CONTROLE ESTATÍSTICO DO PROCESSO – VARIÁVEIS ( CEPV)
É um método preventivo de se comparar continuamente os resultados de um processo com o padrões, identificando, a partir de dados estatísticos, as tendências para variações significativas, eliminar e ou controlar as variações com o objetivo de reduzir cada vez mais essas variações.
DETECÇÃO
__________________________________________________________________________________
____
PREVENÇÃO
PORQUE TRABALHAR COM AS MÉDIAS DAS MÉDIAS
Existe um teorema da estatística, conhecido como “TEOREMA DO LIMITE CENTRAL”, segundo o qual:
1º - O parâmetro ( µ ) média, poderá ser estimado se tirarmos seguidas amostras de tamanho ( n ) dessa população e calcularmos suas médias amostrais ( ) lê-se ( x barra ). A média de todas essas médias amostrais ( ) lê-se (x barra barra), será um estimador direto de ( µ ).
2º - O parâmetro (
s
) desvio padrão do lote, poderá ser estimado se calcularmos o desvio padrão dessas média de mostrasde
tamanho ( n ) sabendo-se que esse desvio padrão
𝜎
"̅( sigma x-barra ) é menor que a distribuição dos indivíduos
proporcionalmente ao recíproco da raiz quadrada do tamanho da amostra.PROCESSO PRODUTO
ACABADO INSPEÇÃO CLIENTE
RETRABALHO / REFUGO
OK REJ AJUSTA PROCESSO
PROCESSO
MEDIÇÃO E MONITORAMENTO PROCESSO / PRODUTO
INSPEÇÃO CLIENTE
RETRABALHO / REFUGO
OK REJ AÇÕES CORRETIVAS / AÇÕES PREVENTIVAS
MELHORIA CONTÍNUA
x
x
DISTRIBUIÇÃO DE INDIVÍDUOS DISTRIBUIÇÃO DAS
MÉDIAS
𝑥̅ =
∑ 𝑥
𝑛 𝑥̿ =
∑ 𝑥̅
𝑄
σ
,-≅
√n
σ
/ 𝑄 = 𝑄𝑢𝑎𝑛𝑡𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝑎𝑚𝑜𝑠𝑡𝑟𝑎𝑠m.a.perissinotto –
CEPV
-
2
ESTABELECIMENTO DOS LIMITES
Quando estabelecemos ±3𝜎!̅ , como dispersão em torno da média, estamos estabelecendo um intervalo de confiança de 99,73% para média da população ( µ ).
Isso significa que, enquanto as médias das amostras (𝑥̅) estiverem dentro do intervalo 6𝜎!̅ , alternadamente 3 Para cima e 3 para baixo da média das médias (𝑥̿), teremos que:
a) o processo esta sob controle estatístico, ou seja, sujeito apenas às variações aleatórias inerentes ao processo;
b) a média da distribuição populacional não se alterou.
Por outro lado, se pontos ( x ), “ cairem “ fora dos limites ou apresentarem tendências, teremos:
c) o processo esta sofrendo variações causais, que precisam ser determinadas e corrigidas;
d) a distribuição populacional esta se alterando, podendo ocorrer peças fora do especificado.
CAUSAS ESPECIAIS DE VARIAÇÃO
RESPONSABILIDADE
AÇÃO
EFEITO
OPERADOR
NO LOCAL DE TRABALHO
15% DOS PROBLEMAS
Estas causas são específicas de algum trabalhador, um sinal estatístico o detecta que o trabalhador pode descobrir e corrigir
CAUSAS COMUNS DE VARIAÇÃO
RESPONSABILIDADE
AÇÃO
EFEITO
GERÊNCIA
NO SISTEMA
85% DOS PROBLEMAS
Estas causas permanecem no sistema enquanto não forem eliminadas pela gerência.
TIPOS DE GRÁFICOS
** A carta de individuais é normalmente utilizada quando temos inspeção muito cara ( ex. teste destrutivo ),no entanto devemos atentar para o seguinte:
a) Uma análise cuidadosa é necessária quando a distribuição não for simétrica, ou seja, uma assimetria pode indicar causas especiais que não existem
b) Para determinação das amplitudes devemos considerar o par sucessivo de leituras, portanto teremos sempre uma amplitude a menos do que o número de leituras, ou o número de médias.
