dezembro de 2013
Escola de Engenharia
Andreia Filipa da Costa Bastos Ferreira
Estudo de tratamento de superfície
do queijo e validação industrial
UMinho|20
13
Andr
eia F
ilipa da Costa Bast
os F err eir a Es tudo de trat amento de super fície do queijo e v alidação indus trial
Dissertação de Mestrado
Mestrado Integrado em Engenharia Biológica
Ramo de Tecnologia Química e Alimentar
Trabalho realizado sob a orientação do
Professor Doutor António Augusto Martins de Oliveira
Soares Vicente
e da
Engenheira Ana Paula Ramos Peres
dezembro de 2013
Escola de Engenharia
Andreia Filipa da Costa Bastos Ferreira
Estudo de tratamento de superfície
do queijo e validação industrial
iii
AGRADECIMENTOS
Gostaria de expressar o meu sincero agradecimento a todas as pessoas que, de alguma forma, contribuíram para a realização desta tese.
Aos meus orientadores Prof. António Vicente e Eng.ª Paula Peres pela confiança e partilha de conhecimento, pela disponibilidade e ajuda essencial na concretização de todo este projeto.
Ao Eng.º Rui Baptista pela disponibilidade e sugestões oportunas que me dispensou durante o meu estágio curricular.
À Ana Ferreira pelo apoio e auxílio na execução das tarefas do meu estágio e pela sua amizade sincera.
Aos meus colegas de trabalho, com especial agradecimento, à Celine, à Vânia e à Carla pelo apoio, amizade e conselhos oportunos.
Aos meus colegas de curso pela compreensão e ajuda em todos os momentos.
Em especial, gostaria de agradecer aos meus pais e irmã por todo o apoio, incentivo e encorajamento, ao meu namorado pelo seu amor e paciência nos momentos menos bons e a todos os que acreditaram nas minhas capacidades.
“O começo de todas as ciências é o espanto de as coisas serem o que são.”
vii
RESUMO
O queijo Flamengo pertence aos hábitos alimentares dos Portugueses desde há muitos anos; trata-se de um queijo curado e semi-duro. O crescimento de leveduras encontra-se presente em todos os queijos, contribuindo para o desenvolvimento do sabor, ao produzir compostos resultantes da fermentação da lactose. A presença de algumas leveduras pode indicar condições higiénicas insuficientes, causando alterações organoléticas indesejáveis.
É neste âmbito que surge o presente estudo que teve como objetivo principal a eliminação da natamicina da superfície do queijo, criando um produto mais natural e sem aditivos, fabricado na empresa Fromageries Bel Portugal. Sem a natamicina, o queijo torna-se mais suscetível a contaminações. As fontes de contaminação numa indústria de laticínios são principalmente as superfícies dos equipamentos de fabrico, a salmoura e menos frequentes, o ar e as mãos dos trabalhadores.
Deste modo, o plano de trabalhos consistiu na pesquisa de tratamentos de superfície de queijos, na realização de ensaios com diferentes tratamentos e no estudo de desenvolvimento de bolores e leveduras. Um dos queijos analisados provinham de uma das fábricas dos Açores e os restantes eram fabricados na unidade fabril de Vale de Cambra. A salmoura de Vale de Cambra apresentou maior número de microrganismos que a dos Açores (3,2x104 UFC/mL vs. 7 UFC/mL). Os equipamentos testados apresentaram, em média, 255 UFC de leveduras/zaragatoa (3 UFC/cm2). No fim da maturação, os queijos sem natamicina revelaram níveis de leveduras compreendidos entre 106 e 108 UFC/g, enquanto que com os queijos com o tratamento antifúngico definido, os valores variaram de 102 a 107 UFC/g. O revestimento BioCheese Coat, sem natamicina, produzido pela Universidade do Minho, foi também estudado, em que a quantidade de leveduras variou de 106 a 107 UFC/g. Os bolores, quando se desenvolveram, apresentaram-se em quantidades residuais. Como resultado de provas de degustação, não se evidenciaram diferenças entre o produto sem natamicina e a respetiva referência (com tratamento antifúngico).
