http://dx.doi.org/10.1590/0104-530X1413-16
Resumo: O presente trabalho investiga o gerenciamento de resíduos sólidos em uma empresa moveleira sediada no município de Cariacica, ES. Primeiro, foram obtidas informações acerca do setor moveleiro da região, por meio de material bibliográico, junto à Associação de Indústrias e Produtos de Insumos do Setor Mobiliário de Cariacica (AMOVEL), à Secretaria Municipal de Desenvolvimento Econômico e Turismo (SEDETUR) da Prefeitura de Cariacica e ao Sindicato das Indústrias de Madeira e Atividades Correlatas em Geral da Região Centro Sul do Estado do Espírito Santo (SINDMADEIRA/ES). Em seguida, elaborou-se um questionário para coleta de informações. Depois, escolheu-se uma marcenaria para a análise em questão. Feito isso, por meio de visitas técnicas e entrevistas com o coordenador de produção da empresa, coletaram-se informações sobre o processo produtivo de móveis, com foco na utilização da matéria-prima e insumos, geração de resíduos sólidos, presença de técnicas de Produção mais Limpa, Licença Ambiental e Sistema de Gestão Ambiental. Ao inal, constatou-se que, mesmo a empresa possuindo várias técnicas de Produção mais Limpa, há uma elevada quantidade de resíduos sólidos gerados ao longo da cadeia produtiva e que o percentual de perda de matéria-prima é superior a 20%, acima dos 10% estimados inicialmente. Com vistas nisso, alternativas com base no conceito de Produção mais Limpa foram propostas, para melhor aproveitamento e destinação dos resíduos sólidos gerados.
Palavras-chave: Resíduos sólidos; Produção mais Limpa; Indústria moveleira; Proposição de alternativas. Abstract: This paper investigates the management of solid waste in a furniture company in the city of Cariacica‑ES. First, we reaised information about the furniture sector in the region using bibliographic material, with the Associação de Indústrias e Produtos de Insumos do Setor Mobiliário de Cariacica (AMOVEL), the Secretaria Municipal de Desenvolvimento Econômico e Turismo (SEDETUR) of Prefeitura Municipal de Cariacica and the Sindicato das Indústrias de Madeira e Atividades Correlatas em Geral da Região Centro Sul do Estado do Espírito Santo (SINDMADEIRA/ES). Then, we prepared a questionnaire to collect information. Then a carpentry shop was chosen for the analysis in question. After this through technical visits and interviews with the coordinator of the company, information on the production process of furniture was collected, focusing on the use of raw materials and supplies, solid waste generation, the presence of techniques about Cleaner Production, Environmental License and Environmental Management System. At the end, it was found that even the company having several Cleaner Production techniques, there is a large amount of solid waste generated throughout the production chain, and the percentage of loss of raw material is higher than 20%, and is above 10% initially estimated. With that, we proposed alternatives based on the concept of Cleaner Production for better utilization and disposal of solid waste generated. Keywords: Solid waste; Cleaner Production; Furniture industry; Proposing alternatives.
Analysis of solid waste management and improvement
proposal: a case study in carpentry of Cariacica-ES
Análise do gerenciamento de resíduos sólidos e proposição de melhorias: estudo de caso em uma marcenaria de Cariacica, ES
Miraya Dutra Degli Esposti Caetano1 Daniela Bertolini Depizzol1 Adriana de Oliveira Pereira dos Reis1
1 Instituto Federal de Educação, Ciência e Tecnologia do Espírito Santo – IFES, Campus Cariacica, Rodovia Governador José Sette, 184, Bairro Itacibá, CEP 29150‑410, Cariacica, ES, Brazil, e‑mail: [email protected]; [email protected]; [email protected]
Received Apr. 23, 2015 ‑ Accepted Oct. 7, 2015 Financial support: None.
1 Introduction
According to the Brazilian Furniture Industry Association (ABIMOVEL, 2006), the Brazilian furniture industry is one of the most important processing industries in the country due to both its production value and the jobs that it creates.
However, the furniture industry is a large waste
generator, and there are no oficial and up-to-date
the amount produced and the appropriate disposal of each type of waste, thereby avoiding wastage and environmental degradation (Nascimento, 2009). Nahuz (2005) estimates that less than 5% of companies in the furniture sector have environmental conservation programmes and states that an integrated waste management plan does not exist for the sector.
Currently, sustainability is essential to the survival of the industry to both maintain already captured markets and to make gains in competitiveness through techniques such as the rational use of raw materials as well as waste recovery and recycling (Schneider et al., 2003). Moreover, environmentally responsible companies are increasingly valued and viewed more favourably by clients and investors, which means that Brazil is keeping pace with the global trend towards ecological awareness (Gomes et al., 2015).
According to the “Pesquisa Setor Moveleiro do Município de Cariacica (City of Cariacica Furniture Sector Study)”, conducted in 2006 by the Cariacica Department of Economic Development, Technology, Labour and Tourism (SEDETUR, 2006), the volume of waste generated in furniture factories is composed of 88% scrap wood (the remainder is scrap metal, plastic, fabric, paper/cardboard, paint cans and other supplies from the painting stage, etc.), which is given away,
sold, incinerated, or sent to sanitary landills. Only
5% of these materials are reused (Cariacica, 2007). In that study, the SEDETUR recommends analysing the issue of waste to determine the volume of waste generated during the production process and to identify measures that can be adopted to reduce waste generation. In addition, the study recommends analysing the perception of the adoption of alternative uses for this waste as well as investment opportunities (Cariacica, 2007).
Therefore, the study of the management of solid waste produced by the furniture industry to obtain
data and information to deine strategies for the
reduction/elimination of waste at the source or to improve the disposal of waste, when generated, is
justiied.
