Quim. Nova, Vol. 32, No. 6, 1422-1425, 2009
Artigo
*e-mail: [email protected]
PREVISÃO DAS PROPRIEDADES FÍSICAS DO PAPEL KRAFT POR ESPECTROSCOPIA NO INFRAVERMELHO
PRÓXIMO (NIR) E REGRESSÃO POR MÍNIMOS QUADRADOS PARCIAIS (PLS)
Gisely Samistraro* e Graciela I. B. de Muniz
Departamento de Engenharia Florestal – Tecnologia e Utilização de Produtos Florestais, Universidade Federal do Paraná, Rua Lothário Meissner, 632, 80210-170 Curitiba − PR, Brasil
Patricio Peralta-Zamora e Gilcélia A. Cordeiro
Departamento de Química, Universidade Federal do Paraná, 81531-980 Curitiba – PR, Brasil
Recebido em 25/5/08; aceito em 26/1/09; publicado na web em 3/7/09
ESTIMATION OF PHYSICAL PROPERTIES OF KRAFT PAPER BY NEAR INFRARED SPECTROSCOPY AN PARTIAL LEAST SQUARES REGRESSION. The main objective of the present work is represented by the characterization of the physical properties of industrial kraft paper (i.e. transversal and longitudinal tear resistance, transversal traction resistance, bursting or crack resistance, longitudinal and transversal compression resistance (SCT (Compressive Strength Tester) and compression resistance (RCT-Ring Crush Test)) by near infrared spectroscopy associated to partial least squares regression. Several multivariate models were developed, many of them with high prevision capacity. In general, low prevision errors were observed and regression coefficients that are comparable with those provided by conventional standard methodologies.
Keywords: kraft paper; multivariate calibration; near infrared spectroscopy.
INTRODUÇÃO
No Brasil, a madeira para celulose e papel provém de várias espé-cies arbóreas de eucalipto e pinus, destacando-se Eucalyptus grandis, Eucalyptus saligna, Eucalyptus urophyla, outras em menor escala. As de pinus correspondem a Pinus elliottii, Pinus taeda e Pinus caribea.
O processo de obtenção de polpa de madeira antecede a produção de papel, sendo genericamente definido como polpação. O processo envolve a separação das fibras da madeira mediante a utilização de energia mecânica, térmica ou química ou a combinação das três. O processo químico tem como objetivo a dissolução da lignina, preser-vando a maior parte da celulose e hemicelulose.
A polpa kraft (palavra alemã que significa forte) origina papéis de maior resistência e coloração escura.1 De acordo com o mesmo autor, as principais variáveis que afetam o processo de polpação kraft estão relacionadas com as características dos cavacos de madeira (espécie, qualidade, umidade, densidade), do licor de cozimento (concentração de álcali ativo), do controle da polpação (relação licor:madeira, tem-peratura, pressão, curva tempo/temperatura (fator H)), além de outros parâmetros como grau de deslignificação desejado (indicado pelo número kappa) e álcali residual. De maneira geral, as empresas buscam uma variação mínina no processo e na qualidade da polpa, controlando rigorosamente as variáveis de polpação. Desta maneira, consegue-se um produto uniforme, com qualidade compatível com as especificações finais, delimitadas pelos testes de resistência do papel.