𝒙B 𝒆 𝒔
lê-se ( x barra, s )
®
carta: média / desvio padrão
𝒙B 𝒆 𝑹
lê-se ( x barra, R )
®
carta: média / amplitude
𝒙F 𝒆 𝑹
lê-se ( x til, R )
®
carta: mediana / amplitude
CONSTRUÇÃO DA CARTA
Metodologia a ser seguida para construção das cartas
COLETA
DE
DADOS
CÁLCULO
DOS
LIMITES
ANÁLISE DA
ESTABILIDADE
AÇÃO
NO
LOCAL
NÃO ESTÁVEL
ANÁLISE
DA
CAPACIDADE
AÇÃO
NO
SISTEMA
ESTÁVEL
CAPAZ
CONTROLE CONTÍNUO PROCESSO / PRODUTO
O processo está sob controle, i.é, a médianão se altera
m.a.perissinotto –
CEPV
-
4
CÁLCULOS DOS LIMITES DOS VÁRIOS TIPOS DE CARTAS
𝑳𝑺𝑪
𝒙B= 𝒙J + 𝑨
𝟐× 𝑹B
𝑳𝑺𝑪
𝑹= 𝑫
𝟒× 𝑹B
𝑳𝑴𝒙B
= 𝒙J
𝑳𝑴
𝑹= 𝑹B
𝑳𝑰𝑪𝒙B
= 𝒙J − 𝑨𝟐
× 𝑹B
𝑳𝑰𝑪𝑹
= 𝑫𝟑
× 𝑹B
𝑳𝑺𝑪
𝒙B= 𝒙J + 𝑨
𝟑× 𝒔-
𝑳𝑺𝑪
𝑹= 𝑩
𝟒×
𝒔-𝑳𝑴
𝒙B= 𝒙J
𝑳𝑴
𝒔=
𝒔-𝑳𝑰𝑪
𝒙B= 𝒙J − 𝑨
𝟑× 𝒔-
𝑳𝑰𝑪
𝑹= 𝑩
𝟑×
𝒔-𝑳𝑺𝑪
𝒙B= 𝒙BV + 𝑨
𝟒× 𝑹B
𝑳𝑺𝑪
𝑹= 𝑫
𝟒× 𝑹B
𝑳𝑴
𝒙F= 𝒙BV
𝑳𝑴
𝑹= 𝑹B
𝑳𝑰𝑪
𝒙B= 𝒙BV − 𝑨
𝟑× 𝑹B
𝑳𝑰𝑪
𝑹= 𝑫
𝟑× 𝑹B
𝑳𝑺𝑪
𝒙= 𝒙B + 𝑬
𝟐× 𝑹B
𝑳𝑺𝑪
𝑹= 𝑫
𝟒× 𝑹B
𝑳𝑴
𝒙= 𝒙B
𝑳𝑴
𝑹= 𝑹B
𝑳𝑰𝑪
𝒙= 𝒙J − 𝑬
𝟐× 𝑹B
𝑳𝑰𝑪
𝑹= 𝑫
𝟑× 𝑹B
𝒙B, 𝑹
MÉDIA
AMPLITUDE
𝐴#, 𝐷$,𝐷%= 𝑇𝐴𝐵𝐸𝐿𝐴𝐷𝑂𝑆 → 𝐿𝑒𝑚𝑏𝑟𝑎𝑛𝑑𝑜 → 𝑥̿ =∑ 𝑥̅𝑄 ; → 𝑅& - =∑ 𝑅𝑄&
𝒙B, 𝑺
MÉDIA
DESVIO PADRÃO
𝐴$, 𝐵$, 𝐵%= 𝑇𝐴𝐵𝐸𝐿𝐴𝐷𝑂𝑆 → 𝐿𝑒𝑚𝑏𝑟𝑎𝑛𝑑𝑜 → 𝑠 = e∑(𝑥 − 𝑥̅) #
𝑛 − 1 → 𝑠̅ =∑ 𝑠𝑄&
𝒙F, 𝑹
MÉDIANA
AMPLITUDE
𝐴%, 𝐷$,𝐷%= 𝑇𝐴𝐵𝐸𝐿𝐴𝐷𝑂𝑆 → 𝐿𝑒𝑚𝑏𝑟𝑎𝑛𝑑𝑜 → 𝑥g̅ =∑ 𝑥g𝑄 ; → 𝑅& - =∑ 𝑅𝑄&
𝒙, 𝑹
MÉDIA INDIVIDUAL
AMPLITUDE
𝐸#, 𝐷$,𝐷 = 𝑇𝐴𝐵𝐸𝐿𝐴𝐷𝑂𝑆 → 𝐿𝑒𝑚𝑏𝑟𝑎𝑛𝑑𝑜 → 𝑥̅ =∑ 𝑥𝑄 → 𝑅& - =∑ 𝑅𝑄&
TABELA DE FATORES PARA CÁLCULO DOS LIMITES
n*
d
2B3
B4
D
3D
4A
2A
3A
4E2
2
1,128
-
3,267
-
3,267
1,880
2,659
1,880
2,660
3
1.693
-
2,568
-
2,574
1,023
1,954
1,187
1,772
4
2,059
-
2,266
-
2,292
0,729
1,628
0,796
1,457
5
2,326
-
2,089
-
2,114
0,577
1,427
0,691
1,290
6
2,534
0,030
1,970
-
2,004
0,483
1,287
0,548
1,184
7
2,704
0,118
1,882
0,076
1,924
0,419
1,182
0,508
1,109
8
2,847
0,185
1,815
0,136
1,864
0,373
1,099
0,433
1,054
9
2,970
0,239
1,761
0,184
1,816
0,337
1,032
0,412
1,101
10
3,078
0,284
1,716
0,223
1,777
0,308
0,975
0,362
0,975
11
3,173
0,321
1,679
0,256
1,744
0,285
0,927
-
-
12
3,258
0,354
1,646
0,283
1,717
0,266
0,886
-
-
13
3,336
0,382
1,618
0,307
1,693
0,249
0,850
-
-
14
3,407
0,406
1,594
0,328
1,672
0,235
0,817
-
-
15
3,472
0,428
1,572
0,347
1,653
0,223
0,789
-
-
16
3,532
0,448
1,552
0,363
1,637
0,212
0,763
-
-
17
3,588
0,466
1,534
0,378
1,622
0,203
0,739
-
-
18
3,640
0,462
1,518
0,391
1,608
0,194
0,718
-
-
19
3,689
0,497
1,503
0,403
1,597
0,187
0,698
-
-
20
3,735
0,510
1,490
0,415
1,585
0,180
0,690
-
-
21
3,778
0,523
1,477
0,485
1,575
0,173
0,663
-
-
22
3,819
0,534
1,466
0,434
1,566
0,167
0,647
-
-
23
3,858
0,545
1,455
0,443
1,557
0,162
0,633
-
-
24
3,895
0,555
1,445
0,451
1,549
0,157
0,619
-
-
25
3,931
0,565
1,435