2 Literature review
2.1 National and regional overview of the furniture sector
According to a document drafted in 2013 by the Rio Grande do Sul Furniture Industry Association (Associação das Indústrias de Móveis do Estado do Rio Grande do Sul, MOVERGS) under the subheading “Panorama do Setor Moveleiro do Brasil (Overview of Brazil’s Furniture Industry)”, the furniture sector included 17.5 thousand factories spread throughout the country. In 2013, these companies directly and indirectly generated more than 320,000 jobs and
produced more than BRL 38 billion in earnings in the same time period (MOVERGS, 2013).
In the state of Espirito Santo (ES), furniture
factories have a highly diversiied production, but
the residential segment is the largest. The production of straight line‑like and mass‑produced furniture is concentrated in the city of Linhares, whereas custom furniture production is spread throughout the state, predominantly in Colatina and Grande Vitória (Sindimol, 2002 apud Pereira & Campos, 2009).
According to data from the “Plano Diretor Econômico do Município de Cariacica (City of Cariacica Economic Master Plan)”, two small industry hubs exist in the city: clothing and furniture (Cariacica, 2006). As a result of the proposals of the “Plano Estratégico Cariacica Vale Mais (A Better Cariacia Strategic Plan)”, the furniture sector has become an important Local Production Arrangement (Arranjo Produtivo Local, APL) in the city, comprising 135 formal and informal companies in 2012 and generating earnings of approximately BRL 100 million that same year (Cremasco, 2014).
2.2 Solid waste in the furniture industry and its impacts
Law n. 12,305 of August 2, 2010, Article 1, institutes the National Solid Waste Policy (Política Nacional de Resíduos Sólidos, PNRS) and establishes its principles, purposes and instruments, in addition to guidelines related to integrated management and the management of solid waste, including hazardous waste, the responsibilities of waste producers and of the public authorities and the applicable economic instruments (Brasil, 2010).
Art. 3, subsection “X” defines solid waste management as follows:
A set of actions performed, either directly or indirectly, during the collection, transport, transhipment, treatment, and inal environmentally adequate disposal of waste in accordance with the municipal solid waste integrated management plan or solid waste management plan, as required herein (Brasil, 2010, p. 2).
Art. 7, subsection “II” deines the non-generation,
reduction, reuse, recycling and treatment of solid waste, in addition to the environmentally adequate
inal disposal of the waste, as one of the purposes
of the PNRS.
This law is very important because, in addition
to deining guidelines for integrated solid waste
According to Brazilian Standard (Norma Brasileira,
NBR) 10004:2004, which covers the classiication
of wastes, solid waste is as follows:
Waste in a solid or semi‑solid state that results from activities of industrial, domestic, hospital, commercial, agricultural, service, or sweeping origin. Included in this deinition are sludges from water treatment plants, pollution control equipment and installations, and certain liquids whose characteristics make their disposal into public sewer systems or water bodies impossible or, for this process, require technically and economically unfeasible solutions in light of the best available technology (ABNT, 2004a, p. 1).
The standard also states that waste can be classiied
as follows:
• Class I – hazardous: waste that may pose risks to public health or adverse effects to the
environment due to being lammable, corrosive,
reactive, toxic, or pathogenic and that therefore require special treatment and disposal;
• Class II – non‑hazardous: waste that does not belong to Class I. These types of waste can be divided into “non‑inert” (Class II A) and “inert” (Class II B).
One of the solid wastes currently generated around the world that must to be treated, reused and valued is wood waste. The generation of this waste is a direct consequence of the processing of solid wood and reconstituted wood panels (Koch, 2012). In accordance with its morphological characteristics, Cassilha et al. (2004) classify wood waste as follows:
• Chip – particles with maximum dimensions of 50 × 20 mm, generally produced from the use of chippers;
• Shaving – waste larger than 2.5 mm;
• Sawdust – wood particles produced from the use of saws, with size between 0.5 and 2.5 mm;
• Powder – waste smaller than 0.5 mm.
According to Nahuz (2005), furniture fabrication generates solid waste that varies in nature and volume and that also generates atmospheric emissions and,
to a lesser extent, liquid efluents, all of which cause
environmental impacts that are only distinguishable in extent and intensity.
Nahuz also states that solid waste can be pure (uncontaminated with other waste) or mixed: lumber, wood boards and panels; resins, paints and varnishes; glue; plastics; metals; and oils.
Scrap lumber and panels, particulate wood, sawdust and sanding dust are considered Class IIA solid waste
(non‑hazardous and non‑inert), and deposits of these wastes attract insects such as termites. Such deposits act as hotspots for attracting and spreading insects, fostering the continuous infestation of the area or building.
For the author, in the majority of cases, the primary concern of companies is that the waste be disposed of
legally in sanitary landills. Wood board and lumber
waste are frequently given away, generally illegally,
without inancial return to the company, in addition
to being damaging to the environment through the generation of atmospheric emissions.
For a better use of waste and to cause less impact on the environment, it is necessary for companies to have in place a waste management process that considers the environment. Boyle & Baetz (1998) assert that, to implement a successful waste management system in an industry, managers must use a decision support system that prioritizes reuse and recycling, minimizing costs and environment impacts.
2.3 Management system and environmental licensing
According to Schneider et al. (2003), an overall analysis of the furniture industry waste problem is
dificult, primarily due to the absence of oficial and
up‑to‑date information at the national and regional levels regarding the volume of waste generated by companies in the sector.
Therefore, diagnosing the waste generation becomes fundamental for making waste management decisions. According to the authors, the assessment of the amount and type of wastes generated by furniture factories can serve as a basis for research on and the design of management models that allow a better use of generated waste.
Thus, environmental management has grown in importance for the business world, independent of the production sector, because it strives to minimize environmental impacts by optimizing the use of natural resources as well as through the reuse, recycling and treatment of waste (Schneider et al., 2003).
