveis de ácido ascórbico na polpa, espuma e pós de manga a 60°C (pó60) e 70°C (pó70)
64
Figura 4.18 Pós de abacaxi (A) e de manga (B) desidratados a 70°C 66
Figura 4.19 Produto reconstituído em água: (A) abacaxi e (B) manga. 67
Figura 4.20 Iogurtes adicionados de pós de frutas. (A) Iogurte com adição de pó de abacaxi. (B) Iogurte com adição de pó de manga.
Tabela 2.1 Composição físico-química do abacaxi variedade Pérola 7
Tabela 2.2 Composição físico-química da polpa de manga variedade Tommy Atkins
9
Tabela 3.1 Formulações testadas. 26
Tabela 3.2 Modelos matemáticos 34
Tabela 4.1 Densidade, expansão e estabilidade dasespumas de umbu, manga, seriguela e abacaxi
43
Tabela 4.2 Análises físico-química das polpas de abacaxi e manga. 47
Tabela 4.3 Parâmetros dos modelos matemáticos ajustados com respectivos coeficientes de determinação (R2) e erros médios relativos (E) para a espuma de abacaxi.
53
Tabela 4.4 Parâmetros dos modelos matemáticos ajustados com respectivos coeficientes de determinação (R2) e erro médio relativo (E) para a espuma de manga.
54
Tabela 4.5 Análises físico-químicas dos pós de abacaxi a 60°C e 70°C. 61
Tabela 4.6 Análises físico-químicas dos pós de manga a 60°C e 70°C. 62
Tabela 4.7 Tempo de reconstituição e solubilidade dos pós a temperatura ambiente (20°C).
66
Tabela 4.8 Escore médio e índice de aceitação sensorial dos grupos experimentais IAB (iogurte adicionado de pó de abacaxi) e IMA (iogurte adicionado de pó de manga).
Capítulo 1
2
1. Introdução Geral
1.1 - Considerações iniciais
O Brasil se destaca como um dos maiores produtores frutícolas mundiais. Por ser um país continental com diferentes tipos de clima, é capaz de produzir volumes consideráveis dos mais variados tipos de frutas, desde as de clima tropical até aquelas que necessitam de clima temperado para seu cultivo, como maçã, pêra, pêssego e uva. Ocupa o terceiro lugar na produção mundial da laranja, banana, coco, abacaxi, limão, caju, castanha-de-caju, e castanha-do-Pará (FAO, 2005). No entanto, do total de frutas produzido anualmente, estima-se que 14% (cerca de 5 milhões de toneladas) sejam constituídos por frutas tropicais com pouca exploração econômica, como é o caso do umbu, cajá, seriguela, cajá-manga, graviola, sapoti, mangaba, entre outras (FAO, 2005).
Existem indícios de crescimento nos mercados nacional e internacional de frutas tropicais, justificado não só por seus sabores e aromas característicos, mas também pelo conhecimento de que essas frutas teriam um importante papel na manutenção da saúde e prevenção de doenças (RUFINO et al., 2010; GURJÃO, 2006). No entanto, estimativas apontam para desperdícios na ordem de 50% da produção, devido a técnicas inadequadas de colheita, pós-colheita e a sazonalidade (CHITARRA e CHITARRA, 2005).
Algumas frutas produzidas na região Nordeste, como cajá, umbu, acerola, seriguela, pitanga, entre outras, apresentam alta acidez, são suculentas e possuem baixa razão polpa/caroço, fato que torna a fruta inadequada para a produção de passas. Apesar de serem utilizadas na produção de sucos concentrados e sorvetes, a principal forma de comercialização dessas frutas se dá na forma de polpas congeladas. Apesar de sua grande aceitação comercial, esta forma de processamento e conservação implica em elevados custos com armazenamento e transporte.
2006). Entre as técnicas empregadas podemos citar a liofilização, desidratação pelo processo foam-mat, encapsulação de sucos por co-cristalização com sacarose, secagem por atomização, secagem em leito fluidizado, dentre outros.
Cada técnica de secagem apresenta particularidades, vantagens e desvantagens, as quais precisam ser analisadas no momento de escolha do método a ser empregado. De acordo com Righeto (2003), a liofilização é um método com custo elevado e problemas de escalonamento, porém apropriado como alternativa para a desidratação de frutas e produtos sensíveis ao calor. O processo de atomização, por sua vez, é considerado viável para a produção de frutas em pó, já que os secadores operam com elevada taxa de produção de sólidos e mantém as características nutricionais do produto devido ao curto tempo de contato do material com o ar aquecido (ANSELMO et al., 2006). Para Astolfi-Filho et al. (2005), a técnica da co-cristalização baseia-se no princípio da microencapsulação e apresenta a vantagem de minimizar a degradação de vitaminas e a caramelização dos açúcares presentes nas frutas.
O processo foam-mat é um método de desidratação no qual alimentos líquidos e semilíquidos são transformados em uma espuma estável através da adição de agentes químicos com propriedades emulsificantes e espessantes (SOARES, 2001). Este processo opera em baixas temperaturas e, assim como a liofilização, é muito utilizado para secagem de alimentos sensíveis ao calor. É um processo com baixo custo de operação e utiliza menor tempo de secagem devido à elevada área de contato exposta ao ar aquecido, a qual facilita a retirada da umidade. O produto final desse tipo de processo apresenta-se poroso e facilmente reidratável.
4 obtido, bem como a avaliação sensorial de amostras de iogurte com adição de pós de abacaxi e manga.
1.2 - Objetivos
1.2.1 – Objetivo Geral
Estudar o processo de secagem das polpas de abacaxi e manga através do processo
foam-mat, avaliando a qualidade do produto final obtido.
1.2.2 – Objetivos Específicos
• Definir a formulação de frutas mais adequada para secagem;
• Determinar a temperatura mais adequada para o processo de secagem
foam-mat a ser utilizada para abacaxi e manga;
• Avaliar o tempo de secagem para a obtenção dos produtos finais em pó;
• Analisar e modelar os dados para predição da cinética de secagem;
• Avaliar a composição físico-química dos pós de abacaxi e manga e o impacto do processo sobre as perdas de vitamina C;
Capítulo 2
6
2. Revisão Bibliográfica
2.1. Abacaxi (Ananas comosus L)
O abacaxizeiro (Ananas comosus L) é uma planta monocotiledônea, pertencente à família Bromeliaceae, que pode atingir um metro de altura. Planta originária da América tropical e subtropical era encontrada no Brasil mesmo antes da chegada dos colonizadores, tendo sido cultivada pelos índios. O abacaxi é composto por 100 a 200 frutas simples, chamados de frutilhos, que se encontram organizados na forma de espiral em volta de um eixo central, e no topo do eixo observa-se uma coroa de folhas (MEDINA, 1987).
O abacaxi é uma fruta não-climatérica, ou seja, no período de colheita deve estar no estágio ótimo de amadurecimento para consumo, pois após a colheita perde a capacidade de amadurecer e começa a apresentar diminuição na taxa respiratória (BLEINROTH, 1987). Com uma produção aproximada de 1,5 milhões de toneladas da fruta, o Brasil encontra-se entre os cinco maiores produtores mundiais de abacaxi em 2009 (FAO, 2010). Segundo Pedreira et al. (2008), a cultura do abacaxi é explorada em quase todos os estados brasileiros, e sua produção destina-se principalmente ao mercado interno.
Existem muitas variedades de abacaxi, dentre elas Pérola e Smooth Cayenne. Apesar de a variedade Smooth Cayenne ser a mais cultivada no mundo, no Brasil a variedade mais cultivada é a Pérola (Figura 2.1), cuja composição é mostrada na Tabela 2.1.