A maioria dos microrganismos identificados ao longo deste trabalho pertence ao género Candida (C. boidinii, C. colliculosa, C. famata, C. intermedia, C. lipolytica, C. membranifaciens e C. valida), porém também se registou a presença das seguintes espécies: Corynebacterium spp, Cryptococcus humicola, Rhodotorula spp e Zygosaccharomyces spp. Ainda existe um certo desconhecimento quanto aos problemas de segurança alimentar associados à presença de leveduras, uma vez que até à data, não há conhecimento de qualquer problema provocado pela presença destes microrganismos.
ix
ABSTRACT
The Flemish cheese belongs to the eating habits of the Portuguese people for many years, it is a matured and semi-hard cheese. The growth of yeasts is present in all cheeses, contributing to flavor development, by producing compounds from the fermentation of lactose. The presence of some yeasts may indicate inadequate sanitary conditions, causing undesirable organoleptic changes.
It is in this context that emerges this study that had as its main aim the elimination of natamycin on the surface of the cheese, producing a more natural product and without conservatives, made in the company Fromageries Bel Portugal. Without the natamycin, the cheese becomes more susceptible to contamination. The sources of contamination in the dairy industry are mainly the surfaces of manufacturing equipment, brine and less frequent, the air and workers' hands.
Thus, the work plan consisted in the research of surface treatments of cheese, in experiments with different treatments and in development of molds and yeasts. Some of the cheeses analyzed came from one of the factories of the Azores and the remaining were manufactured in the plant in Vale de Cambra. In Vale de Cambra, the brine presented a larger number of microorganisms that the Azores (3,2 x104 CFU/ mL vs. 7 CFU/mL ) . The equipment tested had, on average, 255 CFU of yeast/swab (3 CFU/cm2). At the end of ripening, cheeses without natamycin revealed yeast levels of