Under such conditions, companies have attempted to establish forms of management not only to control
and/or reduce pollution and efluents and diminish
environmental impacts but also to optimize the use of natural resources and other inputs. One of the forms of environmental management most frequently adopted by companies is the implementation of an Environmental Management System (EMS), following the ISO 14000 Series international standards to obtain
certiication. The most widespread EMS in Brazilian
companies is based on the NBR ISO 14001 Series (Nicolella, 2004).
Standards covering environmental management are intended to provide organizations with the elements of an effective environmental management system (EMS) that can be integrated with other management requirements and help organizations achieve environmental and economic goals (ABNT, 2004b, p. V).
These standards emphasize the following aspects of environmental management: EMSs; environmental auditing and related investigations;
labelling and environmental certiicates; and the
evaluation of environmental performance and terms
and deinitions. These features relect and meet the
needs of companies, creating a common ground for the business management of issues related to the environment (Nicolella, 2004).
The key elements of an EMS based on NBR ISO Series 14001 are as follows: (1) environmental policy, (2) planning, (3) implementation and operation,
(4) veriication and corrective action and (5) critical
analysis.
To implement an EMS, the institution must irst
have the desire to adopt an EMS. It is important that the EMS be formalized, making its intentions clear
and emphasizing the beneits to be obtained through
its adoption. This formalization of the EMS translates into commitment at the upper management level in the form of holding talks to raise awareness and to clarify the intended scope, the performance of environmental diagnostics, the formal designation of a group coordinator
and eth deinition of an implementation timeline and, inally, the oficial rollout of the implemented EMS
programme (Nicolella, 2004).
In addition to the EMS and PNRS, knowledge regarding environmental licensing is also of fundamental importance for companies whose activities impact the environment in some manner. According to the National Environment Council (Conselho Nacional do Meio Ambiente, CONAMA) Resolution 237/97:
Environmental licensing is an administrative process through the competent environmental body that grants licenses for the location/design, construction (or expansion), and operation of undertakings and activities that use environmental resources considered effective or potential polluters and enterprises that may cause environmental damage in view of the general provisions, regulations, and technical standards applicable to the case (Brasil, 1997, p. 1).
Environmental licensing may be granted by the Brazilian Institute of the Environment and Renewable Natural Resources (Instituto Brasileiro do Meio Ambiente e dos Recursos Naturais Renováveis, IBAMA), which is the agency responsible for licensing at the federal level, by a State Institute of Environment and Water Resources (Instituto Estadual de Meio Ambiente e Recursos Hídricos, IEMA), or by
a municipal agency (where it exists). This licensing serves to ensure that licensed activities do not cause harm to the environment.
Enterprises that are subject to environmental licensing include the mineral exploration and extraction, waste disposal and/or treatment and hazardous substance storage industries (Brasil, 1997).
The furniture industry is included among the enterprises subject to environmental licensing. Included are the fabrication of wood, wicker and rattan furniture; mattresses; and upholstered items.
Still in accordance with CONAMA Resolution
237/97, an Environmental License is deined as follows:
An administrative act through the competent body that establishes conditions, restrictions, and standard controls that the venture must obey to prevent environmental impact. The Environmental License may be Simple (LS), Previous (LP), Installation (LI), Operational (LO), Operational for Research (LOP), and Regularization (LAR) (Brasil, 1997, p. 1).
As important as the adoption of an EMS and the companies’ adherence to legal requirements is the everyday practice of sustainable operations oriented towards environmental conservation and concern for the health of workers and society. Thus, Cleaner Production (CP) presents itself as an option for accomplishing these objectives.
2.4 Cleaner Production (CP)
According to the United Nations Environment Programme (PNUMA, 2004), starting with the waste production chain, pollution control policies, formerly known as “end‑of‑pipe” methods, understanding has evolved towards the principle of prevention, which addresses what to do to not produce waste, instead of enquiring what to do with the waste produced. Formerly, the analysis was conducted with a focus on the waste. Currently, the analysis is based on the entire production context. Hence, the principle of
prevention is based on CP, which can be deined
as follows:
[...] the application of a technical, economic, and environmental strategy, integrated with the processes and products, to increase eficiency in the use of raw materials, water, and energy through the non‑generation, minimization, or recycling of generated waste and emissions, with environmental, occupational health, and economic beneits (CNTL, 2003, p. 7).
According to Elias & Magalhães (2003), CP is a complete tool because it creates opportunities in the optimization and continuing improvement of production processes, given that it involves issues such as quality, planning, safety, environment, design,
occupational health and eficiency.
For CP, all waste should be considered a product with negative economic value. Thus, the productivity
and inancial beneits of the company can be achieved
by reducing the consumption of raw materials, water and energy and also by reducing or preventing the generation of waste (Silva & Sicsú, 2003).
According to the Brazilian National Centre for Clean Technologies (CNTL, 2003), waste, formally viewed as a problem to be solved, has come to be viewed as an opportunity for improvement as well.
Thus, identifying the wastes generated in the enterprise’s production plant, as well as quantifying
them, permits a more eficient analysis regarding
the choice of options and the proposal of strategies for the minimization or non‑generation of waste at the source.
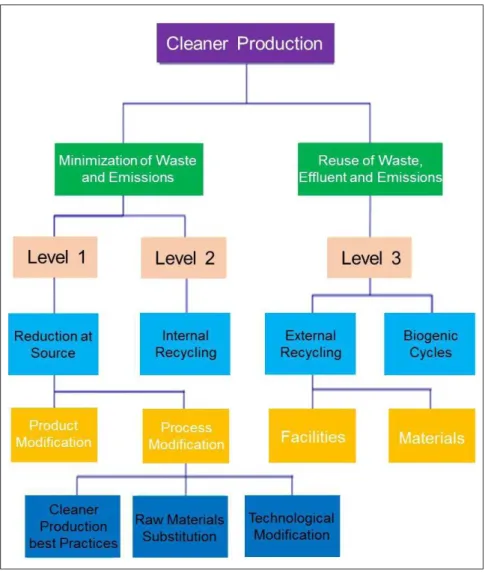
In the analysis of waste and considering the application levels and strategies, the CP approach can be understood in two ways: through the minimization (reduction at the source) or the reuse (internal and external recycling) of waste. Figure 1 shows a
lowchart of the generation of CP options according
to the CNTL (2007).