Figura 2.1: Abacaxi variedade Pérola.
Tabela 2.1 – Composição físico-química do abacaxi variedade Pérola. Composição Físico-Química Valores Obtidos
Sólidos Solúveis, (oBrix) 13,43
pH 4,14
Umidade (base úmida), (%) 86,7
Cinzas, (%) 0,24
Fibras, (%) 0,48
Proteínas, (%) 0,59
Lipídeos, (%) 0,16
Açúcares Redutores Totais, (g/100mL) 13,86 Açúcares Redutores, (g/100mL) 3,98 Acidez, (g ácido cítrico/100mL) 0,33
Fonte: Adaptado de Valente (2007).
Apesar da fruta “in natura” apresentar baixo valor energético, é bastante nutritiva e uma boa fonte de vitaminas A e B1, contendo também, quantidades moderadas de vitamina C e B2. A quantidade de sais minerais do abacaxi está em torno de 0,35%, sendo o teor de potássio especialmente alto, quando comparado com os outros minerais (SILVA, 1980). A coloração amarela é devido à presença dos carotenóides da polpa de algumas cultivares (GONÇALVES, 2000).
O abacaxi é muito utilizado na preparação de xaropes e auxilia na digestão, devido à presença de bromelina em sua composição. Segundo Araújo et al. (2009), apesar de sua abundância no Brasil, o aproveitamento industrial ainda é pequeno frente ao consumo da fruta “in natura”. Dessa maneira, faz-se necessária a busca de alternativas para o seu uso, visando o aproveitamento do excesso de safras, principalmente pela indústria, para a fabricação de produtos não tradicionais.
2.2. Manga (Mangifera indica L)
8 XVI. As mangas são consumidas em sua forma “in natura” ou na forma de sucos, compotas, gelatinas, geléias e sorvetes (CUNHA et al., 1994).
É uma das frutas tropicais mais populares do mundo, devido ao seu sabor e aroma agradáveis, aliados ao seu valor nutritivo. A produção mundial de manga é de 30,5 milhões de toneladas e o México é o maior exportador da fruta (FAO, 2008). Devido a suas condições climáticas, o Brasil encontra-se entre os nove maiores países produtores do mundo, com produção estimada em 2006 de 1,35 milhões de toneladas. A produção brasileira concentra-se nas regiões Nordeste e Sudeste, principalmente, nas regiões irrigadas do semi-árido devido às excelentes condições para o desenvolvimento da cultura, elevada produtividade e qualidade das frutas (EMBRAPA, 2005).
A composição da manga varia de acordo com as condições de cultura, variedade e grau de maturação da fruta. A fruta “in natura” tem alto teor de sólidos solúveis, de sólidos totais, de açúcar e quantidade de proteínas ligeiramente superior ao encontrado em outras frutas. Apresenta considerável teor de tiamina, niacina e vitamina C, as quais diminuem com a maturação da fruta (CARDELLO e CARDELLO, 1998) e compostos fenólicos antioxidantes (RIBEIRO et al., 2008). Possui cálcio e ferro, porém apresenta deficiência de minerais em sua composição (MEDINA et al., 1981).
A manga pode variar quanto a seu tamanho, formato, aroma, tamanho da semente, quantidade de fibras, composição e propriedades organolépticas. Pode apresentar-se em formato oval ou arredondado, pele lisa, normalmente amarela, ou em tons avermelhados, podendo também exibir a cor verde, mesmo estando madura (STAFFORD, 1983). É muito rica em carotenóides, responsáveis pela coloração amarela quando madura.
Figura 2.2: Manga Tommy.
Fonte: Adaptado do Portal São Francisco (2009).
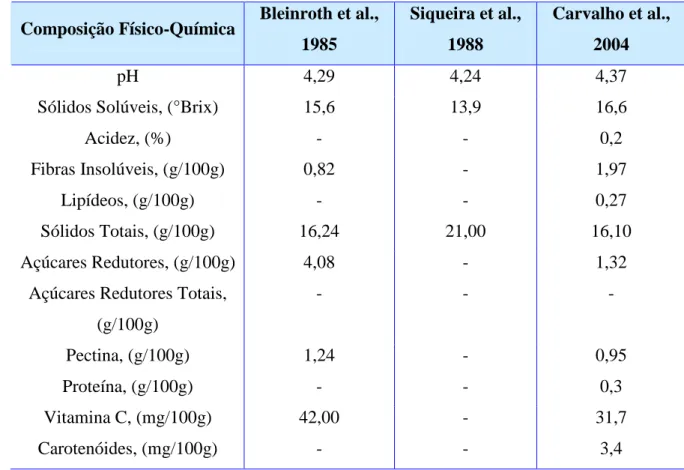
Segundo a Embrapa (2005), a cultivar Tommy Atkins possui frutas com tamanho entre médio e grande, com casca espessa e formato oval. A coloração da casca se caracteriza pela cor laranja amarelada coberta com tons em vermelho e púrpuro intensos, além da polpa firme e suculenta. A Tabela 2.2 apresenta a composição físico-química da variedade Tommy Atkins, apresentada por diferentes autores.
Tabela 2.2 – Composição físico-química da polpa de manga variedade Tommy Atkins.
Composição Físico-Química Bleinroth et al., 1985
Siqueira et al., 1988
Carvalho et al., 2004
pH 4,29 4,24 4,37
Sólidos Solúveis, (°Brix) 15,6 13,9 16,6
Acidez, (%) - - 0,2
Fibras Insolúveis, (g/100g) 0,82 - 1,97
Lipídeos, (g/100g) - - 0,27
Sólidos Totais, (g/100g) 16,24 21,00 16,10
Açúcares Redutores, (g/100g) 4,08 - 1,32
Açúcares Redutores Totais, (g/100g)
- - -
Pectina, (g/100g) 1,24 - 0,95
Proteína, (g/100g) - - 0,3
Vitamina C, (mg/100g) 42,00 - 31,7
Carotenóides, (mg/100g) - - 3,4
10
2.3 – Secagem
O objetivo principal da secagem é a redução do teor de água presente no alimento, com conseqüente inibição do crescimento microbiano responsável pela deterioração dos alimentos (TRAVAGLINI et al., 1993).
De acordo com a literatura, a secagem de um alimento consiste na transferência da umidade na forma de vapor para uma fase gasosa não saturada. Este processo ocorre quando a pressão de vapor do líquido presente no alimento for maior que a pressão parcial do vapor do mesmo líquido na fase gasosa (KEEY, 1992; STRUMILLO E KUDRA, 1986).
Dois processos simultâneos podem ser observados nesse tipo de procedimento: transferência de calor, através da vaporização do líquido, e transferência de massa do líquido ou vapor presente no interior do material para a atmosfera na forma de vapor. Porém, o controle da secagem depende das condições internas de transferência de massa, das características do sólido ou das condições externas, tais como da velocidade e temperatura do gás de secagem.
2.3.1 – Curvas de Secagem
Geralmente, no processo de secagem os dados experimentais obtidos são representados através de curvas relacionando o teor de umidade com o tempo.
Segundo Strumillo e Kudra (1986) as curvas de secagem podem ser representadas de diferentes formas e podem apresentar diferentes períodos de secagem conforme se observa nas figuras 2.3 e 2.4.
Figura 2.3: Curva típica de secagem - umidade em função do tempo.
Fonte: Biswal et al., 1991.
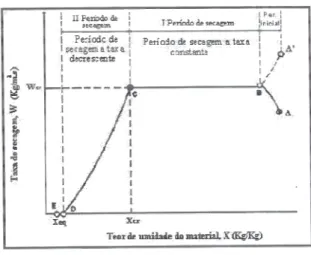
Figura 2.4: Curva da taxa de secagem - taxa de secagem em função da umidade do material.
