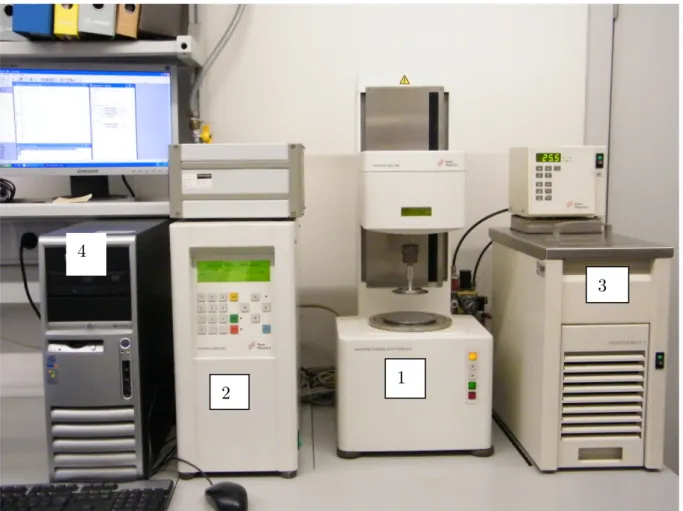
An experimental procedure for Reaction Inejction Moulding - RIM - materials formulation design
Texto
Imagem



Documentos relacionados
Ousasse apontar algumas hipóteses para a solução desse problema público a partir do exposto dos autores usados como base para fundamentação teórica, da análise dos dados
Despercebido: não visto, não notado, não observado, ignorado.. Não me passou despercebido
Caso utilizado em neonato (recém-nascido), deverá ser utilizado para reconstituição do produto apenas água para injeção e o frasco do diluente não deve ser
Material e Método Foram entrevistadas 413 pessoas do Município de Santa Maria, Estado do Rio Grande do Sul, Brasil, sobre o consumo de medicamentos no último mês.. Resultados
i) A condutividade da matriz vítrea diminui com o aumento do tempo de tratamento térmico (Fig.. 241 pequena quantidade de cristais existentes na amostra já provoca um efeito
The fourth generation of sinkholes is connected with the older Đulin ponor-Medvedica cave system and collects the water which appears deeper in the cave as permanent
The limestone caves in South Korea include a variety of speleothems such as soda straw, stalactite, stalagmite, column, curtain (and bacon sheet), cave coral,
didático e resolva as listas de exercícios (disponíveis no Classroom) referentes às obras de Carlos Drummond de Andrade, João Guimarães Rosa, Machado de Assis,