Some studies, including Leite & Pimenta (2011); Oliveira (2013), Rapôso et al. (2010); and Ribeiro Massote & Moura Santi (2013), analyse how companies in the furniture sector are approaching environmental issues.
Leite & Pimenta (2011) analyse the economic and
environmental beneits achieved by the implementation
of CP in a furniture factory located in Natal, Rio Grande do Norte (RN), Brazil. The case study
includes a ield study that incorporates the following
stages: the environmental and operational diagnosis of the company; the survey of wastes; the study of opportunities for improvement; and implementation and monitoring. The results of the diagnostic identify
input wastes (medium density ibreboard [MDF],
glue, sandpaper, etc.). At the end of the study, the authors implement some optimization measures for the use of inputs, including a sawdust collection system, production systematization and the reuse of MDF trimmings for the fabrication of recycled plates. In doing so, the authors verify that the implementation
of such measures entail a signiicant savings in the company’s expenses and bring operational beneits
(a better work environment, reduced raw material consumption and waste generation).
Oliveira (2013) develops his dissertation research with the purpose of expanding the application of CP in the production process of the Mod Line Soluções Corporativas Ltda. Furniture factory, located in the city of Contagem, Minas Gerais (MG), Brazil. The author positions the concept and the results of the application of CP in the sphere of sustainable development, pointing to socioeconomic and
environmental gains. Thus, through the identiication
of CP actions, such as the optimization of kilns, a mobile spray booth and the adjustment of dropouts, the author is able to estimate an economic return of approximately BRL 113,000.00, adjusted to the base year in which the study was conducted. Additionally, results covering the socioenvironmental aspect, such as the possibility of improvements in occupational health, the elimination of repetitive stress, a reduced consumption of raw materials and the minimization of process waste and emissions, are also achieved.
Rapôso et al. (2010) identify opportunities for CP in the manufacturing of sofas, starting with mapping
the inlow and outlow of generated waste from the
production process in a small furniture business that is part of the Furniture APL in rural Alagoas, Brazil. The methods employed by the authors are based on a case study that is performed through the review of documents and photographs, interviews and technical visits, with the aim of describing the production process, inputs and associated wastes. The results
obtained are lowcharts of the production process
under study, an overview and in detail, in addition to
the deinition of opportunities for implementing CP.
Ribeiro Massote & Moura Santi (2013) implement CP methods in a factory in the furniture sector as
a management tool to attain ecoeficiency and to bring about environmental and economic beneits.
In this study, savings of 66% in the consumption of water and 3% in materials are achieved, and there is a 23% reduction in the generation of solid waste
and a 93% reduction in efluents. The per-unit cost of
production is average was reduced by US$ 0.14 from before. The article proceeds to show that the savings in lumber are capable of sparing 3,900 adult pine trees from being cut and the emission of 13,100 kg of carbon dioxide from the transport of waste and raw materials, an additional environmental gain.
As shown in the works cited above, the use of
CP-based options can often bring beneits to the
environment, such as the reduced generation of solid
waste, efluents and atmospheric emissions. It can also
bring about an economic return because, as wastes are reduced or eliminated, raw materials and supplies are used in the best manner and spending for the correct disposal of waste is reduced or eliminated; thus, the company becomes more competitive than other enterprises. In addition, through CP, it is possible to attain improvements in the working conditions of employees and in the quality of life of the surrounding community.
3 Method
According to Silva & Menezes (2005), this study
is classiied as a case study, applied in nature and
descriptive in purpose. The study was divided into the following stages:
• 1st stage – Preliminary activities
o A review of bibliographic material, eth collection of data/information about the furniture sector in the city of Cariacica in collaboration with the Association of Industries and Supply Producers of the Furniture Sector of Cariacica (Associação de Indústrias e Produtos de Insumos do Setor Mobiliário de Cariacica, AMOVEL), the Cariacica Department of Economic Development, Technology, Work and Tourism (SEDETUR) and the Union of Wood Industries and General Related Activities of South Central ES (Sindicato das Indústrias de Madeira e Atividades Correlatas em Geral da Região Centro Sul do Estado do Espírito Santo, SINDMADEIRA/ES).
• 2nd stage – The preparation of a questionnaire
for information collection
o The formulation of a questionnaire with questions regarding the type, quantity, treatment/disposal, etc., of generated waste; the stages of the production process, the raw materials used; and the existence of CP programmes, environmental licenses and EMSs, among others.
• 3rd stage – The acquisition of information
about the production process designed by a furniture factory
company (easy access by public transportation) and the availability to participate in this study. Four companies were sought out, but only one was willing to provide data and information for the performance of this study. The study company has been in the market for 35 years
and has 71 employees; therefore, it is classiied
as a small business, according to the criteria of the Brazilian Support Service to Micro and Small Enterprises (Serviço Brasileiro de Apoio às Micro e Pequenas Empresas, SEBRAE) (2013). The study company primarily makes custom wood (solid wood and MDF) home furnishings with a linear‑style design.
o Additionally, in this stage, the entire production process was followed, from the receipt of raw materials for furniture production to packaging for transport. Various data concerning the raw materials and supplies used in the factory were collected, and a detailed description of the production stages of the most fabricated piece of furniture was made. To collect data, a) a technical visit was made to follow the production process, and b) interviews were conducted with the production coordinator for information collection. At this stage, information about the issuance of an environmental license for the activity was also requested, including
the veriication of the existence of programmes
that subsidize sustainable development in the factory (EMS, CP Programme, Solid Waste Management Programme, etc.).