between 106 and 108 CFU/g, while the values of the cheese with the defined antifungal treatment, ranged 102-107 CFU/g. The coating BioCheese Coat without natamycin, produced by the University of Minho, has also been studied, wherein the amount of yeasts varied from 106 to 107 CFU/g. The quantity of molds was presented in residual amounts. As a result of tastings, there were no differences among the product without natamycin and the respective reference (with antifungal treatment).
Most microorganisms identified throughout this work belongs to the genus Candida (C. boidinii, C. colliculosa, C. famata, C. intermedia, C. lipolytica, C. membranifaciens and C. valida), but there is also the presence of the following species: Corynebacterium spp, Cryptococcus humicola, Rhodotorula spp and Zygosaccharomyces spp. Although there is some lack of knowledge regarding the food safety problems associated with the presence of yeasts, since so far there is no knowledge of any problem caused by the presence of these microrganims.
xi
ÍNDICE
AGRADECIMENTOS ... iii RESUMO ...iv ABSTRACT ... ix ÍNDICE ... xiÍNDICE DE FIGURAS... xiii
ÍNDICE DE TABELAS ... xv
CAPÍTULO 1 – INTRODUÇÃO ... 1
1.1 Enquadramento do projeto ... 1
1.2 Objetivos ... 2
CAPÍTULO 2 – REVISÃO BIBLIOGRÁFICA ... 3
2.1 História do queijo ... 3
2.2 Queijo Flamengo ... 4
2.3 Mercado europeu e nacional do consumo de queijo ... 4
2.4 Definição e classificação ... 7 2.5 Composição nutricional ... 9 2.6 Tecnologia de fabrico ... 11 2.6.1 Tratamento do leite ... 12 2.6.2 Coagulação ... 13 2.6.3 Corte da coalhada ... 16 2.6.4 Dessoramento ... 16 2.6.5 Moldagem / Prensagem ... 17 2.6.6 Salga ... 17 2.6.7 Cura / Maturação ... 18 2.6.8 Embalagem ... 21 2.7 Propriedades químicas ... 22 2.7.1 pH ... 22 2.7.2 Gordura ... 22 2.7.3 Atividade da água ... 22 2.8 Contaminação microbiológica ... 23 2.8.1 Crescimento de microrganismos ... 25
xii
2.9 Tratamento de superfície do queijo ... 27
2.9.1 Natamicina ... 29
2.9.2 Nisina ... 30
CAPÍTULO 3 – PARTE EXPERIMENTAL ... 33