0,459
1,541
0,135
0,606
-
-
*n = número de itens de cada amostra
CONSTRUÇÃO DAS CARTAS
1º passo:a) COLETA DE DADOS
As cartas 𝑿 B e R , em pares, são desenvolvidas a partir de mensurações de determinada característica do resultado de um processo. Os dados são relatados em pequenos subgrupos de tamanho constante.
b) TAMANHO DO SUBGRUPO
Para o estudo inicial de um processo, os subgrupos podem ser constituídos de 4 ou 5 peças produzidas consecutivamente em um único fluxo de processo, ou seja, produzidas sob condições de produção muito parecidas ( uma ferramenta, um cabeçote, uma matriz de fundição, etc.)
c) FREQUÊNCIA DO SUBCRUPO
O objetivo é detectar continuamente as modificações de um processo. Os subgrupos devem ser coletados com suficiente frequência e, nos instantes apropriados, para que mostrem todas as modificações em potencial, tais como: turno de trabalho, operador substituto, lotes de material, etc. Essa frequência poderá ser de por exemplo, a cada hora, a cada meia hora, duas vezes por turno, etc. À medida que o processo adquire estabilidade, ou à medida que é aperfeiçoado, o período de tempo entre cada subgrupo pode ser aumentado.
d) QUANTIDADE DE SUBGRUPOS
Uma quantidade suficiente de subgrupos deverão ser coletados para garantir que as mais importantes fontes de variação tenham oportunidade de aparecer, 25 ou mais subgrupos, contendo cem ou mais leituras individuais permitem um bom teste de estabilidade.
m.a.perissinotto –
CEPV
-
6
2º passo: A cada amostra coletada calcular a média e o parâmetro de dispersão
3º passo: Após completar 25 ou mais amostras, calcular os limites de controle.
4º passo: Construir os gráficos escolhendo uma escala adequada e indicando os respectivos limites ( com linhas tracejadas) e os pontos médios ( com linhas contínuas ).
OBS.:
ESCALA PARA A CARTA DAS MÉDIAS:
Como orientação pode-se considerar, o “range”:
COMO O DOBRO DA DIFERENÇA ENTRE A MAIOR E A MENOR MÉDIA DOS SUBGRUPOS.
ESCALA PARA A CARTA DOS PARÂMETROS DE DISPERSÕES:
â Como orientação pode-se considerar, o “range”:
COMO O DOBRO DA MAIOR AMPLITUDE.
NA PRÁTICA TAMBÉM PODE-SE UTILIZAR:
Êpara a menor divisão da escala das dispersões o dobro do valor equivalente da carta das médias.
( EX.: CARTA DAS MÉDIAS = 0,1 mm = CARTA DAS DIRPERSÕES = 0,2mm )
ATENÇÃO: A escala escolhida não deve ser dificultosa para o operador plotar os pontos,
p.ex.: menor unidade 0,12 e, a média ou amplitude com 0,03 ou 0,17, etc.
5º passo:
Marcar no gráfico ( plotar ) todos os pontos de cada sub grupo.