• 4th stage – The identiication of waste generated
in the production process
o The wastes generated by the furniture company
studied were identiied and quantiied. At this
stage, information concerning the generation,
treatment and inal disposal of wastes originating
from the production process was collected.
o With regard to the quantiication of wastes
generated by a furniture factory, data were obtained pertaining to waste produced by the company in the previous 12 months (from January to December 2012), consistent with guidance from CONAMA Resolution nº 313/02 (which establishes the Brazilian Inventory of Solid Industrial Wastes) as well as the location of the disposal site and the quantities of waste (in tons) sent for disposal in the same period (Brasil, 2002). Therefore, this stage of the study
permitted the quantiication of the volume of
waste donated or sold by the factory.
• 5th stage – The proposal of alternatives for
minimizing waste generated at the source and the improved disposal of generated waste
o After mapping the production process and identifying the waste generated by the factory, the present study proposed alternatives to better use the volume generated based on the concepts of CP.
4 Results
It is important to emphasize that the company did not have records of the amount of raw materials or supplies used or of the waste generated during the production process. For this reason, the amounts shown in this section are estimates provided by the company’s production coordinator.
4.1 Raw materials and the production process: data collected
The main raw materials used by the company are solid wood and MDF, as shown in Table 1, which shows that the manufacture of furniture also includes the use of materials such as HDF (high‑density
ibreboard) and metal sheets.
During the painting stage, the primary supplies used by the factory studied include the following: paints, solvents, catalysers, varnishes, primers, sandpaper and water. Table 2 shows the supplies and their respective quantities used in 2012 on average.
Table 1. Estimated annual amounts of the main raw materials used in the process of furniture fabrication in 2012.
Raw material Amount/year
(weight) % (weight)
Amount/year
(volume) % (volume)
Solid wood 81 ton 42.48% 108 m3 42.63%
MDF 108 ton 56.63% 144 m3 56.84%
HDF 1.2 ton 0.63% 1.2 m3 0.47%
Metal sheets 0.5 ton 0.26% 0.16 m3 0.06%
4.2 Quantiication and disposal of
generated waste
Identifying the waste generated by a company is of great economic and environmental importance for the organization to reduce losses throughout its production process and to minimize the environmental impact. These two aspects can be resolved by applying the CP concept, which entails a better use of generated waste during the production chain, including the timber industry. For this purpose, it is necessary to identify and quantify the waste generated by the factory.
In the furniture factory studied, the primary waste generated comprises wood scraps (chips and shavings) and sawdust/powder. More than 3.5 tons per month of waste are generated on average. Table 3 shows the approximate amounts of the primary wastes generated by the factory in the year 2012.
Wood scraps are sent to the Marca Ambiental Company, which provides sustainable environmental solutions in integrated waste management. The shipment of waste wood to Marca Ambiental is biweekly, and to make this disposal, a fee is paid.
Sawdust is collected using an exhaust system present at all of the equipment where this type of waste is generated, and it is subsequently kept in a tile‑lined storage room with a metal door; when it reaches a certain volume (18 m3), it is then emptied
and donated to a local farm.
Paint sludge and other chemical products (generated during painting) are sent to Biopetro, a company responsible for the appropriate management of
contaminated (toxic) waste, such that the furniture factory also spends a certain amount of money to make the disposal correctly.
Leftover cardboard and aluminium are sent to recycling companies. Sandpaper is discarded in the common trash, which is collected by the municipality of Cariacica.
4.3 CP, the management system and environmental licensing
In this phase, it was possible to verify that the studied company not only is aware of the CP programme but also adopts some of its techniques with reference to
the management, treatment and inal disposal of the
generated waste. Furthermore, the company is in possession of an Operational License (LO), issued by IEMA, and is therefore in compliance with the law.
4.3.1 Generation
To minimize the generation of waste, the company has a machine in its production process called the “Cut Optimizer”. With this machine, the operator inputs the information with the dimensions of the pieces that it needs, and the Optimizer calculates the best method of grouping them and draws the pieces on a sheet of MDF, making the most use of its area and making cuts with the least loss of raw material possible.
Another method of reducing the generation of waste adopted by the factory is the acquisition of production software called Imos AG. This software
simpliies the planning and production process of
furniture and built‑ins because it allows the products to be designed in 3D, with all of their dimensions, information for holes, the number of shelves, drawers, pulls and clothing rods, etc.
The use of the software is in the testing phase at the company, and the results observed to date are very promising. The software has been able to eliminate some steps in furniture fabrication because it guarantees the correct fabrication of each furniture
piece, ensuring that all parts will it together. With the
Table 2. Estimated annual amount of supplies for the painting stage in 2012.
Supply Amount/year %
Paints 720 L 4.99%
Solvents 4200 L 29.11%
Catalysers 1560 L 10.81%
Varnishes 900 L 6.24%
Primers 5000 L 34.65%
Water 1650 L 11.43%
Sandpaper 6000 units (400 L) 2.77%
TOTAL 14430 L 100.00%
Table 3. Estimated annual amount of the primary wastes generated in 2012.
Primary Wastes Amount/year (weight)
% (weight)
Amount/year
(volume) % (volume)
Wood scrap 32 ton 73.85% 45 m3 34.89%
Sawdust/Powder 10 ton 23.08% 30 m3 23.26%
Cardboard scraps 520 kg 1.20% 1.54 m3 1.19%
Paint sludge and other chemical products
614.5 kg 1.43% 52 m3 40.32%
Aluminium scrap 60 kg 0.14% 0.02 m3 0.02%
Used sandpaper 132 kg 0.30% 0.4 m3 0.31%
elimination of these steps, the furniture factory avoids the loss of raw materials due to mistakes and reduces the time spent fabricating cabinets by approximately three days.
Another CP technique used to reduce waste generation is a wrapping machine, which automatizes the step of wrapping furniture pieces. In addition to reducing the time of this activity, the machine reduces the loss of plastic wrap and cardboard, consequently reducing the generation of waste from both materials.
