Recebido em 04/05/2013, texto inal em 08/07/2013.
(Caracterização de revestimentos de ligas de CoCrWC e CoCrMoSi processadas por PTA)
Adriano Scheid
1, Ana Soia Clímaco Monteiro de Oliveira
21,2
Texto
Recebido em 04/05/2013, texto inal em 08/07/2013.
1,2
Imagem
Documentos relacionados
Analysis of the chemical composition, hardness and wear tests showed that the effect of bead overlapping on coating features is most pronounced in the first and second beads.
Los resultados de dureza Vickers presentados en la Tabla 2, muestran valores muy similares para las tres muestras de Au-Si, lo que muestra que a nivel global las aleaciones
- Correlation with the cast sample of IN 625 alloy revealed that the impact of characteristics of the steel substrates on coatings can be described as three fold: it alters the
Higher hardness values were obtained for the samples processed free-standing (mini billets) with respect to the coatings and they were independent of the processing
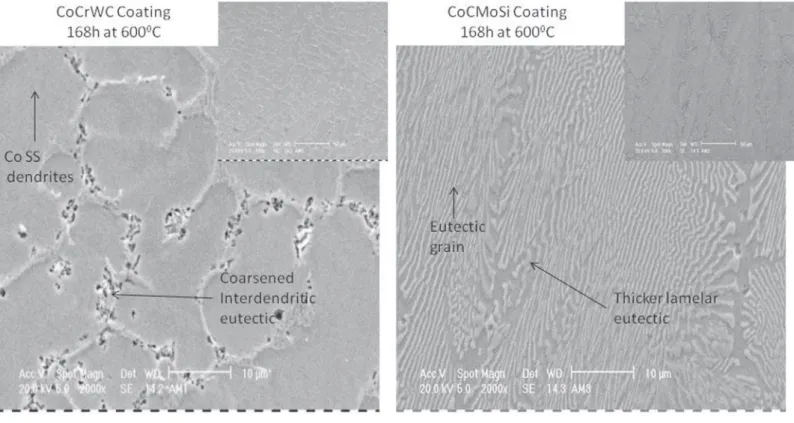
The expected hypereutectic microstructure comprised of primary Laves phase and eutectic lamellar with Laves phase and Cobalt solid solution observed on cast CoCrMoSi alloy T400
The chemical composition of the Ni-based C276 alloy developed on coatings inluenced the mass loss rate, being the processed with 120 A deposition current (lower dilution) the
WC inserts were used as substrates to improve the mechanical and tribological properties of TiN/TiAlN multilayered coatings compared to other types of coatings
However, when wear – corrosion tests were performed the lifetime of coatings deposited on nitrided alloy was signi fi cantly re- duced compared to that deposited onto bare alloy,