Carta das
Amplitudes
Carta das
Médias
O processo é capaz e está sob controle
O processo é capaz porém está fora de controle
O processo é incapaz, porém está sob controle
6º passo:
Unir os pontos plotados nas duas cartas. Essa união dos pontos permite uma maior legibilidade
7º passo:
Analisar os gráficos. Interpretação dos pontos. Em primeiro lugar devemos analisar as projeções da carta de parâmetros de dispersões. Normalmente a solução do problema representa a fase mais difícil e mais demorada pois envolve processo e pessoas, portanto, meticulosidade, paciência, perspicácia, compreensão e principalmente conhecimentos técnicos são qualidades necessárias para planejar as ações corretivas.
Não esquecer que a cada interferência para ajustar o processo, a produção para, isso pode significar lucro cessante.
Ponto situado acima do limite superior de controle, pode ser:
a) Os limites de controle ou o ponto projetado foram calculados de forma incorreta, ou a projeção não foi feita corretamente; b) A variabilidade peça-a-peça ou a dispersão da distribuição aumentou ( ou seja piorou) tanto naquele ponto, num certo instante, ou pode significar o início de uma tendência , ou
c) O sistema de medição foi modificado ( por ex.: outro inspetor, outro instrumento.).
Ponto situado abaixo do limite inferior ...
a) Os limites de controle ou o ponto projetado foram calculados de forma incorreta, ou a projeção não foi feita corretamente; b) A dispersão da distribuição diminuiu ( ou seja, melhorou), ou aumentou ( ou seja, piorou)
c) O sistema de medição foi modificado ( por ex.: outro inspetor, outro instrumento.). d) Os dados podem ter sido “corrigidos” ou alterados.
a) Os limites de controle ou o ponto projetado foram calculados de forma incorreta, ou a projeção não foi feita corretamente; b) O processo e ou método de amostragem podem ter sido estratificados, por ex.: oriundas de máquinas diferentes.
c) Os dados podem ter sido “corrigidos” ou alterados.
𝜎
"̅=
𝑑
𝑅-i
FORA DE CONTROLE
- Acima de 2/3 dos pontos próximos da LM ( + - 1s )
( aprox. 17 ptos em 25 )
FORA DE CONTROLE
-Pontos além dos limites
SOB CONTROLE
- Todos os pontos dentro dos limites de controle
Para encontrarmos o primeiro terço médio: (estudo ±3s )
LSC – LM / 3, ou
LSC – LIC / 6
𝐴
i=
3
√𝑛
×
𝑅-𝑑
i1
2
LSC
m.a.perissinotto –
CEPV
-
8
a) Os limites de controle ou o ponto projetado foram calculados de forma incorreta, ou a projeção não foi feita corretamente; b) O processo e ou método de amostragem podem ter sido estratificados,
por ex.: oriundas de lotes de matéria prima misturadas.
a) Os limites de controle ou o ponto projetado estavam errados;
b) A dispersão da distribuição diminuiu ( ou seja, melhorou), ou aumentou ( ou seja piorou) c) O sistema de medição foi modificado;
d) Os dados podem ter sido “corrigidos” ou alterados.
Um deslocamento para cima da linha média, ou uma tendência ascendente, pode ser:
a) Os limites de controle ou o ponto projetado estavam errados;
b) A dispersão da distribuição diminuiu ( ou seja, melhorou), ou aumentou ( ou seja piorou) c) O sistema de medição foi modificado;
d) Os dados podem ter sido “corrigidos” ou alterados.
Um, deslocamento para baixo da linha média, ou uma tendência descendente, pode ser:
a) Dispersão menor dos resultados que é uma boa condição, devendo ser estudada para aplicação mais ampla; b) Uma alteração no sistema de medição que mascara as verdadeiras altetrações.
a) Uma alteração no sistema de medição que mascara as verdadeiras altetrações. b) Os pontos projetados estavam errados.
c) Os dados podem ter sido “corrigidos” ou alterados.
Quando se realiza um estudo inicial do processo, deve-se calcular os limites e eliminar os pontos de não controle, cujas causas especiais já tenham sido definidas e corrigidas, para então recalcular os novos limites repetindo a sequência:
FORA DE CONTROLE
- Acima de 2/3 dos pontos próximos dos limites nas faixas entre ( + - 2s ) e ( + - 3s )
FORA DE CONTROLE
- Pontos so acima ou só abaixo da LM ( 7 consecutivos ou 10 em 11 ou 12 em 14 )
FORA DE CONTROLE
- Longa tendência crescente ou decrescente
FORA DE CONTROLE - Pontos próximos dos limites
( 2 em 5 consecutivos )
4
5
6
3
A exclusão de subgrupos que representam instabilidade não é somente “ jogar fora” maus dados , por isso é aconselhável investigar todos os pontos de “não controle” com indícios prováveis de causas especiais, porém deve-se admitir também que poderiam ter sido causados pelo sistema e qualquer ação corretiva poderia aumentar a variabilidade total do resultado do processo
NOVOS CÁLCULOS
Na análise dos gráficos é preciso ter cuidado quanto a “boca do sino”, na distribuição dos individuais, pode parecer numa primeira análise que o processo não é capaz, no entanto como o desvio padrão dos indivíduos 𝜎! é maior que o desvio padrão das médias 𝜎!̅, é normal essa configuração.