4.3.2 Treatment
Regarding waste treatment, the furniture factory
has 36 ilters installed in its paint booth, which, after
washing the booth with water, retain paint sludge and other toxic waste and allow the water to drain without contaminants. This water is then discarded into the sewer system. The paint sludge and other chemical products are sent to Biopetro, the company responsible for the appropriate management of toxic waste, as noted above.
The disposable ilters used in the paint booth are
of a pleated type and are replaced every six months.
Because of the contact with paint sludge, the ilters are classiied as hazardous waste (Class 1) according
to NBR 10004:2004, detailed in section 2.2, and for this reason, they are also sent to Biopetro for disposal.
4.3.3 Final disposal
As another CP technique related to inal disposal, the company employs an eficient dust exhaust system
at each equipment where dust is generated. Dust is vacuumed using tubes that are directly linked to a storage “silo” – a tile‑lined room with a metal door. The dust generated is sent to and stored in this room until it reaches a volume of 18 m3. Upon reaching
this volume, the door to the room is opened, and it is emptied. The load is donated to a local farm, as noted in section 4.2.
The company also has a Selective Collection process that separates possible material to be recycled at the generating source. This separation at the source avoids contamination by materials that can be reused, increasing the aggregate value of these materials and reducing recycling costs.
In addition to Selective Collection within the company, the furniture factory separates wastes in
bins based on their classiication by NBR 10004:2004,
described in section 2.2.
As stated at the beginning of section 4.3, the furniture factory is currently functioning, and therefore, its current environmental license is an Operational License (valid for four years).
It was observed that the company does not have a formal EMS. However, it was possible to observe
that it has an implicit policy aimed at environmental preservation. It adopts organizational, technical and administrative practices and procedures for better environmental performance and to control and reduce its environmental impact (such as the CP techniques noted above). Therefore, it can be asserted that the company uses an informal EMS.
Based on what was observed throughout this work,
the importance of adopting eficient socioenvironmental
strategies within companies is reinforced. Doing so is only possible with the initiative and engagement of the leadership, as noted above in section 2.3, who should
irst have the desire to implement an EMS agenda
under the precepts of CP so that the CP culture can then be promoted among all collaborators by means of talks, handouts, training sessions, target incentives, etc. to gain environmental and economic advantages and to enjoy the existing market opportunities available through this type of approach.
However, it is known that it is frequently dificult
for the majority of employees to accept the adoption of a new tool within a company. Moreover, there
are often technical and inancial barriers to the
execution of these operations. Apart from problems, these factors represent challenges to be overcome. Consequently, it is important to formalize the EMS
following ive basic steps: the environmental policy; planning; implementation and operation; veriication
and corrective action; and critical analysis (noted in section 2.3).
From this case study, it was noted that, with a CP‑based EMS, it was possible to optimize the use of the process’ primary raw material (MDF) decrease its waste, which consequently reduced the pollution generated throughout the production process. However, the high volume of waste generated by the furniture factory could indicate that the lack of a formal EMS impeded the leadership from clearly perceiving the volume of loss from the process, the waste of supplies and missed opportunities, in addition to the socioenvironmental and economic impacts that this lack caused. The opportunities noted above serve for a better disposal of generated waste, culminating in socioenvironmental and economic advantages such as those listed in section 4.4.
4.4 Sugestions for improvement
that continues to be generated, alternatives for
inal disposal are proposed to the furniture factory, resulting in a inancial return, reducing/eliminating
environmental impacts and maintaining a good image to clients and investors.
• A potential improvement for the furniture factory would be to reuse the water that is used to wash the paint booth. Currently, after washing the
booth, this water is iltered to remove toxic
particles and is then discarded into the sewer
system. For this reason, reusing the iltered water
for non‑potable purposes, such as washing the booth subsequent times, washing the factory
loor, or even lushing toilets, is proposed.
It is worth noting that this reuse of the paint booth’s wash water would reduce the annual consumption of water by the company – in its production process – by more than 60% over one year. Beyond offering a
inancial savings to the company, this reduction spares
natural resources, contributing to environmental preservation.
• Another suggestion is that the dust storage room be replaced with an upright silo, similar in shape to a funnel, with an opening on the lower part and with a device that allows the silo to close for
illing when desired. Currently, when a volume
of 18 m3 of dust is reached, the door is opened,
and the load of dust is removed with pans by
employees, who then ill sacks with this load
and carry them to the truck.
For this reason, ideally, the company would install the silo in a location that would allow truck access from below so that the dust could be unloaded directly into the truck bed, reducing the time to dispose of the waste, the manpower used, possible losses of waste (the pan cannot remove 100% of the dust), and the risk of inhalation of suspended particles by the operators (the lid of the silo would be activated automatically so that the employee would not need to come close to the silo at the time of disposal and the truck driver would not leave the cabin, preventing both individuals from coming into contact with dust particles suspended in the air during the loading of the truck).
• It is further suggested that the company
implement an EMS, not necessarily certiied
by ISO 14001 but formalized, allowing the company to better evaluate and control the possible environmental impacts caused by its activities and waste and to maintain a record of quantitative data for the raw materials and
supplies used and for the waste generated in the production process;
• Another suggestion is that the company should use wood waste to generate energy. When controlled and performed legally, the burning of biomass can generate electricity that can be used in the production process of the company, resulting in
inancial savings and eliminating waste; • Another use suggested for wood waste is
the manufacture of chipboard. Chipboards are fabricated with wood particles or other materials, held together with a resin (generally urea‑formaldehyde) that is then compressed (REMADE, 2003). The furniture factory studied could begin to manufacture furniture made with the panels or even make them and sell them to other furniture factories that use them as raw material;
• Finally, the use of wood waste to manufacture briquettes is suggested. According to the Revista da Madeira (Wood Magazine) (REMADE, 2003), briquetting is the process of compacting waste,
in which wood ibres lose their natural lexibility.