Fonte: Biswal et al., 1991.
Os trechos AB das curvas ilustradas nas figuras 2.3 e 2.4 representam o início da secagem, quando o sólido é aquecido e passa da temperatura inicial T0 para a temperatura
de bulbo úmido Tbu. Este trecho é caracterizado pela transiência de regime, e a taxa de
12 quando a umidade crítica é atingida pelo sólido. A partir deste ponto, a temperatura é elevada e a taxa de secagem cai rapidamente. O período de taxa decrescente inicia no ponto C e pode ser dividido em duas zonas: trecho CD, zona de secagem da superfície insaturada e trecho DE, zona na qual o movimento interno do líquido controla a secagem. Nesse último, acontece a evaporação do líquido existente no interior do material e a secagem pára quando é atingida a umidade de equilíbrio (Ueq), ou seja, ponto em que a
pressão de vapor do líquido presente no sólido é igual a pressão parcial de vapor da água contida no gás secante. Ao atingir a umidade de equilíbrio o sólido não sofrerá mais variações de umidade e esta independerá do tempo de secagem desde que sejam mantidas as condições do sistema.
O estudo da cinética de secagem visa o conhecimento do comportamento do material ao longo do processo e a predição do tempo de secagem. A modelagem do processo é de grande importância para o desenvolvimento e a otimização dos secadores, além de possibilitar a padronização do processo.
Durante os períodos de taxa constante e decrescente, os métodos de cálculo da secagem diferem. No primeiro caso, as transferências de calor e massa são analisadas na superfície do material em contato com o ar de secagem, já para o segundo caso, as análises são baseadas nas transferências internas que governam a secagem (PARK, 2001).
O período de taxa decrescente é quase sempre o único observado na secagem de frutas. De acordo com Strumillo e Kudra (1986), o comportamento da secagem no período decrescente pode ocorrer por migração capilar da água líquida, sob ação da tensão superficial e por difusão. Dependendo das características do material um destes mecanismos controla a taxa de secagem no período de taxa decrescente.
2.3.2 – Modelagem
cilindros e esferas) e com difusividade efetiva constante ou variando com a umidade (CRANK, 1975). ∂ ∂ ∂ ∂ = ∂ ∂ ηbs
bs D U
x t U (2.1) Onde:
D = coeficiente de difusão do líquido (m2/s). bs
U = umidade média do sólido (base seca).
=
η
variável espacialA secagem de um sólido na forma de placa plana infinita com transferência de massa unidirecional e difusividade efetiva constante pode ser representada pela equação 2.2. ∂ ∂ ∂ ∂ = ∂ ∂ ηbs bs U x D t U (2.2)
Esta relação está sujeita à seguinte condição inicial e condições de contorno para a umidade:
Condição inicial: Ubs(x,0)=Ubsi
Condição de contorno: Ubs(l/2,0)=Ueq e (0, )=0 ∂
∂
t x Ubs
(condição de simetria); Onde,
Ueq= umidade de equilíbrio do material (base seca).
Ubsi = umidade inicial do material (base seca).
L= espessura do material (m)
t = tempo (s)
Se a secagem apresentar período de taxa constante, a umidade inicial do período de taxa decrescente (Ubsi) será a umidade crítica do material.
14
(
)
(
)
× × × + − × + × = − −∑
∞ = 2 2 2 0 22 exp 2 1
1 2 1 8 l t D n n U U U U eq bsi eq bs π π π (2.3)
Para tempos longos, a equação 2.3 converge rapidamente podendo ser utilizado o primeiro termo da série. Assim,
× × − × = − − 2 2 2 exp 8 l t D U U U U eq bsi eq bs π
π (2.4)
Os valores de difusividade mássica (D) possibilitam o estudo quantitativo das características de secagem em relação às variáveis experimentais controladas, tais como fluxo de ar e temperatura. Nos casos em que os valores de umidade de equilíbrio são baixos, é possível desprezá-los da equação. Desprezando-se o efeito do encolhimento do material, a difusividade pode ser substituída pelo coeficiente de difusividade efetivo (Def),
que pode ser determinado experimentalmente através do ajuste do modelo representado pela equação 2.4 aos dados experimentais de umidade do material em função do tempo.
O coeficiente de difusividade efetiva (Def) contempla o efeito de todos os
fenômenos que podem interferir na taxa de transferência de massa e dificultar a migração de água do interior do sólido para a superfície. A difusividade efetiva não é intrínseca ao material, uma vez que ela varia conforme as condições de secagem (OLIVEIRA et al., 2006).
Modelos empíricos também têm sido utilizados para o estudo da cinética de secagem das frutas, apesar de suas restrições às condições sob as quais os dados experimentais são obtidos.
Geralmente, os modelos empíricos partem de uma expressão da lei de resfriamento de Newton, aplicada à transferência de massa durante a secagem, e assumem que as condições sejam e que a transferência de umidade se restrinja à superfície do produto.
Durante o processo de secagem de materiais higroscópicos porosos, a taxa de secagem é proporcional ao teor de água livre no material. O modelo exponencial proposto por Lewis pode ser observado a seguir equação 2.5:
)
( bs eq
bs U U K dt U d − −
Onde:
K = constante de secagem (s-1). bs
U = umidade média no tempo Ueq = umidade de equilíbrio
t = tempo
Desconsiderando-se os efeitos internos do material, a equação de Lewis presume que toda a resistência ao transporte de umidade encontra-se na camada limite (KUROZAWA, 2005). A equação 2.5 é normalmente utilizada na forma integrada e expressa na forma exponencial dada pela equação 2.6:
( Kt )
RU =exp − (2.6)
Onde:
eq bsi
eq bs
U U
U U RU
− −
= ; (2.7)
k = constante de secagem (s-1)
Dentre os modelos empíricos se destacam outros modelos exponenciais que utilizam o número adimensional de secagem RU (razão de umidade) tais com os modelos de Page (1949) e de Henderson e Pabis (1968).
O modelo de Page, segundo Diamante e Munro (1993), foi originado a partir da modificação do modelo exponencial de Lewis, ao qual foi adicionado o expoente “n” a variável tempo, como mostra a equação 2.8.
RU
=
exp
( )
−
Kt
n (2.8)Onde,
RU = razão de umidade; K = constante de secagem (s-1);
n = constante adimensional da equação de Page; t = tempo (s).
16 RU =a×exp(−Kt) (2.9) Onde,
RU = razão de umidade;
a= constante adimensional da equação de Henderson e Pabis; K= constante de secagem (s-1);
t = tempo (s).
Conforme Vega et al.. (2007), os modelos propostos por Henderson e Pabis (1968) e por Page (1949) representam bem a cinética de secagem de alimentos.
2.3.3 – Secagem foam-mat
Dentre as diversas técnicas de secagem destaca-se a secagem em camada de espuma (foam-mat drying). Esta técnica é aplicada à secagem de alimentos líquidos ou semi-líquidos, os quais são transformados em uma espuma estável pela incorporação de ar em sua estrutura e adição de agente emulsificante/estabilizante. O processo possui baixo custo quando comparado a métodos convencionais industriais. O produto obtido tem alta qualidade e oferece grandes possibilidades comerciais, podendo ser aplicado em alimentos como café, sucos de laranja, uva, carambola, abacaxi, e outros produtos instantâneos (SANKAT e CASTAIGNE, 2004).
A figura 2.5 apresenta um modelo esquemático do mecanismo de secagem pelo processo foam-mat. O esquema apresentado pode ser entendido como a formação de espuma em um primeiro momento, a qual se caracteriza por sua grande superfície podendo ser estendida em camada delgada. Quando exposta a corrente de ar quente seca facilmente, devido ao movimento da umidade pelas forças capilares, através da película líquida que separa as bolhas da espuma.