Lembrando:
LM - Linha Média
LSC – Limite Superior de Controle
LIC – Limite Inferior de Controle
LSE – Limite Superior Especificado
LIE – Limite Inferior Especificado
Distribuição da População
Distribuição das Médias das Amostras
𝜎
"̅=
𝜎
"m.a.perissinotto -
CEPV
-10
x6,71
R 0,177
Data / Hora 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
1 (6,xx) 65 75 75 60 70 60 75 60 65 60 80 85 70 65 90 75 75 75 65 60 50 60 80 65 65 2 (6,xx) 70 85 80 70 75 75 80 70 80 70 75 75 70 70 80 80 70 70 65 60 55 80 65 60 70 3 (6,xx) 65 75 80 70 65 75 70 80 85 60 90 85 75 85 80 75 85 60 85 65 65 65 75 65 70 4 (6,xx) 65 85 70 75 85 85 75 75 85 80 50 65 75 75 75 80 70 70 65 60 80 65 65 60 60 5 (6,xx) 85 65 75 65 80 70 70 75 75 65 80 70 70 60 85 65 80 60 70 65 80 75 65 70 65 Média 70 77 76 68 75 73 74 72 78 67 75 76 72 71 82 75 76 67 70 62 66 69 70 64 66 #
## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## # R (0,xx) 20 20 10 15 20 25 10 20 20 20 40 20 05 25 15 15 15 15 20 05 30 20 15 10 10 # 0,2 ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## #
LIMITES PARA A PRÓXIMA CARTA #
# # # Exercício: Fase 10 -
Dim. 6,70
±
0,10 mm -
1ª carta
0
6,817
0,373
LSC LIC
6,612
LSC LIC
Amostra de 5 peças Unidades por 1h
6,45
6,50
6,55
6,60
6,65
6,70
6,75
6,80
6,85
6,90
6,95
MÉDIAS
1
00
10
20
30
40
50
AMPLITUDES4
5
2
1
DIÁRIO DE BORDO
Na “data 11”, feito ajuste do encosto, lateral.
Na “data 15”, feita a troca das molas de localização
RECALCULAR OS LIMITES PARA A PRÓXIMA CARTA:
Expurgos
'X( Quantidade= 𝒏𝒐𝒗𝒐 𝚺 𝒙/ novo Q 𝑳𝑴𝒙/ 𝑳𝑺𝑪𝑿/ 𝑳𝑰𝑪𝑿/
Valor Total=
' 𝑹 Quantidade= 𝒏𝒐𝒗𝒐 𝚺 𝑹/ novo Q 𝑳𝑴𝑹 𝑳𝑺𝑪𝑹 𝑳𝑰𝑪𝑹
Valor Total=
CÁLCULO DOS PARÂMETROS PARA A PRÓXIMA CARTA –
(dados pág. anterior)
1
xl = ∑ 8(9 =2
RB = ∑ :9 =3
σ8(= ;:/< =4
Desvio padrão da população σ8= σ8(× √n =5
LSC8(= xl + A#RB =6
LM8(= xl =7
LIC8(= xl − A#RB =8
LSC:= D%RB =9
LM:= RB =10
LIC:= D$RB =11
Z=>?.= 8AB CDEFG/ = Pz =12
ZHIJ.= CKEB 8AFG/ = Pz =
13
ICP = LMC.NFG/ =14
CJO= PQíSTQU$ =15
1V 1 3w médio → x- = CKWBCDW
N = 𝑀!̅= 𝑥̿ + 1º 1 3` M=
𝑚!̅= 𝑥̿ − 1º 1 3` m=
16
1V 1 3w médio → RB = CKWBCc
$ = 𝑀d= 𝑅( + 1º 1 3` M=
𝑚d= 𝑅( − 1º 1 3` m=
m.a.perissinotto -
CEPV - 12
Amostra de 5 peças Unidades por ½ hora
9,134
Data / Hora 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 1 (9,xx) 18 16 20 18 18 22 16 14 12 02 14 14 00 18 18 04 18 18 16 18 10 02 00 20 06 2 (9,xx) 16 20 08 04 20 18 08 14 08 16 16 18 06 00 14 18 14 06 14 16 20 02 14 14 02 3 (9,xx) 16 18 12 18 26 20 12 08 14 18 14 18 00 18 18 14 18 16 18 20 20 06 18 14 08 4 (9,xx) 16 24 18 18 00 18 18 16 12 06 18 14 14 10 18 16 12 20 18 02 10 18 10 02 16 5 (9,xx) 18 12 18 18 16 16 10 08 14 10 00 06 08 20 18 16 12 16 18 20 02 18 00 14 04
Média (9,xx) 17 18 15 15 16 19 13 12 12 10 12 14 06 13 17 14 15 15 17 15 12 09 08 13 07 03,35 00,13408 ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ##
R (0,xx) 02 12 12 14 26 06 10 10 12 22 16 20 20 10 04 14 10 14 08 18 18 16 18 12 14 03,380 00,1352
Trabalho - Fase-10 - Usinagem diâmetro = 9,00 ± 0,2 1ª carta
9,056 9,212
00
10
20
30
40
50