Antes da polpa ser encaminhada à máquina de papel passa por um processo chamado de refinação, em que as fibras são submetidas à ação mecânica, tendo como consequência penetração de água na parede celular, ruptura de algumas ligações de hidrogênio entre fibras e fibrilação da parede primária, o que contribui com o aumento da flexibilidade das fibras e melhora do entrelaçamento.1,2
Um aumento no processo de refinação provoca decréscimo da resistência ao rasgo, devido ao aumento do número de cortes nas fibras, e aumento da resistência ao arrebentamento e à tração, conse-quência do aumento da área de contato entre as fibras. Ainda provoca
um decréscimo nas propriedades de alvura, opacidade e porosidade do papel, pois as folhas se tornam mais densas.3
Na máquina de papel, a suspensão de fibras é submetida ao pro-cesso de formação sobre a tela formadora e secagem.1,2 Após o papel pronto, diversos testes são aplicados com o intuito de avaliar a quali-dade do produto final (“Qualiquali-dade implica em máximo atendimento das especificações e mínima geração de refugos por desclassificações e quebras na máquina de papel”).4
Dentre as variáveis que mais influenciam a qualidade do papel produzido estão o comprimento das fibras, a espessura da parede celular, os danos físicos durante o processo de refinação, os danos químicos durante o processo de polpação e deslignificação.3
As propriedades dos papéis são determinadas em ambiente pa-dronizado por serem muito dependentes do conteúdo de umidade. Os ensaios podem ser de natureza mecânica (resistência à tração, ao arrebentamento, ao rasgo e à rigidez, absorção de energia de tensão (TEA), gramatura), de natureza ótica (alvura, opacidade, brilho e cor), de natureza química (pH, umidade), de natureza elétrica (rigidez dielétrica, condutividade), propriedades superficiais (lisura), perme-abilidade a fluidos (resistência à passagem do ar). 1-3
As propriedades que dependem da ligação entre fibras (tração, ras-go, arrebentamento) são melhoradas quanto maior é o entrelaçamento entre as fibras, o contato fibra-fibra e a colapsabilidade das fibras e dos lumes, esta última está associada com a compactação da folha úmida que coloca as paredes celulares mais próximas umas das outras.4
A busca por formas de tecnologia que garantam a uniformidade na qualidade dos produtos é constante na indústria de celulose e papel. Deste ponto de vista, contar com metodologias que permitam uma rápida avaliação das propriedades de relevância se apresenta extremamente importante, principalmente em função da morosidade dos métodos tradicionais de análise.
Previsão das propriedades físicas do papelkraftpor espectroscopia 1423 Vol. 32, No. 6
de permitir o monitoramento on-line. Vantagens estas que a tornam interessante em diversos ramos como, por exemplo, agricultura, têxtil, alimentícia, farmacêutica, médica, polímeros e papel e celulose, esta última apresentando um avanço exponencial.5,6
Nos últimos anos, a potencialidade analítica da espectroscopia NIR foi significativamente favorecida pelo uso de ferramentas de calibração multivariada. Dentro do contexto da indústria de papel e ce-lulose, destacam-se aplicações envolvendo determinações do número kappa, conteúdo de lignina, glucose, xilose e ácido urônico em polpa,7 assim como a avaliação de diversos parâmetros de polpação.8-13
A utilização on-line do NIR foi proposta para medir a densidade básica e teor de umidade em cavacos.14 Os modelos foram desenvolvi-dos separadamente, obtendo-se coeficientes de correlação de 0,85 para densidade básica e de 0,95 para teor de umidade, o que foi considerado satisfatório. Modelos utilizando infravermelho próximo para estimar lignina total, extrativos em etanol/tolueno e densidade básica em amostras de eucalipto foram também desenvolvidos, demonstrando uma elevada eficiência de previsão, além de significativa redução no tempo e custo no controle de qualidade da madeira destinada à produção de papel e celulose.15
Índices de tração, de arrebentamento e de rasgo em folhas de labora-tório, dentre outras propriedades, foram avaliados utilizando espectrosco-pia no infravermelho próximo.16 Na etapa de calibração, as correlações obtidas foram de 0,79 para tração, 0,70 para arrebentamento e 0,76 para o rasgo. Entretanto, a correlação verificada na etapa de validação externa foi considerada inadequada, principalmente em razão das modificações introduzidas pelas características do processo produtivo.
Neste trabalho foi avaliada a potencialidade da espectroscopia no infravermelho próximo, associada à regressão por mínimos quadrados parciais, em relação à determinação de propriedades físico-mecânicas do papel industrial kraft. As propriedades avaliadas foram: resistências ao arrebentamento ou estouro, ao rasgo transversal e longitudinal, à tração transversal, à compressão SCT (Compressive Strength Tester) longitudinal e transversal e RCT (Ring Crush Test).
PARTE EXPERIMENTAL
O papel industrial utilizado para a aquisição dos espectros é proveniente de polpação kraft. A gramatura compreendeu a faixa de 115 a 440 g m-2, abrangendo variações decorrentes do processo de produção de papel. O papel foi produzido em uma fábrica papeleira do norte catarinense, sendo que os testes físicos foram feitos no Laboratório da mesma fábrica.
Os valores de referência para desenvolvimento dos modelos foram obtidos pelos métodos convencionais de determinação das propriedades físicas e mecânicas do papel seguidos pela indústria de papel e celulose, conforme normas TAPPI (Technical Association of the Pulp and Paper Industry).