This process reduces the consumption of energy for burning because it results in a material with low volume, high density and a high caloric power. The briquette is produced starting with sawdust from the processing of any type of wood or agroindustrial waste. Its density and
caloric power are twice that of irewood, but its price is approximately ive times higher due to more eficient burning.
In addition to eliminating waste that is bothersome and burdensome to the generating companies (saw mills, furniture factories, furniture shops), the technique of briquetting produces a material of uniform size, favouring storage, packaging and
transportation. This uniformity beneits the operation
of energy‑producing burning equipment.
With the use of briquettes, boilers work at consistent temperatures and reach higher burning temperatures, which makes briquette production viable from a technological, economic and marketing perspective (REMADE, 2003).
5 Conclusion and recommendations
for future studies
In this study, it is understood that the activities that are associated with the furniture industry are very important to the country’s economy. This sector is a large waste generator, and the severe environmental impacts caused by inadequate waste management (or the lack thereof) warrant attention.
The case of a small business, according to the
classiication of SEBRAE (2013), is analysed.
The business’s focus is the manufacture of custom‑made wood home furniture with a linear‑style design. The studied furniture factory has an Operational Environmental license issued by IEMA. In addition, it employs various CP techniques to reduce the amount of waste generated in the plant, to treat those that are produced and to correctly allocate what cannot be reused in the process.
Regarding the quantiication of the solid waste
generated, a total of more than 40 tons per year is calculated, with the greatest part being composed of wood scraps (chips and shavings) and sawdust/powder. Thus, considering that approximately 190 tons of raw materials are used per year, the company shows a loss percentage of more than 20%; that is, more than 20% of the raw material that goes into the production process is not used and becomes solid waste, which, in turn, beyond being considered waste, causes the company to waste money on its legal disposal. This reinforces the fact that pollution, whether it
be in the form of solid waste, liquid efluent, or
atmospheric emissions, is not only an environmental
issue but also a inancial issue, given the inputs that
are lost in the form of waste.
It is important to note that, during the interviews with the company’s production coordinator, he estimated a loss of 10% in relation to the raw materials and supplies for the furniture’s manufacture. However, it was found that this loss is greater than 20%, or rather, more than double the amount
initially estimated by the coordinator. This inding
shows that the in‑depth study of the production process is of the highest importance for identifying the amount of waste generated and also serves as a basis for decision‑making and strategy creation for possible changes, with the goal of minimizing losses, primarily in the production process itself and subsequently in the use of waste as inputs for other products.
Hence, the contribution of CP‑based options simultaneously brings economic returns to the company and makes a lesser impact on the physical, biological and socioeconomic environments feasible. It is an urgent need towards improving the population’s quality of life (by minimizing environmental impacts) and towards the survival of enterprises – primarily
small and medium‑sized enterprises (by reducing inputs that are lost in the form of waste).
Although case studies do not allow for the generalization of results, they can offer a starting point in the search for solutions or even to identify
possible factors that inluence the problem being addressed or that are inluenced by it, serving as a basis
for other studies. They can also aid in establishing comparisons with other similar situations. In this work, the experiences that the studied company went through and the proposed improvements may be useful to other furniture factories and to interested researchers
It is recommended that future studies analyse the management of solid waste generated in other furniture factories in Cariacica, given that the furniture factory studied cannot be considered a representative sample because it is a model case that already applies several CP techniques and complies with many laws.
References
Associação Brasileira da Indústria de Móveis – ABIMOVEL. (2006). Panorama do setor moveleiro no Brasil: informações gerais. São Paulo: ABIMOVEL. Recuperado em 16 de setembro de 2013, de http://pt.scribd.com/ doc/109985612/Panorama‑Do‑Setor‑Moveleiro‑No‑Brasil
Associação Brasileira de Normas Técnicas – ABNT. (2004a). NBR 10004: resíduos sólidos: classiicação. Rio de Janeiro: ABNT.
Associação Brasileira de Normas Técnicas – ABNT. (2004b). NBR ISO 14001: sistemas da gestão ambiental - Requisitos com orientações para uso. Rio de Janeiro: ABNT.
Associação das Indústrias de Móveis do Estado do Rio Grande do Sul – MOVERGS. (2013). Setor moveleiro: panorama Brasil e RS. Bento Gonçalves: MOVERGS. Recuperado em 16 de setembro de 2013, de http://www.movergs.com.br/views/imagem_pdf. php?pasta=panorama_setor_moveleiro
Boyle, C. A., & Baetz, B. W. (1998). A prototype knowledge‑ based decision support system for industrial waste management: part I. The decision support system. Waste Management, 18(2), 87‑97. http://dx.doi.org/10.1016/ S0956‑053X(97)10025‑3.
Brasil. (1997, 22 de dezembro). Resolução CONAMA nº 237, de 19 de dezembro de 1997. Dispõe sobre a revisão e complementação dos procedimentos e critérios utilizados para o licenciamento ambiental. Brasília, DF: Diário Oficial da União.
Brasil. (2010, 3 de outubro). Lei nº 12.305, de 2 de agosto de 2010. Institui a Política Nacional de Resíduos Sólidos. Brasília, DF: Diário Oficial da União.
Cariacica. Prefeitura Municipal. (2006). Cariacica no eixo da economia. Sub-projeto: Plano Diretor Econômico – PDE. Etapa I. Peril econômico do município, identiicação dos arranjos produtivos locais e vazios urbanos identiicados. Cariacica.
Cariacica. Prefeitura Municipal. (2007). Cariacica no eixo da economia. Sub-projeto: Plano Diretor Econômico – PDE. Produto II. Arranjo produtivo local, novos vazios urbanos: situação fundiária e ambiental. Cariacica.
Cassilha, A. C., Casagrande, E. F., Jr., Silva, M. C., & Mengatto, S. N. F. (2004). Indústria moveleira e resíduos sólidos: considerações para o equilíbrio ambiental. Revista Educação & Tecnologia, 8, 209‑228. Recuperado em 12 de novembro de 2013.