AMPLITUDES 6,00
6,05 6,10 6,15 6,20 6,25 6,30
MÉDIAS
�𝒙𝒙�𝑹𝑹
𝑳𝑳𝑳𝑳𝑳𝑳�𝒙𝒙 𝑳𝑳𝑳𝑳𝑳𝑳�𝒙𝒙
SE NECESSÁRIO RECALCULAR OS LIMITES PARA A PRÓXIMA CARTA:
Expurgos
'X( Quantidade= 𝒏𝒐𝒗𝒐 𝚺 𝒙/ novo Q 𝑳𝑴𝒙/ 𝑳𝑺𝑪𝑿/ 𝑳𝑰𝑪𝑿/
Valor Total=
' 𝑹 Quantidade= 𝒏𝒐𝒗𝒐 𝚺 𝑹/ novo Q 𝑳𝑴𝑹 𝑳𝑺𝑪𝑹 𝑳𝑰𝑪𝑹
Valor Total=
CÁLCULO DOS PARÂMETROS PARA A PRÓXIMA CARTA –
(dados pág. anterior)
1
xl = ∑ 8(9 =2
RB = ∑ :9 =3
σ8(= ;:/< =4
Desvio padrão da população σ8= σ8(× √n =
5
LSC8(= xl + A#RB =6
LM8(= xl =7
LIC8(= xl − A#RB =8
LSC:= D%RB =9
LM:= RB =10
LIC:= D$RB =11
Z=>?.= 8AB CDEFG/ = Pz =12
ZHIJ.= CKEB 8AFG/ = Pz =
13
ICP = LMC.NFG/ =14
CJO= PQfSUg$ =15
1V 1 3w médio → x- = CKWBCDW
N = 𝑀!̅= 𝑥̿ + 1º 1 3` M=
𝑚!̅= 𝑥̿ − 1º 1 3` m=
16
1V 1 3w médio → RB = CKWBCc
$ = 𝑀d= 𝑅( + 1º 1 3` M=
𝑚d= 𝑅( − 1º 1 3` m=
DIÁRIO DE BORDO
Data- 1 – Ajuste do encosto
Data- 6 – Troca de material RI-215/16 Data- 13 – Troca de ferramenta Data- 14 – Polimento da face do Came Data- 19 – Troca do Instrumento de medição de MIC-43 (resol. 0,01mm) para o PQ-21( resol. 0,02mm)
m.a.perissinotto –
CEPV
-
14
ICP – ÍNDICE DE CAPACIDADE DO PROCESSO
(potencial)
É a verificação da sintonia entre o resultado do processo e as especificações do produto. Na carta de controle é avaliado o comportamento das médias das amostras em relação ao desvio padrão das amostras ( 𝜎!̅ ).
Esse mesmo desvio padrão é utilizado para o cálculo do ICP ( Índice de Capacidade do Processo).
Contudo ainda se faz necessária a comparação da capacidade do processo com a especificação do produto. Portanto na avaliação da “ capabilidade ” a verificação se faz:
entre os limites naturais do processo =
LSC
( Limite Superior de Controle), /LIC
(Limite Inferior de Controle ) e, os limites de especificação =LSE
( Limite Superior Especificado),LIE
(Limite Inferior Especificado ).Um processo é considerado capaz quando 99,73% das peças se situam entre os limites naturais do processo (𝑥̿ ± 3𝜎!).:
Isso significa que 99,994% das peças se situam entre os limites naturais do processo, ou seja, 1 peça rejeitada em 17000 produzidas. Nessas condições o 𝜎!̅ deverá ser igual ou menor a 1/8 da tolerância especificada. De qualquer forma antes de determinarmos a capacidade do processo é necessário que o mesmo esteja sob controle estatístico, ou seja, sujeito apenas a variações aleatórias ( Distribuição Normal ). Um processo é considerado satisfatório quando o “ICP” for maior do que 100%, normalmente procura-se atingir no mínimo 150%, onde o processo é dito “excelente”.
Dependendo do ICP encontrado, podemos classificar o processo em:
ICP ³ 150 % 100 A 149 % 75 A 99 % < 75 %
classe EXCELENTE CAPAZ INCAPAZ TOTALM. INCAPAZ
inspeção pelo operador NORMAL NORMAL FREQUENTE 100%
inspeção pelo CQ RARA NORMAL FREQUENTE ALTA FREQUÊNCIA
carta de controle DESNECES. OPCIONAL NECESSÁRIO NECESSÁRIO
gráfico do farol NECESSÁRIO NECESSÁRIO NÃO UTILIZAR
Cpk - CENTRALIZAÇÃO DA MÉDIA DO PROCESSO
(desempenho)
Cpk é a distância, em unidades de “desvio padrão”, que a média do processo ( 𝑥̅ ), se situa em relação aos limites especificados.