As propriedades avaliadas foram:
resistência ao arrebentamento ou estouro:o equipamento mais utili-zado para determinação desse ensaio é o aparelho Müllen. Consiste em medir a pressão hidráulica aplicada necessária para produzir o estouro do material. Este procedimento seguiu as recomendações da Norma TAPPI T 807 om 99 – “Papel – Determinação da resistência ao arrebentamento”;19
resistência ao rasgo: o equipamento utilizado é um aparelho tipo pêndulo Elmendorf. Esse ensaio é a medida do trabalho necessário para o rasga-mento completo do papel, que pode ser no sentido transversal ou longi-tudinal. Este procedimento seguiu as recomendações da Norma TAPPI T 141 om 98- “Papel – Determinação da resistência ao rasgo”;19 resistência à tração: o equipamento utilizado é o dinamômetro. Para a realização desse teste, submete-se o corpo de prova a um esforço de tração uniformemente crescente até sua ruptura. Este procedimento
seguiu as recomendações da Norma TAPPI T 494 om 01 - “Papel – Determinação das propriedades de tração”;19
resistência à compressão: é medida como a força de compressão aplicada perpendicularmente ao corpo de prova. Este procedimento seguiu as recomendações da Norma TAPPI T 811 om 02 - “Papel - Resistência à compressão de coluna” e da Norma TAPPI T 822 om 02 – “Ring Crush of Paperboard”.19
Os espectros foram obtidos, a temperatura ambiente (25 ± 3 ºC), em espectrofotômetro FemWin 900 da Femto, que opera em modo de refletância difusa. Amostras de 5 x 5 x 1 cm foram diretamente colocadas no porta amostras e analisadas na faixa espectral compre-endida entre 1100 e 2500 nm, acumulando 64 varreduras. As amostras foram armazenadas em dessecador, apresentando uma umidade média da ordem de 15%.
Os modelos foram desenvolvidos a partir dos espectros de 108 amostras, enquanto que outros 30 foram reservados para validação. Para elaboração dos modelos foi utilizado o software Unscrambler versão 9.1, utilizando-se uma rotina de PLS (Partial Least Squares).
Diversos pré-processamentos de sinal foram avaliados, destacando-se primeira e segunda derivada e correção multiplicativa de sinal (MSC). RESULTADOS E DISCUSSÃO
O espectro médio e o intervalo definido pelo desvio padrão das amostras pode ser observado na Figura 1. Esta figura evidencia duas características relevantes, uma que demonstra homogeneidade do perfil espectral (inexistência de sinais diferenciados), e outra que per-mite apreciar a elevada variância registrada na intensidade dos sinais monitorados. Bandas características de materiais lignocelulósicos podem ser observadas no espectro, sinais estes que têm sido utilizados na determinação de celulose em polpas de misturas de coníferas e folhosas10 (2270 nm), hemicelulose em Eucalyptus camaldulensis17 (2276 e 2328 nm), número kappa em polpas kraft7 (1680 nm), lignina em polpas de mistura de coníferas e folhosas10 (1680 nm) e lignina em Eucalyptus camaldulensis17 (1676 nm).
Na fase de desenvolvimento dos modelos de calibração, vários sistemas de pré-processamento de sinais foram ensaiados, para cada uma das propriedades avaliadas. De maneira simultânea, modelos foram desenvolvidos com vários números de variáveis latentes, sempre na procura da condição que permitisse o menor erro de pre-visão. Como critério de avaliação foi utilizado o valor de RMSEC,
Figura 1. Espectro médio e desvio apresentado pelas amostras utilizadas na
Samistraro et al.
1424 Quim. Nova
que corresponde à raiz quadrada da média dos erros de calibração ao quadrado, parâmetro calculado de acordo com a Equação 1.
(1)
onde: y’ é o valor conhecido, y é o valor calculado e n é o número de amostras.
Tomando como exemplo o desenvolvimento de modelos multi-variados para a determinação do parâmetro “estouro”, foi possível observar que o menor valor de RMSEC é viabilizado pelo uso de 9 variáveis latentes (VLs) e pré-processamento fundamentado em segunda derivada e alisamento, esta última realizada pelo ajuste po-linomial móvel de Savitzki-Golay, utilizando-se janela de 15 pontos e polinômio de segunda ordem (Figura 2).
Trabalhando-se nestas condições, um coeficiente de correlação de 0,89 foi observado entre valores experimentais e previstos (Figura 3A), assim como uma homogênea distribuição dos resíduos (Figura 3B), para as amostras do conjunto de calibração.
Para avaliar a presença de amostras anômalas (outliers) foram uti-lizados os critérios de desvio de Student (com probabilidade de 95%) e leverage. Utilizando-se os valores limites de 2,5, para o primeiro, e 3 VL/n para o segundo (onde VL representa o número de variáveis latentes e n o número de amostras) foi possível identificar amostras anômalas, as quais foram retiradas do conjunto de calibração.