A secagem foam-mat é considerada um processo simples e de baixo custo que apresenta a particularidade de utilizar agentes que tem a função de facilitar e manter a estabilidade da espuma durante o processo. Tem como vantagens o processamento em baixas temperaturas, menor tempo de desidratação devido à maior área de contato exposta ao ar, remoção mais rápida da água presente no produto e obtenção de um produto poroso facilmente reidratável.
O processo foam-mat é muito utilizado no processamento de produtos sensíveis a temperatura, tais como os sucos de frutas (KARIM e CHEE WAI, 1999). A escolha do tempo e da temperatura de desidratação depende do produto a ser desidratado.
Segundo Apenburg (1971), o produto obtido pelo processo foam-mat tem qualidade comparável ao obtido pela secagem a vácuo ou por liofilização, tendo como vantagens o baixo custo de processamento aliado a boa retenção do aroma e sabor e facilidade de reconstituição em água. Além disso, o processo pode ser realizado em equipamentos diversos, simples, contínuos ou descontínuos, podendo ser utilizado gás inerte quando necessário.
Duas características do líquido estão envolvidas na estabilidade física da espuma: a consistência e a capacidade de formar filme. As espumas são, geralmente, obtidas por meio de agentes tensoativos, sob agitação em equipamentos adequados, com ou sem adição de ar ou gás inerte, onde as bolhas de ar são dispersões em fase líquida contínua, comparadas às bolhas de sabão pela baixa densidade (VAN ARSDEL e COPLEY, 1964). Alguns alimentos necessitam da adição de pequena quantidade de estabilizante de forma a produzir uma espuma capaz de resistir à operação de bombeamento, expansão, extrusão e secagem.
Segundo Bates (1964), além dos teores de sólidos solúveis e insolúveis presentes no material, a natureza química da fruta, do agente emulsionante e a natureza e concentração do agente estabilizante influenciam na estabilidade e formação da espuma. Além disso, segundo Van Arsdel e Copley (1964), é de fundamental importância observar a densidade da espuma obtida, cujo valor mínimo deve ser de 0,1 g/cm3 e o máximo compreendido entre 0,5g/cm3 e 0,6 g/cm3.
18 Observaram que a estabilidade está diretamente relacionada a capacidade da espuma de reter água em sua estrutura, e que existe uma relação direta entre a densidade e a sinerese.
Ao estudarem a cinética do processo foam-mat, a maioria dos autores cita que a secagem ocorre em taxa decrescente, precedida ou não de um período de taxa constante.
Medeiros (2007) desidratou mangaba em estufa com circulação forçada de ar, nas temperaturas de 50, 60 e 70°C. Para a formulação da espuma utilizou emulsificante (composto por monoglicerídeos destilados, monoestereato de sorbitana, e polisorbato 60) e estabilizante (formado por sacarose e os espessantes carboximetilcelulose e goma guar). Os dados experimentais de secagem foram ajustados pelos modelos de Cavalcanti Mata, Handerson e Pabis e Page. A polpa desidratada a 70°C teve menor tempo de secagem (2h) e umidade média de 22,59% com redução de 73% em relação a umidade inicial da mangaba. Dentre os modelos usados, Cavalcanti Mata teve destaque por apresentar maiores valores de R2 e maiores desvios quadráticos médios (DQM). No entanto, todos os modelos tiveram R2>0,99 e DQM entre 0,0103 e 0,1024.
Dantas (2008), ao desidratar jaca pelo método de secagem em camada de espuma a 60, 70, 80 e 90°C e concentração de 7,5% de emulsificante (Emustab) em estufa com circulação forçada de ar, observou a ocorrência de um período de secagem a taxa constante. Para a formação da espuma usou 10% (p/p) de Emustab. O estudo foi desenvolvido em estufa com circulação de ar, com o objetivo de avaliar os efeitos da temperatura e determinar o modelo matemático para camada fina que melhor representasse o processo de desidratação. Na modelagem dos dados experimentais foram utilizados os modelos de Page, e de Midilli e Kucuk. Verificou que para reduzir a umidade inicial do produto de 66,5% em base úmida para o intervalo de 2,68 a 7,30 % seria necessário um tempo de secagem de 360 a 780 min. Ainda segundo o mesmo autor, para as temperaturas em estudo o modelo que melhor se ajustou aos dados experimentais foi o de Midilli e Kucuk com R2>0,98. Observou que a desidratação em maiores temperaturas resultou em menores tempos de secagem.
utilizados, o de Midilli e Kucuk destacou-se com R2> 0,9978 e menores desvios quadráticos médio.
Gurjão et al. (2008) conseguiram observar três períodos diferentes de secagem em sua análise, ao desidratar tamarindo pelo método foam-mat, nas temperaturas de 60, 70 e 80°C com lamina de espuma igual a 0,5 cm de espessura. Entre 10 a 20 primeiros minutos da secagem, os autores verificaram curto tempo de aquecimento, seguido de taxa constante e terminando o processo com período de taxa decrescente. Utilizaram os modelos de Lewis e Page para tratar as curvas de secagem. A espuma foi preparada com a adição de Emustab. A temperatura de 80°C implicou em menor tempo de secagem em estufa com circulação forçada de ar. A umidade final do produto variou de 7 a 10% b.s. entre 180 a 270 minutos de secagem. Na aplicação dos modelos verificou coeficientes de correlação R2>0,96. O modelo que melhor se ajustou aos dados experimentais foi o de Page modificado com desvios quadráticos médios entre 0,0143 a 0,0151. Os modelos de Page e Lewis apresentaram desvios quadráticos médios de 0,0469 a 0,0504 e 0,0648 a 0,0671, respectivamente.
Monzelle (2009) utilizou a técnica de secagem em camada de espuma para desidratar caldo de cana a 50, 60 e 70ºC. Aos dados experimentais obtidos no estudo foram ajustados os modelos de Page, Henderson e Newton . No estudo cinético da secagem, não observou taxa de secagem constante no processo. O modelo de Page foi o mais adequado para descrever o fenômeno, tendo apresentado coeficientes de determinação R2> 0,9975. Verificou que a umida do pó teve uma redução de 99,23% e a atividade de água de 63,62%. Ainda segundo o mesmo autor, a temperatura de 70°C apresentou menor tempo de secagem. Verificou também que o parâmetro K do Modelo de Page decresce com o aumento da temperatura.
2.4 – Aditivos alimentares
20 adição deve ser informada pelos fabricantes nos rótulos e embalagens dos alimentos (BRASIL, 1997).
Dentre as possíveis classificações definidas pela legislação, encontram-se os emulsionantes/emulsificantes, espessantes e estabilizantes, comentados a seguir.
2.4.1. Emulsificantes
A legislação brasileira (Portaria Nº 540 - SVS/MS, de 27 de outubro de 1997) define emulsionantes/emulsificantes como sendo substâncias que tornam possível a formação ou manutenção de uma mistura uniforme de duas ou mais fases imiscíveis no alimento (BRASIL, 1997).
Emulsionantes são ingredientes que de algum modo contribuem para o aumento da estabilidade das emulsões, podendo ser emulsionantes ou agentes espessantes. Para exercer sua ação, possuem em sua estrutura uma parte hidrofílica que interage com a água, e outra lipofílica, com afinidade por óleo ou substâncias apolares (PAVANELLI, 1998). Apenburg (1971) afirma que a adição de um emulsificante a uma matéria-prima tem como objetivo aumentar a área de secagem, devido à movimentação da umidade pelo processo de capilaridade originado pela separação da camada líquida pela espuma.
