POLÍTICAS de AMOSTRAGEM em CONTROLO ESTATÍSTICO da QUALIDADE
Texto
Imagem

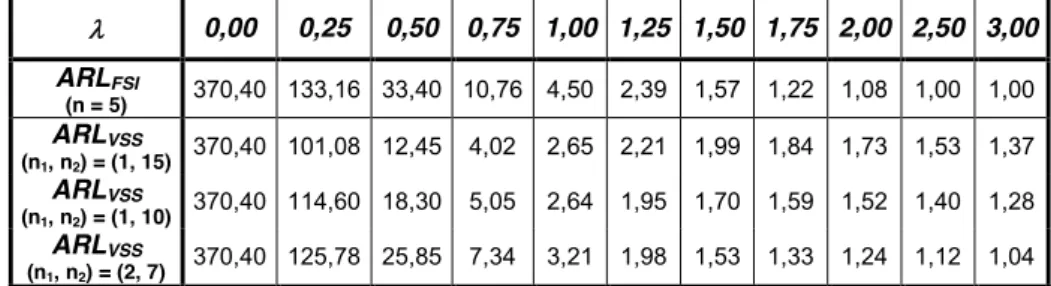
![Fig. 3.2. – Valores de Q 3.2 , %, com [MC] = FSI, em função de O, com U = 1, d = 1 em FSI e diferentes dimensões amostrais](https://thumb-eu.123doks.com/thumbv2/123dok_br/15751745.638132/127.892.187.692.519.778/fig-valores-fsi-função-fsi-diferentes-dimensões-amostrais.webp)






Outline
Documentos relacionados
Para registro dos dados foi elaborado um protocolo de pesquisa que continha: dados de identificação; diag- nóstico principal; dados clínicos registrados no dia da transfusão; dados
O presente estudo teve como objetivo pesquisar a ocorrência da infecção pelo Vírus da Leucemia Felina (FeLV) em gatos domésticos do município do Rio de Janeiro
Economia Politica e Scien- cia das Finanças. 5.° do anterior Regim en- to Interno da Faculdade de Direito, ensinaram-se Philoso- phia do D ireito no 1.° anno do curso e, no segundo,
A análise avançada é definida, no contexto da AS4100 (1990), como uma análise inelástica de segunda ordem muito precisa em que são incluídos os aspectos importantes (curvatura
O presente estudo objetivou demarcar a idade de segregação, por meio da variação radial da massa espe- cífica básica, caracterizar o comportamento de propriedades físicas no
O PDI atual (2010-2019) apresenta, em seu Projeto Pedagógico Institucional – PPI, um princípio metodológico para todas as atividades acadêmicas: o desenvolvimento de atividades
Os estudos de resiliência parecem confirmar que as pessoas resistentes têm um forte senso de compromisso, um forte senso de controle sobre os eventos e que elas estão mais abertas
A diversidade dos alunos exige não somente que a escola ofereça uma igualdade de oportunidades em termos de acesso, mas também e sobretudo uma diversidade de respostas