Um processo será considerado “estável” e “sob controle”, se e somente se, APRESENTar uma curva estreita (ICP alto ≥ 150%) e, estiver centrado dentro das especificações ( Cpk alto ≥ 1,0)
𝐈𝐂𝐏 =
𝟖 × 𝛔
𝐓𝐎𝐋.
𝐱-
× 𝟏𝟎𝟎
𝐈𝐂𝐏 =
𝟔 × 𝛔
𝐓𝐎𝐋.
𝐱-
× 𝟏𝟎𝟎
No início de qualquer processo o estudo se faz considerando ± 4 sx
, então
𝑪𝒑𝒌 =
𝒁
𝒎í𝒏𝟑 ≥ 𝟏, 𝟎
𝑪𝒑𝒌 =
𝒁
𝒎í𝒏𝟑 ≥ 𝟏, 𝟑𝟑
𝑪𝒑𝒌 =
𝒁
𝒎í𝒏𝟑 ≥ 𝟏, 𝟔𝟕
Significa que o processo está com o desempenho, no mínimo, de ±𝟑𝝈
Significa que o processo está com o desempenho, no mínimo, de ±𝟒𝝈
Significa que o processo está com o desempenho, no mínimo, de ±𝟓𝝈
verificação do processo comparando-se os
“
2
”
parâmetros
LIE
IT = 10
LSE
ICP=0,44
ICP=2,0
ICP=1,0
ICP=1,33
ICP=2,0
ICP=2,0
Cpk=0,4
Cpk=1,0
Cpk=1,33
Cpk=2,0
Cpk=1,0
Cpk=0,67
POTENCIAL
DESEMPENHO
1,3
3
1,3
3
4
4
80%
-
s
x=3,8
99,73%
-
s
x=1,67
99,994%
-
s
x=1,25
s
x=0,833
s
x=0,833
s
x=0,833
m.a.perissinotto –
CEPV
-
16
EXEMPLO:
ESTUDO E ANÁLISE DA CARTA
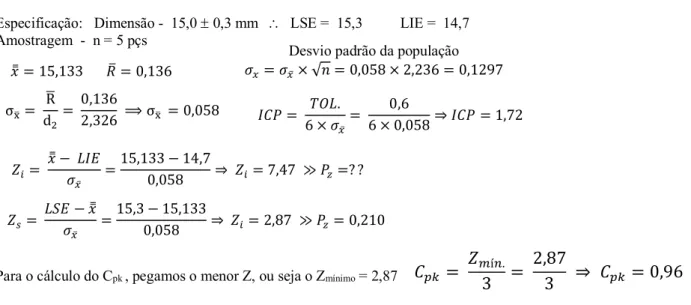
Especificação: Dimensão - 15,0 ± 0,3 mm \ LSE = 15,3 LIE = 14,7
Amostragem - n = 5 pçs
Þ
Para o cálculo do Cpk , pegamos o menor Z, ou seja o Zmínimo = 2,87
Nesse estudo percebemos que o processo é capaz, logo o desvio padrão é adequado, a atenção fica por conta da centralização do processo. Supondo que, após várias interferências no processo se consiga uma média igual a 15,0mm.
A sequência do estudo, de CEP, consiste, no fechamento de cada carta, nas possibilidades de melhoria até que o processo se estabilize.
O objetivo é atingir os ±6𝜎, utilizando-se toda e qualquer ferramenta aplicável para se alcançar esse objetivo.
GRÁFICO DO FAROL
Essa metodologia tem o propósito primeiro de manter o monitoramento do processo e, segundo de transferir ao executor do trabalho a responsabilidade de julgar a qualidade do mesmo em relação aos padrões e especificações.
O Gráfico do Farol também tem o objetivo de permitir, a um custo menor, a continuidade do monitoramento do processo e do produto.
Para a aplicação do Gráfico do Farol é preciso que o processo atenda obrigatoriamente os requsitos abaixo: a) O processo esteja sob controle estatístico, ou seja só apresentem variações aleatórias;
b) De preferência que o processo apresente ICP maior ou igual a 150%
NB.– Para processos com ICP ≥150%, é interessante trabalhar com sub-lotes.
σ8(= dRB #=
0,136
2,326 ⟹ σ8( = 0,058 𝐼𝐶𝑃 = 𝑇𝑂𝐿. 6 × 𝜎!̅=
0,6
6 × 0,058 ⇒ 𝐼𝐶𝑃 = 1,72
𝑍h= 𝑥̿ − 𝐿𝐼𝐸𝜎 !̅ =
15,133 − 14,7
0,058 ⇒ 𝑍h= 7,47 ≫ 𝑃i=? ?