Na indústria alimentar, os emulsionantes mais utilizados são as proteínas, os tensoativos de baixa massa molecular e os fosfolipídios. As proteínas facilitam a formação dos filmes interfaciais através da diminuição da tensão superficial interfacial, garantindo ainda a estabilidade dos filmes e da emulsão ao longo do tempo (McCLEMENTS, 1999).
Outros possíveis agentes espessantes utilizados em alimentos são os polissacarídeos, por exemplo, a goma xantana, os quais contribuem para o aumento da viscosidade da fase contínua, melhorando a estabilidade da emulsão por dificultarem e diminuírem os movimentos das bolhas.
2.4.2. Espessantes
agar-agar e arábica), os alginatos, os monos e diglicerídeos, a carboximetilcelulose e seus derivados (BARUFFALDI e OLIVEIRA, 1998).
2.4.3. Estabilizantes
Para Evangelista (1998) e Call e Aguiar (1999), os estabilizantes têm a propriedade de manter as características físicas de suspensões e emulsões. Os estabilizantes podem também atuar como espessantes, como é o caso da goma agar-agar, dos alginatos, da carboximetilcelulose (CMC) e dos monos e diglicerídeos. Podem ser usados em pães, saladas, pós alimentícios, pudins e sorvetes (EVANGELISTA, 1998).
2.5 - Frutas em pó
A busca pela praticidade motiva a produção de alimentos congelados, em conserva e em pó. Especificamente para alimentos desidratados, um grande número de trabalhos é encontrado na literatura visando à obtenção de frutas e misturas de frutas em pó, através da secagem das polpas em leito de jorro (RAMOS, 1997; GOMES, 2004; SOUSA, 2008), microencapsulados em secadores spray (OLIVEIRA, 2007; CAVALCANTI MATA, 2005) e pelo processo Foam-mat (SOARES, 1996; GALDINO, 2003; BASTOS et al., 2005; VIEIRA et al., 2007; DANTAS et al., 2008). Grande parte dos trabalhos citados aborda principalmente o estudo das características físicas dos pós, isotermas de sorção, preservação de constituintes importantes na composição e as análises físico-químicas dos mesmos.
22 O umbu, fruta característica do Nordeste, foi desidratado pelo método foam-mat a 70°C em estufa com circulação forçada de ar por Galdino et al. (2003), com o objetivo de encontrar uma embalagem adequada para o armazenamento da polpa em pó. Observou que para as embalagens laminada e de polietileno, ao final de 60 dias de armazenamento os pós apresentaram redução no teor de acido ascórbico. As perdas foram da ordem de 30,07% para a embalagem laminada e 38,45% para a de polietileno. O produto armazenado aumentou em 3,58% a acidez nas embalagens laminadas e 2,89% nas de polietileno. Quanto aos açúcares houve redução de 63,63% e 62,07% para as amostras com embalagens de polietileno e laminadas, respectivamente. Os teores de umidade alcançados ao final do período de armazenamento foram de 14,3% para amostras em embalagens laminadas e 50,1%, nas embalagens de polietileno.
Matias (2004), seguindo a mesma linha de Lima (2001), desidratou bagaço de goiaba e caju em secador de leito fixo, utilizando-os para a elaboração de biscoitos enriquecidos com fibras. A análise sensorial dos biscoitos mostrou que os produtos adicionados de 10% de bagaço de caju e 5% de bagaço de goiaba obtiveram índices de aceitação relativos ao sabor de 84,9% e 81,8%, respectivamente.
Gomes et al. (2004) estudaram o armazenamento da acerola em pó a temperatura ambiente em embalagens de polietileno. O pó foi obtido por secagem em leito de jorro com a adição de 10% de maltodextrina à polpa de acerola e as amostras foram analisadas a cada 10 dias. Verificou redução do teor de ácido ascórbico (29,72%) e aumento do teor de umidade (51,31%). Ao final do armazenamento, o pó apresentou alteração de cor, mostrando acréscimo nos valores da intensidade de vermelho e amarelo e diminuição da luminosidade. A embalagem foi considerada insatisfatória por permitir o escurecimento da amostra.
Bastos et al. (2005), após desidratar a manga Tommy pelo método foam-mat em estufa com circulação forçada de ar a 70 e 85°C, desenvolveram um suco da fruta. Os sucos reidratados a partir dos pós foram oferecidos a provadores não treinados, com o intuito de avaliar o índice de aceitação dos mesmos. Quanto às propriedades físico-químicas, as polpas de manga desidratadas apresentaram consideráveis perdas de ácido ascórbico, visto que este componente degrada-se com facilidade na presença do oxigênio e do calor. As perdas foram da ordem de 73,43% e 71,13% para as temperaturas de 70°C e 85°C, respectivamente.
acompanhando as alterações físico-químicas sofridas com o tempo. O pó apresentou alta higroscopicidade alcançando no período de tempo de 2 a 30 dias, umidade de equilíbrio entre 69,66 e 88,92% (base seca) e atividade de água entre 0,8511 e 0,8677.
Silva et al. (2007) desenvolveram trabalho semelhante ao de Bastos et al. (2005) e realizaram análise sensorial da polpa e do suco de cajá obtidos pela reidratação de cajá em pó. O autor analisou pó oriundo de três formulações diferentes (microencapsulado com 15% de maltodextrina, 10% de maltodestrina+5% de amido modificado e 7,5% maltodextrina+7,5% de amido modificado) obtidos por atomização, além da polpa “in natura”. Dentre as formulações estudadas, a elaborada com 15% de maltodextrina foi a que mais se aproximou da polpa “in natura” a qual conservou melhor a cor e aparência do cajá. Quanto aos demais parâmetros, como aroma e sabor, a polpa “in natura” e reconstituída não apresentaram diferenças significativas.
Capítulo 3
3. – Metodologia
A pesquisa foi realizada no Laboratório de Tecnologia de Alimentos do Departamento de Engenharia Química da Universidade Federal do Rio Grande do Norte.
3.1 –
Material
Para o desenvolvimento do presente trabalho foram utilizadas polpas pasteurizadas de manga (Mangifera indica L), abacaxi (Ananas comosus), seriguela (Spondia purpúrea L) e de umbu (Spondias tuberosa L) adquiridas no mercado local em embalagens plásticas de 100g. As polpas foram trazidas para o Laboratório de Tecnologia de Alimentos da UFRN em caixas térmicas e mantidas sob congelamento até utilização. O iogurte natural utilizado na análise sensorial do produto foi doado pela Indústria de Laticínios Chaparral.
Foram testadas diferentes formulações com aditivos formadores e fixadores da espuma: liga neutra, emulsificante e goma agar agar. A liga neutra e o emulsificante, apresentados na figura 3.1, foram doados pelo fabricante e tem suas características descritas a seguir, conforme informações constantes no rótulo dos mesmos.
• Liga Neutra Artesanal: produto industrial a base de sacarose e dos espessantes
carboximetilcelulose (CMC) e goma guar (Marvi LTDA, Brasil) em embalagens de 100g;
• Emulsificante: produto com propriedade emulsificante e estabilizante a base de
26
Figura 3.1: Aditivos utilizados na pesquisa.
3.2 – Métodologia Experimental
3.2.1 - Ensaios preliminares
Os ensaios preliminares tiveram como objetivo definir as frutas cuja secagem das espumas seria estudada e a formulação a ser adotada na secagem das espumas. Foram preparadas espumas a partir de polpas de umbu, seriguela, manga e abacaxi, segundo diferentes formulações. As espumas foram avaliadas através da determinação da densidade e do volume expandido e de testes de estabilidade, medindo-se o volume de líquido desprendido das espumas para um dado intervalo de tempo pré-fixado. A metodologia empregada nestes testes encontra-se descrita nos parágrafos que seguem. Escolhidas as frutas e a formulação, foram realizados experimentos para avaliação do comportamento da secagem das espumas e definição das condições de processo.