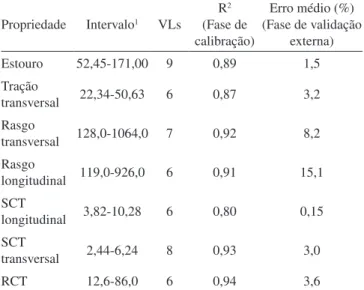
Utilizando-se modelos pré-processados por alisamento e segunda derivada e fundamentados em 6 a 9 variáveis latentes, foi possível desenvolver os melhores modelos de previsão para cada um dos pa-râmetros avaliados. Estes resultados são sumarizados na Tabela 1.
Para a propriedade de resistência ao estouro, que está direta-mente relacionada à refinação, aditivos, variações na gramatura e espessura,2 foram desenvolvidos modelos com 9 VLs. Na fase de validação, envolvendo a previsão de 30 amostras que não fizeram parte do conjunto de calibração, erros médios da ordem de 9,6 psi (RMSEV) foram observados em relação aos resultados fornecidos pelo procedimento padrão, o que representa um erro relativo médio de 1,5%. O erro médio foi calculado de acordo com Equação 2 e
fornece a relação percentual entre os valores experimentais (X) e previstos (Xi), para as amostras da fase de validação. Os valores experimentais e previstos para amostras desta fase de validação são apresentados na Figura 4.
Figura 2. Efeito do número de variáveis latentes e do tipo de
pré-processa-mento no erro de previsão na fase de calibração (RMSEC) da resistência ao estouro. Pré-Processamentos: 1: Dados centrados na média. 2: Alisamento/1ª Derivada, 3: Alisamento/2ª Derivada/Alisado(15 pontos), 3: Correção mul-tiplicativa de sinal (MSC)
Figura 3. Gráfico de valores experimentais e previstos pelo modelo
multivaria-do (A) e de desvios em função multivaria-do valor experimental (B) na determinação de resistência ao estouro para as amostras do conjunto de calibração (n=108)
A
B
Tabela 1. Principais resultados obtidos nas fases de calibração (n=108) e validação externa (n=30), para cada uma das propriedades avaliadas
Propriedade Intervalo1 VLs
R2 (Fase de calibração)
Erro médio (%) (Fase de validação
externa)
Estouro 52,45-171,00 9 0,89 1,5
Tração
transversal 22,34-50,63 6 0,87 3,2
Rasgo
transversal 128,0-1064,0 7 0,92 8,2
Rasgo
longitudinal 119,0-926,0 6 0,91 15,1
SCT
longitudinal 3,82-10,28 6 0,80 0,15
SCT
transversal 2,44-6,24 8 0,93 3,0
RCT 12,6-86,0 6 0,94 3,6
Previsão das propriedades físicas do papelkraftpor espectroscopia 1425 Vol. 32, No. 6
(2)
Para o teste de tração transversal, parâmetro influenciado pelo comprimento das fibras, a formação da folha e o grau de refinação,2- 18 o modelo foi desenvolvido com 6 VLs. Nestas condições, uma amostra se comportou como outlier, sendo eliminada do conjunto de calibração. O modelo permitiu a previsão do parâmetro com boa aproximação, com erros médios de 1,7 kgf (3,2%).
A resistência ao rasgo transversal é uma propriedade influenciada por diversos fatores, dentre os quais se destacam comprimento, espes-sura, rigidez e orientação das fibras, assim como grau de refinação e umidade.2-18 Após retirada de três amostras consideradas anômalas, os modelos permitiram erros médios de validação de 76,8 gf, o que corresponde a erros relativos de 8,2%. Na avaliação do rasgo longitudinal, quatro amostras se comportaram como outliers, sendo eliminadas da fase de calibração. Nestas condições, erros médios de 72,4 kgf foram observados (15,1%).
Na avaliação da resistência á compressão longitudinal e trans-versal (SCT) três amostras se comportaram como outliers. Os erros médios de previsão foram de 0,62 e 0,39 Kn/m, o que representa erros relativos de 0,15 e 3,0%, respectivamente.
Finalmente, na avaliação da propriedade de resistência à compres-são (RCT ) sete amostras foram retiradas do modelo de calibração por se comportarem como outliers. O erro médio de previsão foi de 4,0 kgf, o que corresponde a erro relativo de 3,6%.