𝐶
¡¢=
𝑍
£í¤.3 =
2,87
3 ⇒ 𝐶
¡¢= 0,96
𝑥̿ = 15,133 𝑅- = 0,136
Desvio padrão da população
𝜎!= 𝜎!̅× √𝑛 = 0,058 × 2,236 = 0,1297
RESULTADO
Þ
O processo é CAPAZ ( ICP = 172 ), porém esta FORA DE CONTROLE ( Cpk = 0,96)𝑍h= 𝑍j= 15,0 − 14,70,058 = 5,17
Para termos
um
resultado
confiável
são
necessários:
a) Aplicabilidade tecnológica do processo Preferencialmente aplicação em processos mais simples ex.: Tornear, furar, etc.
b) Processo sob condições de auto-controle
O processo deve conter os meios e condições para que o colaborador possa: - saber exatamente o que deve fazer e os resultados esperados;
- saber exatamente os resultados do que está fazendo;
- saber ajustar o processo quando houver divergências relevantes.
c) Treinamento do operador
Tanto no controle do processo, como na tomada de decisões
d) Confiança mútua entre a supervisão e o operador
Do supervisor em delegar, quanto do operador em assumir a responsabilidade na decisão da qualidade do processo como a do produto.
𝑍j= 𝐿𝑆𝐸 − 𝑥̿𝜎 !̅ =
15,3 − 15,133
Para a construção do Gráfico do Farol
Dividir o campo de tolerância em 4 partes:
Para a região
VERDE
Para a região
AMARELA
:
¼ acima e abaixo da medida nominal. ¼ abaixo do LSE e ¼ acima do LIE
Para a aplicação do Gráfico do Farol:
a) Ajuste da máquina ( set up )
A máquina ( produção) estará liberada quando 5 peças seguidas estiverem na região verde.
b) Produção
Medir 02 peças consecutivas e seguir as instruções abaixo:
EM PRODUÇÃO:
1
Verificar 02 peças, se ambas estiverem na região verde, continuar a produção normalmente2
Se 1 ou 2 peças estiverem na região vermelha, parar a produção avisar o responsável para as providências cabíveis, selecionar o material já produzido *. Quando os reajustes forem implementados, volte a considerar como ajuste de máquina, estando OK volte ao passo 1.
3
Se 1 ou 2 peças estiverem na região amarela, verificar mais 3 produtos3.1
Se, do total, 3 ou mais peças estiverem na região verde continue a produção
3.2
Se, do total, 3 ou mais peças estiverem na região amarela, avisar o responsável para as providências cabíveis. Quando os ajustes forem feitos volte ao passo 1.
3.3
Se qualquer peça estiver na região vermelha, parar a produção avisar o responsável para as providências cabíveis, selecionar o material já produzido *. Quando os reajustes forem implementados, volte a considerar como ajuste de máquina, estando OK volte ao passo 1.
O Gráfico do Farol pode ser utilizado de duas formas:
A primeira forma (pág. 18) ...é normalmente utilizada para acompanhar se a produção se mantém dentro de uma distribuição normal.
A segunda forma (pág. 19) ...permite o controle das tendências do processo, tais como: desgaste de ferramenta, aumento do desvio padrão, etc.
Ex.: Construir o Gráfico de Farol para o processo de produção, com ICP = 163%, da usinagem de um eixo, cuja especificação é de F 15,0 ± 0,10mm.
V
V
Vm
m
V
A
V
A
V
V
V
A
A
V
V
A
A
A
V
Vm
m
V
V
¼ da TOL. ¼ da TOL. ¼ da TOL.
Reg. Vermelha Reg. Vermelha
TOLERÂNCIA
15,08 14,91
14,98 14,97 14,90
15,05 15,04 15,03 15,02 15,01 15,00 14,99 14,92
m.
a
.p
e
ris
si
n
o
tt
o
-CE
P
V
1
8
15,10
>15,10 15,09 14,96 <14,90
15,06
m.a.perissinotto –
CEPV
-
20
Exercícios:
1) Um processo, com Q=25 e n=5 e, especificação 15,0mm ±0,2mm, sob controle estatístico, com 𝑥̿ = 15,1𝑚𝑚. Qual deveria ser o valor do desvio padrão 𝜎!̅desse processo para obtermos um 𝐶kl= 1,2?
a) Calcular os limites de controle da carta das amplitudes.
2) Numa carta 𝑥g , 𝑅, 𝑞uais os limites de controle, tanto para a carta das medianas, como das amplitudes, de um processo cuja especificação é 500g ±10g, considerando: n=5; ∑hm#nhmo 𝑥g = 12,510𝑘𝑔 𝑒 𝜎!̅= 5,6𝑔?
a) Qual deveria ser o valor do 𝜎!̅ para atingirmos os 6 sigmas?
b) Calcular os limites de controle das duas cartas.