3.2.1.1 – Formulações
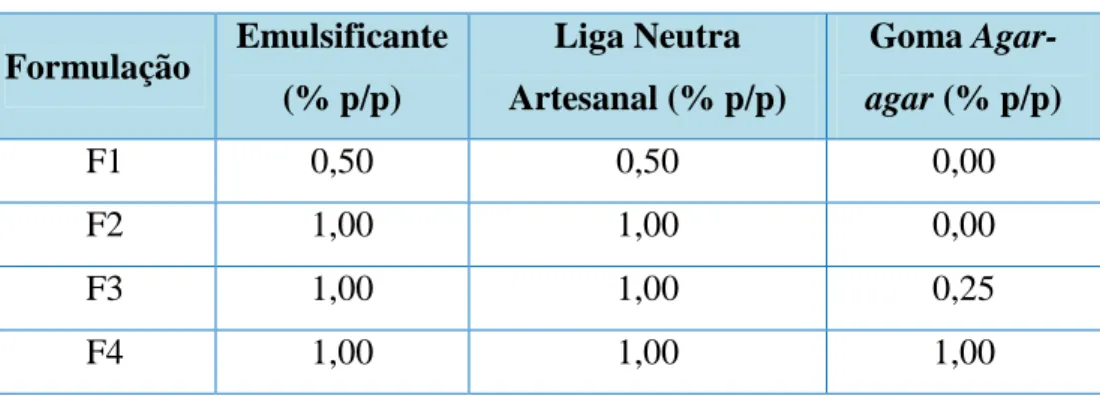
Inicialmente foi realizada pesquisa bibliográfica sobre os aditivos formadores de espuma reportados na literatura. A partir das informações colhidas na literatura optou-se por utilizar como aditivos a goma neutra e o emulsificante, ambos doados pelo fabricante e a goma agar agar. Foram realizados testes com as espumas de manga, umbu, seriguela e de abacaxi, preparadas conforme as formulações exibidas na tabela 3.1. Na preparação da espuma de abacaxi foram testadas apenas as formulações F1 e F2
Tabela 3.1: Formulações testadas. Formulação Emulsificante
(% p/p)
Liga Neutra Artesanal (% p/p)
Goma
Agar-agar (% p/p)
F1 0,50 0,50 0,00
F2 1,00 1,00 0,00
F3 1,00 1,00 0,25
Foram selecionadas as espumas que apresentaram melhores resultados em relação aos ensaios de densidade e estabilidade.
3.2.1.2. Preparação das espumas
Na preparação das espumas a seguinte metodologia foi adotada: a polpa era previamente descongelada e pesada; adicionavam-se os aditivos nas proporções especificadas na Tabela 3.1, conforme a formulação da espuma a ser preparada; a mistura de polpa e aditivos era submetida à agitação constante por 30 minutos em batedeira doméstica, (Arno®, Brasil) modelo Ciranda na velocidade máxima do equipamento; ao final da agitação a espuma era submetida ao teste de estabilidade e determinação da densidade.
3.2.1.3. Determinação da densidade e do percentual de expansão das espumas
Para avaliar a expansão das espumas, foram determinadas as densidades tanto das espumas com das polpas de frutas. As densidades foram medidas por picnometria utilizando-se picnômetros padrões de 50mL previamente calibrados. As medidas foram realizadas em triplicata.
Para o cálculo da densidade das polpas e das espumas foram utilizadas as equações 3.1 e 3.2: picnômetro amostra amostra V m =
ρ (3.1)
vazio picnômetro amostra
picnômetro
amostra m m
m = + − (3.2)
A expansão das espumas foi calculada a partir da equação 3.3:
100 / 1 / 1 / 1 (%) X Exp polpa polpa espuma ρ ρ ρ − = (3.3) Onde:
ρamostra = densidade da amostra (g/cm3)
mamostra = massa da amostra (g)
28 Exp = expansão da espuma (%)
ρpolpa=densidade da polpa (g/cm3) ρespuma=densidade da espuma (g/cm3)
Segundo Van Arsdel (1964) a densidade das espumas deve estar compreendida numa faixa de 0,1 a 0,6 g/cm3 .
3.2.1.4. Avaliação da estabilidade das espumas
O teste de estabilidade consiste em avaliar o volume de líquido drenado, conforme técnica descrita por Karim e Chee Wai (1999). Foi montado um sistema composto por proveta de 10 mL, funil de haste longa de 50 mL e filtro de gaze que se encontra ilustrado na Figura 3.2.
Figura 3.2: Teste de estabilidade da espuma.
que se desprende da espuma no intervalo de tempo considerado equação 3.5, no caso específico 5 minutos.
drenado V de
Estabilida = 1 (3.4)
X100 V
V
inicial drenado
=
φ
(3.5) Onde:
Vdrenado= volume de líquido drenado (mL) durante os 5 minutos
Vinicial= volume inicial da espuma colocada no funil (mL) Φ= fração de volume drenado (%)
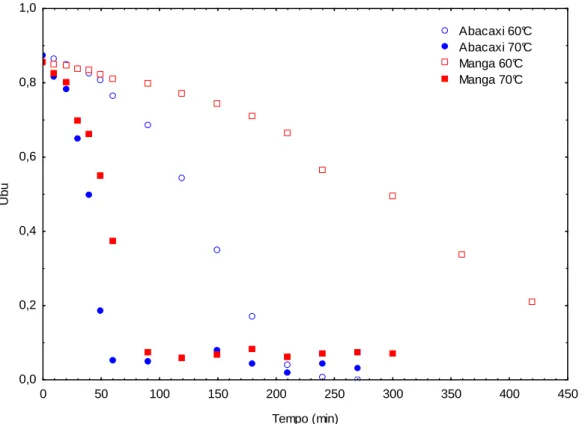
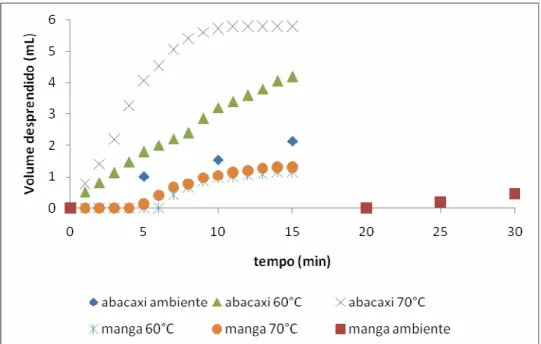
3.2.1.5. Cinética de estabilidade das espumas
Realizou-se o estudo cinético da estabilidade das espumas de abacaxi e manga na temperatura ambiente e na estufa com temperaturas controladas em 60°C e 70°C. Foi utilizado o sistema descrito no item 3.2.1.4. Na temperatura ambiente as medidas do volume desprendido foram acompanhadas por 30 minutos em intervalos de 5 minutos. Para os ensaios a 60°C e 70°C, as amostras foram colocadas em estufa de circulação forçada de ar (TECNAL TE-394/I, Brasil) por 15 minutos, com medições realizadas em intervalos de 1 minuto. Os dados foram utilizados para construir as curvas de volume drenado (mL) em função do tempo (minutos).
30
3.2.1.6. Ensaios preliminares de secagem
A faixa de temperatura de secagem foi escolhida com base em dados existentes na literatura, que inclui valores entre 35°C e 90°C. Definiram-se as temperaturas de 60°C e 70°C. Para avaliação das condições de secagem, após definição das polpas de frutas e da formulação das espumas, foram realizados experimentos de secagem em estufa com circulação forçada de ar (TECNAL TE-394/I, Brasil). Camadas de espuma com 5 mm de espessura foram distribuídas uniformemente em placas metálicas com revestimento antiaderente. Obtiveram-se as curvas de secagem através do acompanhamento da massa das espumas em intervalos regulares de tempo pré-determinados.