De maneira geral, observa-se que todos os modelos multivariados desenvolvidos permitiram uma boa aproximação na previsão das propriedades de interesse, em relação aos valores proporcionados pelas técnicas padrão. Adicionalmente, a obtenção de coeficientes de correlação entre 0,80 e 0,94 pode ser considerada satisfatória, principalmente levando-se em consideração trabalhos similares, recentemente publicados na literatura especializada.14- 16
A boa correlação observada entre os parâmetros de interesse e os dados espectrais não é surpresa, uma vez que as características que in-fluenciam os parâmetros aqui avaliados são uma função das propriedades químicas apresentadas pelas fibras de celulose, grande parte das quais são evidenciadas na informação espectral proporcionada pelo NIR.
A refinação, por exemplo, é um processo que determina muitas propriedades mecânicas apresentadas pelas fibras de celulose. Pro-movendo o esgarçamento e a fibrilação da parede primária da fibra, o processo provoca a liberação de grupos hidroxila sobre a superfície externa da fibra e a absorção de água, mudanças estruturais identifi-cadas na espectroscopia NIR.
CONCLUSÃO
De maneira geral, os resultados demonstram a potencialidade da espectroscopia no Infravermelho Próximo (NIR) em relação à avaliação das propriedades físicas do papel industrial kraft.
Os modelos elaborados permitiram a obtenção de resultados que apresentam boa concordância com os valores proporcionados pelos pro-cedimentos padrão, apresentando coeficientes de correlação similares aos apresentados na literatura para avaliação de propriedades similares. REFERÊNCIAS
1. Smook, G. A.; Handbook for Pulp and Paper Technologists, Tappi Press: Atlanta, 1989.
2. D’Almeida, M. H. O.; Celulose e Papel, Tecnologia de Fabricação da Pasta Celulósica, SENAI-IPT: São Paulo, 1981.
3. Sanjuan, D. R.; Obtención de Pulpas y Propiedades de las Fibras para Papel, Guadalajara: México, 1997.
4. http://www.eucalyptus.com.br/capitulos/PT03_fibras, acessada em Março 2007.
5. Williams, P.; Norris, K.; Near-Infrared Technology in Agricultural and Food Industries. 2nd ed., American Association of Cereal Chemistry: St.
Paul, 2001.
6. Pasquini, C.; J. Braz. Chem. Soc. 2003, 14, 198.
7. Olsson, R. J. O.; Tomani, P.; Karlsson, M.; Joseffson, T.; Sjoberg, K.; Bjorklund, C.; Tappi J. 1995, 78, 158.
8. Wright, J. A.; Birkett, M. D.; Gambino, M. J. T.; Tappi J. 1990, 73, 209. 9. Birkett, D. M.; Gambino, M. J. T.; Tappi J. 1989, 72, 193.
10. Easty, D. B.; Berben, S. A.; Dethomas, F.; Brimmer, P. J.; Tappi J. 1990, 73, 257.
11. Schimleck, L. R.; Michell, A. L.; Tappi J. 1999, 81, 229.
12. Antii, H.; Alexanderson, D.; Sjostrom, M.; Wallbacks, L.; Tappi J. 2000, 83, 102.
13. Skoglund, A.; Kessler, W.; Kessler, R. W.; Brundin, A.; Mandenius, C. F.; Chemom. Intell. Lab. Syst. 2004, 70, 129.
14. Caldeira, A. F.; Rocha, A. P. da; Santos, C. V. C.; Almeida. C.; Patelli, J. E.; Calvosa, P. S. P.; Sacon, V.; Resumos do 39th Congresso Anual da Associação Brasileira Técnica de Celulose e Papel, São Paulo, Brasil, 2006.
15. Pasquini, C.; Carneiro, C. J. G.; Bomfim, P. M.; Resumos do 39th Congresso Anual da Associação Brasileira Técnica de Celulose e Papel, São Paulo, Brasil, 2006.
16. Nisgoski, S.; Tese de Doutorado. Universidade Federal do Paraná, Brasil, 2005.
17. Terdwongworakul, A.; Punsuwan, V.; Thanapase, W.; Tsuchikawa, S.; J. Wood Sci. 2005, 51, 167.
18. Garcia, T. E.; Evaluación de la Calidad en Pulpa, Papel y Cartón. El concepto de Calidad Total, Guadalajara: México, 2002.
19. TAPPI; Test Methods 2002-2003, Tappi Press: Atlanta, 2002.
Figura 4. Gráfico de valores experimentais e previstos pelo modelo