Centro Nacional de Tecnologias Limpas – CNTL. (2003). Implementação de Programas de Produção mais Limpa. Porto Alegre: SENAI‑RS/UNIDO/INEP.
Centro Nacional de Tecnologias Limpas – CNTL. (2007). Dossiê Técnico - Produção mais Limpa no Setor Madeira e Mobiliário. Porto Alegre.
Cremasco, C. (mensagem pessoal, 2014, 15 de janeiro). Relação das empresas moveleiras de Cariacica. Mensagem recebida por <[email protected]>. Elias, S. J. B., & Magalhães, L. C. (2003). Contribuição da
Produção Enxuta para obtenção da Produção mais Limpa. In Anais do XXIII Encontro Nacional de Engenharia da Produção (ENEGEP). Ouro Preto.
Gomes, C. M., Kneipp, J. M., Kruglianskas, I., Rosa, L. A. B., & Bichueti, R. S. (2015). Management for sustainability: An analysis of the key practices according to the business size. Ecological Indicators, 52, 116‑127. http://dx.doi.org/10.1016/j.ecolind.2014.11.012.
Koch, M. R. (2012). Gestão de Resíduos Sólidos de uma indústria de aglomerados e moveleira: um olhar para Sustentabilidade (Dissertação de mestrado). Centro Universitário UNIVATES, Lajeado. Recuperado em 15 de outubro de 2013, de https://www.univates.br/bdu/ bitstream/10737/293/1/MarcianoKoch
Leite, P. P. S., & Pimenta, H. C. D. (2011). Benefícios ambientais e econômicos provenientes da implementação da Produção mais Limpa em uma indústria de móveis de Natal‑RN. HOLOS, 2, 52‑71. http://dx.doi.org/10.15628/ holos.2011.581.
Nahuz, M. A. R. (2005). Resíduos da Indústria Moveleira e Madeireira. In Anais do III Seminário de Produtos Sólidos de Madeira de Eucalipto e Tecnologias Emergentes para a Indústria Moveleira. Vitória. Recuperado em 2 de agosto de 2013, de http://www.universoambiental. com.br/novo/artigos_ler.php?canal=2&canallocal=2& canalsub2=94&id=188
Nascimento, N. C. (2009). Geração de resíduos sólidos em uma indústria de móveis de médio porte (Dissertação
de mestrado). Universidade de Ribeirão Preto, Ribeirão Preto. Recuperado em 16 de outubro de 2013, de http:// www.dominiopublico.gov.br/pesquisa/DetalheObraForm. do?select_action=&co_obra=164835
Nicolella, G. (2004). Sistema de gestão ambiental: aspectos teóricos e análise de um conjunto de empresas da região de Campinas, SP. Jaguariúna: Embrapa Meio Ambiente.
Oliveira, F. R. (2013). Produção mais limpa no contexto da sustentabilidade. Oportunidades em uma indústria moveleira de Contagem/MG (Dissertação de mestrado). Universidade Federal de Ouro Preto, Ouro Preto. Recuperado em 16 de setembro de 2014, de http://www. repositorio.ufop.br/handle/123456789/3436
Pereira, J. R., & Campos, A. L. A. (2009). Polos produtivos locais: a indústria moveleira de Linhares. Pesquisa em Debate, 1‑23. Recuperado em 11 de outubro de 2014, de http://www.pesquisaemdebate.net/docs/ pesquisaEmDebate_especial1/artigo_8.pdf
Programa das Nações Unidas para o Meio Ambiente – PNUMA. (2004). A Produção mais Limpa e o Consumo Sustentável na América Latina e Caribe. São Paulo. Ramos, M. A., & Távora, J. L., Jr. (2009). Mercado de
Carbono em Pernambuco: possibilidades industriais e de uso da Produção mais Limpa. In Anais do I Congresso de Iniciação em Desenvolvimento Tecnológico e Inovação. Recife.
Rapôso, A. L. Q. R. S., César, S. F., & Kiperstok, A. (2010). Identificação de oportunidades de Produção mais Limpa na fabricação de sofá em microempresa moveleira do APL de móveis do agreste do estado de Alagoas. In Anais do XXX Encontro Nacional de Engenharia da Produção (ENEGEP). São Carlos.
Revista da Madeira – REMADE. (2003). Gestão de resíduos sólidos na indústria madeireira. Revista da Madeira, 77. Recuperado em 1 de novembro de 2014, de http:// www.remade.com.br/br/revistadamadeira_materia.ph p?num=467&subject=Res%EDduos&title=Gest%E 3o%20de%20res%EDduos%20s%F3lidos%20na%20 ind%FAstria%20madeireira
Ribeiro Massote, C. H., & Moura Santi, A. M. (2013). Implementation of a cleaner production program in a Brazilian wooden furniture factory. Journal of Cleaner Production, 46, 89‑97. http://dx.doi.org/10.1016/j. jclepro.2012.09.004.
Schneider, V. E., Hillig, E., Pavoni, E. T., Rizzon, M. R., & Bertotto, L. A., Fo. (2003). Gerenciamento ambiental na indústria moveleira: estudo de caso no município de Bento Gonçalves. In Anais do XXIII Encontro Nacional de Engenharia de Produção (ENEGEP). Ouro Preto. Secretaria de Estado de Desenvolvimento Econômico
e Turismo – SEDETUR. (2006). Mapeamento dos arranjos produtivos locais do Espírito Santo. Vitória: Consultoria Futura.
Silva, J. C. G., Jr., & Sicsú, A. B. (2003). Produção mais limpa: uma ferramenta da Gestão Ambiental aplicada às empresas nacionais. In Anais do XXIII Encontro Nacional de Engenharia de Produção (ENEGEP). Ouro Preto.
2013, de http://www.sebrae‑sc.com.br/leis/default. asp?vcdtexto=4154