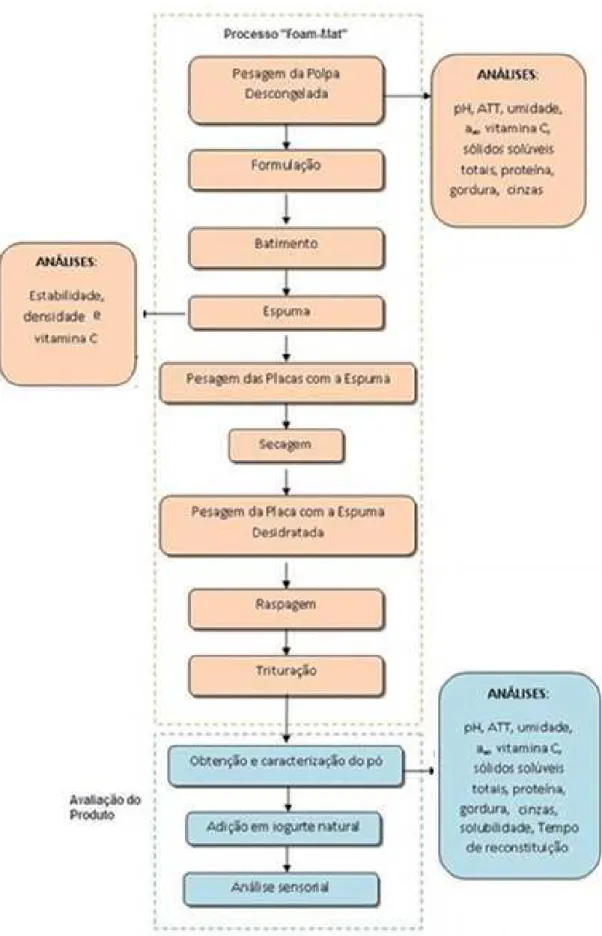
3.2.2 – Obtenção de frutas em pó pelo processo foam-mat
32
3.2.2.1 – Secagem e obtenção do pó
Após os ensaios preliminares, onde as condições do estudo foram definidas, foi realizada a secagem e obtenção dos pós dentro das seguintes condições:
• Desidratação das espumas de abacaxi e manga nas temperaturas de 60°C e 70°C;
• Distribuição uniforme das espumas em placas antiaderente medindo 32 cm x 22 cm x 3 cm e 22cm x 12cm x 5cm, nas espessuras de 4 mm e 11 mm;
• Secagem em estufa com circulação forçada de ar com velocidade média superficial da ordem de 0,7 m/s (Marconi, Linha MA035), ilustrada na Figura 3.3, durante intervalos de tempo pré-definidos com base em resultados preliminares;
Avaliaram-se os efeitos individuais e combinados da temperatura e espessura das lâminas de espuma sobre o desempenho do processo, no que se refere ao tempo de processamento para atingir um teor de umidade máximo da ordem de 5%, recomendado para conservação do produto em pó. Foram obtidas as curvas de secagem em todas as condições estabelecidas, mediante acompanhamento da perda de massa ao longo do processo.
Alguns experimentos realizados para obter pós para análise foram conduzidos em estufa com circulação de ar mais intensa com velocidade média superficial da ordem de 1,7 m/s (Quimis, Modelo 9314M222) .
Figura 3.3 - Estufa de circulação de ar.
fabricação, temperatura de operação, composição e massa em gramas figura 3.4. O material foi armazenado sob refrigeração, de forma a minimizar o desenvolvimento microbiano, até a realização das análises químicas, físico-químicas, físicas e análise sensorial.
Figura 3.4: Rótulo do produto.
Figura 3.4: Rótulo do produto.
3.2.2.2. Estudo da Cinética de Secagem
As curvas de secagem foram obtidas em experimentos conduzidos na estufa ilustrada na Figura 3.3 com velocidade de circulação média avaliada em 0,7 m/s e 1,7 m/s nas temperaturas de 60°C e 70°C. A perda de umidade das amostras foi acompanhada através da variação do peso das placas em intervalos de 10 minutos durante os 60 minutos iniciais, e após este intervalo, a cada 30 minutos. As pesagens foram realizadas em balança semi-analítica com precisão de 0,01g. Os ensaios foram prolongados até atingir condições de equilíbrio, peso constante.
3.2.2.2.1 – Modelagem
A partir dos dados de umidade das espumas em base úmida e base seca obtidas através do acompanhamento da perda de massa ao longo do processo de secagem foram construídas as curvas de umidade em função do tempo e da taxa de secagem em função do tempo. Através das curvas foram identificados os diferentes períodos de secagem das espumas. Considerando a umidade de equilíbrio como a umidade atingida quando a taxa de secagem se anula (as amostras atingem peso constante nas condições definidas no item 3.2.2.1), foram calculadas as razões de umidade (RU). Através do programa Statistics 7.0, ajustaram-se os modelos matemáticos de Henderson e Pabis (1968) e Page (1949) aos dados de RU em função do tempo (Tabela 3.2).
foam-mat de ______________.
T: ___°C m:_________ g.
Composição: _______________________
34
Tabela 3.2 - Modelos matemáticos. Modelo Equação
Henderson e Pabis (1968) RU =a×exp
(
−kt)
(2.8)Page (1949)
RU
=
exp
( )
−
kt
n (2.9)Onde:
RU = Razão de umidade;
a= Constante adimensional do modelo de Handerson e Pabis; k = Constante dos modelos de Handerson e Pabis e de Page (1/min); n = Constante adimensional do modelo de Page;
t = tempo (minutos).
3.2.3 – Análises físico-químicas das polpas e pós
As polpas e os pós foram submetidos à análise de pH, acidez total titulável (ATT), sólidos solúveis totais (SST), umidade, atividade de água (aW), proteína, gorduras e cinzas.
Todas as análises foram realizadas em triplicata.
3.2.3.1 - pH
Foram pesadas 10g das amostras de material em um béquer. As amostras foram diluídas em 100 mL de água destilada, homogeneizadas e as leituras do pH realizadas em potenciômetro digital, conforme as Normas Analíticas do Instituto Adolfo Lutz (1985).
3.2.3.2 – Acidez Total Titulável (ATT)
Foram pesadas amostras de 1g de material e transferidas para frascos Erlenmeyer. Adicionavam-se 50 mL de água e 2 a 4 gotas de fenolftaleína. Procedia-se a titulação com solução de hidróxido de sódio 0,1 N, conforme as Normas Analíticas do Instituto Adolfo Lutz (1985). A acidez total titulável foi determinada pela equação 3.6 a seguir:
Onde:
NNaOH = normalidade da solução de NaOH
Eq ácido= equivalente do ácido = 0, 06404 VNaOH = volume de NaOH gasto na titulação
fNaOH = fator de correção da solução de NaOH
mamostra= massa da amostra (g)
3.2.3.3 – Sólidos Solúveis Totais (SST)
Pesaram-se amostras de 2 g em um béquer, em seguida, foram diluídas em 10 mL de água destilada, homogeneizadas e transferidas 1 ou 2 gotas para o refratômetro (Abbe, RL-2 NR -2720, Brasil). As amostras com partículas sólidas foram filtradas em gaze a fim de garantir melhor homogeneização. O teor de sólidos solúveis foi calculado conforme a equação 3.7:
L P
V m
SST = ( amostra + ) × (3.7) Onde,
mamostra = massa da amostra (g)
V =volume usado na diluição (mL) P - Proporção de diluição
L = leitura do equipamento
3.2.3.4 – Umidade
Foram pesadas amostras de 1 a 3 gramas em pesa-filtros previamente calibrados. Em seguida, os pesa-filtros foram colocados na estufa com circulação forçada de ar (TECNAL TE-394/I, Brasil) a 70°C até atingirem peso constante. A umidade em base úmida é calculada conforme a equação 3.8.
) ( ) ( ) ( ) ( i amostra f amostra i amostra m m m
U = − (3.8)
Onde,
36 mamostra (i) = massa inicial da amostra ( g)
mamostra (f) = massa final da amostra (g) (peso constante)
3.2.3.5. Atividade de água
Para determinar a atividade de água das polpas e dos pós, as amostras foram transferidas para cápsulas de polietileno, com diâmetro interno de 3,8 cm para determinação de atividade de água em medidor de atividade do tipo AQUALAB (SERIE 3TE, Brasil).
3.2.3.6. Determinação das cinzas
O teor de cinzas foi determinado por gravimetria segundo as Normas Analíticas do Instituto Adolfo Lutz (1985). Para isso, amostras de 3g foram incineradas em mufla a 600° C por 4 horas. Para o cálculo do teor de cinzas foi empregada a equação 3.9:
100 ) ( ) ( (%) ( ) × − = + amostra cadinho amostra cadinho final m m m
Cinzas (3.9)
Onde,
(%) Cinzas = percentual de cinzas;
mfinal (cadinho+amostra) = massa final do cadinho com a amostra (g);
mcadinho = massa do cadinho vazio (g);
mamostra = massa da amostra (g).
3.2.3.7. Determinação do teor de gordura
O teor de gordura foi determinado por extração direta em Soxhlet segundo as Normas Analíticas do Instituto Adolfo Lutz (1985). Amostras de 5 g de material foram pesadas e levadas ao extrator por 8h a 105°C. Para o cálculo do teor de gordura utilizou-se a equação 3.10: 100 ) ( ) ( (%) × − = amostra inicial final m m m
Onde,
%G = percentual de gordura;
mfinal = massa final do tubo após estufa (g);
minicial = massa inicial do tubo (g);
mamostra = massa de amostra (g).
3.2.3.8. Determinação do teor de proteína bruta
Para determinar o teor de proteína bruta foi empregado o método de Kjeldahl. As análises foram realizadas no Laboratório de Nutrição Animal pertencente a Unidade Acadêmica Especializada em Ciências Agrárias da UFRN, de acordo com as Normas Analíticas do Instituto Adolfo Lutz (1985) e SILVA (1998). Neste método, por meio de uma digestão ácida, o nitrogênio da amostra é transformado em amônio (NH4+), o qual é
posteriormente separado por destilação e finalmente dosado por titulação. O teor de nitrogênio foi calculado utilizando a equação 3.11:
amostra
m f N V
N(%)= × × ×14×100 (3.11)
Onde,
V= (titulação do branco (mL) - titulação da amostra) N= normalidade do ácido
f= fator específico
A percentagem de proteína bruta foi calculada utilizando o fator de conversão de 6,25, o qual transforma o teor percentual de nitrogênio protéico em proteína.
3.2.4. Avaliação dos pós de abacaxi e manga
3.2.4.1. Solubilidade
38 transferidas para pesa-filtros, previamente tarados e submetidas à secagem em estufa a 70ºC. O percentual de solubilidade foi calculado a partir da diferença entre o peso final e o inicial do material no pesa-filtro. A solubilidade foi determinada pela equação 3.12:
( ) ( )
(
)
× + − = + ) ( ) 100 ( pó amostra pó pfvazio amostra pf m m m X m m DESOLUBILIDA (3.12)
m(pf+amostra) = massa do pesa-filtro com a amostra do sobrenadante (g);
m(pfvazio) = massa do pesa-filtro vazio (g);
mpó = massa de pó que foi diluída (g);
mamostra = massa da amostra sobrenadante (g).
3.2.4.2. Tempo de Reconstituição
Adicionou-se água destilada ao pó em quantidade suficiente para se obter uma pasta com 12º Brix (teor característico de sólidos solúveis totais da mistura de frutas in natura). A mistura foi submetida à agitação a 200 rpm, com acompanhamento visual, em intervalos de 30 segundos, até que se observou o desaparecimento do pó aglomerado.
3.2.4.3 Impacto do processamento sobre o teor de ácido ascórbico
As polpas de frutas, a espuma obtida e os pós finais foram analisados quanto ao teor de ácido ascórbico, com o objetivo de avaliar o impacto do processamento sobre a concentração desse composto bioativo.
( ) ( ) ) ( 100 100 100 / titulação na gasto volume amostra da massa g ml Padrão gMS mg ascórbico ácido de Teor × × ×
= (3.13)
3.2.4.4– Análise sensorial de iogurte com adição de pós de abacaxi e manga
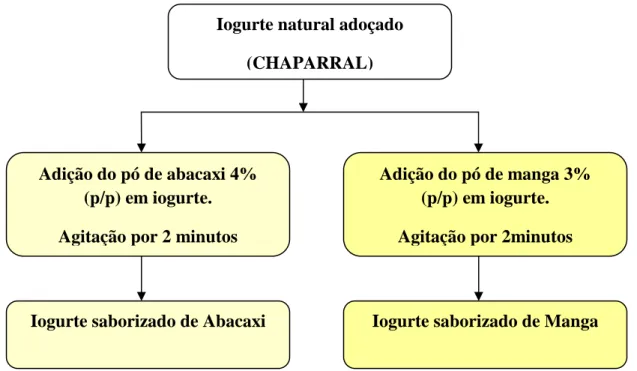
Inicialmente foram realizados testes preliminares de degustação dos iogurtes adicionados dos pós de abacaxi e manga desidratados a 70°C. Os testes de degustação foram realizados com pequeno número de provadores com avaliação de cor, sabor, odor e consistência dos iogurtes, adicionando-se os pós em diferentes proporções. Com base nos resultados destes testes os iogurtes saborizados submetidos a análise sensorial foram preparados mediante adição de 4% (p/p) e 3% (p/p) dos pós de abacaxi e manga obtidos por meio da secagem foam-mat a 70°C, respectivamente. O pó foi adicionado sob leve agitação em batedeira por dois minutos para evitar a formação de grumos (Figura 3.7). As amostras de iogurte com adição de pós de fruta foram armazenadas em refrigerador a 5°C até o momento da análise sensorial.
Figura 3.7 - Fluxograma de preparo dos iogurtes saborizados de abacaxi e manga.
A avaliação sensorial foi realizada mediante teste de aceitação utilizando 60 provadores não treinados. A análise foi conduzida em duas sessões com 30 provadores cada, realizadas em dias diferentes. Cada provador emitiu notas para os atributos aparência, odor,
Iogurte natural adoçado (CHAPARRAL)
Adição do pó de manga 3% (p/p) em iogurte. Agitação por 2minutos
Iogurte saborizado de Manga Adição do pó de abacaxi 4%
(p/p) em iogurte. Agitação por 2 minutos
40 consistência e sabor das amostras de iogurte, utilizando escala hedônica de nove pontos, conforme a figura 3.8.
O iogurte foi disponibilizado em recipientes descartáveis de plástico codificados. Juntamente com as amostras de iogurte, os provadores receberam água e biscoito para consumir após degustação de cada amostra.
O Índice de aceitabilidade (IA) foi calculado de acordo com Teixeira et al.(1987), a seguir:
(
)
Z Y
IA(%) = ×100 (3.14)
onde,
Y = nota média obtida para o produto; Z = nota máxima dada ao produto.