3.1 Planeamento do projeto ... 33
3.2 Metodologias ... 34
3.2.1 Contagens de bolores e leveduras ... 34
3.2.2 Identificação de microrganismos ... 38
3.2.3 Validação industrial ... 39
CAPÍTULO 4 – RESULTADOS E DISCUSSÃO ... 41
4.1 Contagem de bolores e leveduras ... 41
4.1.1 Utensílios de fabrico ... 41
4.1.2 Queijos sem e com tratamento antifúngico ... 49
4.2 Água da salga ... 61
4.2.1 Contagem de bolores e leveduras e eficiência do filtro ... 61
4.2.2 pH ... 62 4.3 Identificação de microrganismos ... 63 4.4 Análise sensorial ... 68 CAPÍTULO 5 – CONCLUSÃO ... 75 BIBLIOGRAFIA ... 77 ANEXOS ... 83
Anexo I – Lista de fungos sensíveis à natamicina ... 83
Anexo II – Ficha técnica do revestimento BioCheese Coat ... 85
Anexo III – Teste triangular ... 87
Anexo IV – Fotografias de placas de Petri utilizadas nas formas de acidificação ... 89
Anexo V – Fotografias das placas de Petri utilizadas para identificação dos microrganismos 91 Anexo VI – Tabela de diferenciação utilizada no Teste Triangular ... 93
xiii
ÍNDICE DE FIGURAS
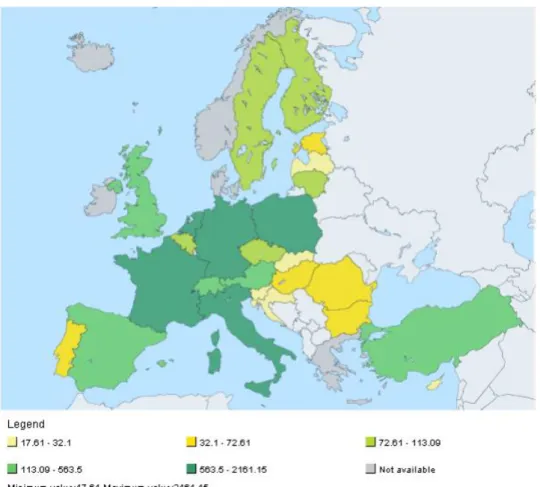
Figura 1 - Distribuição geográfica na Europa da produção de queijo em 2012. ... 5
Figura 2- Esquema representativo do fabrico do queijo. ... 12
Figura 3 - Modelo da micela de caseína. ... 15
Figura 4 - Hidrólise da proteína em compostos solúveis [17]. ... 20
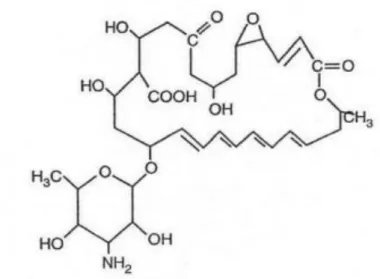
Figura 5 - Estrutura química da natamicina. ... 29
Figura 6 - Estrutura química da nisina. ... 31
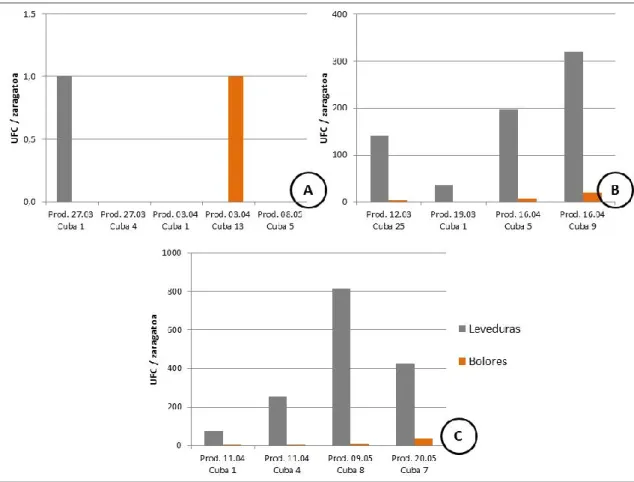
Figura 7 - Contagem de bolores e leveduras nas formas de prensagem utilizadas nos queijos: A - Pastor Mistura; B - Limiano standard 1,6 kg; C - Limiano light 1,6 kg. ... 43
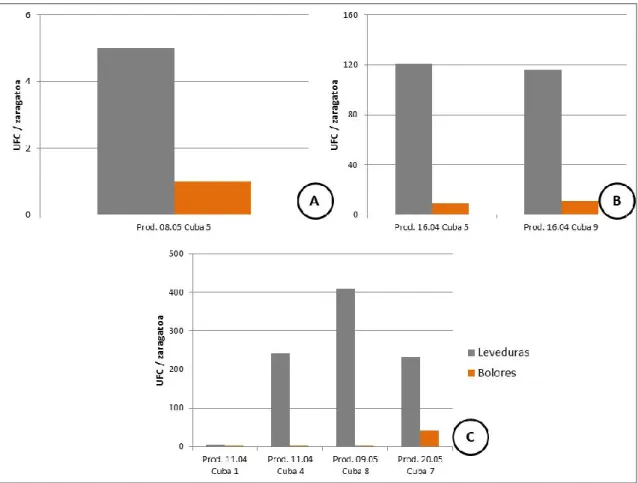
Figura 8 - Contagem de bolores e leveduras nos tacos utilizados nos queijos: A - Pastor Mistura; B - Limiano standard 1,6 kg; C - Limiano light 1,6 kg. ... 44
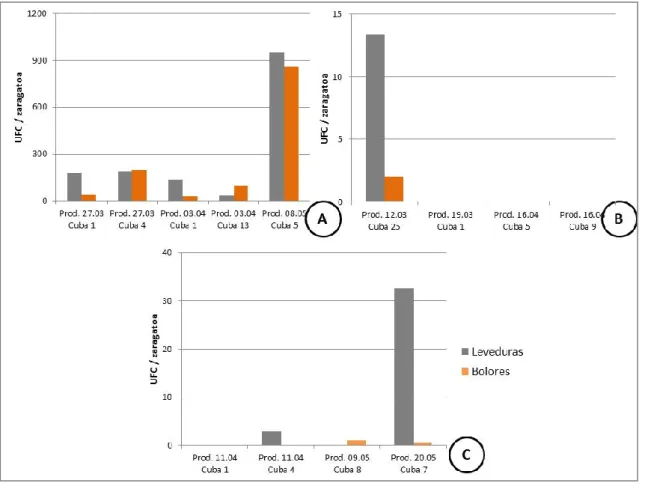
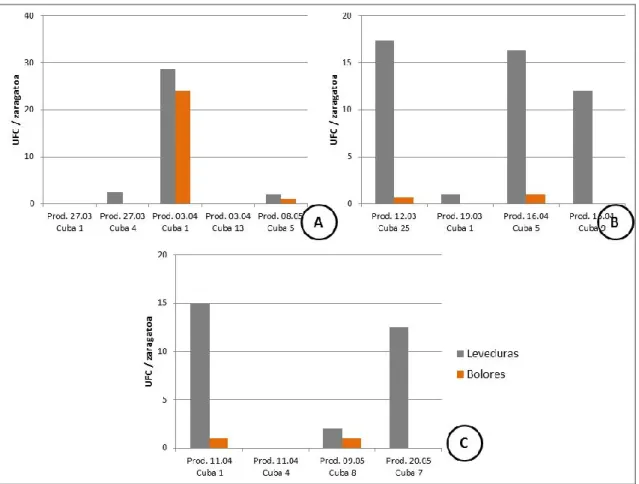
Figura 9 - Contagem de bolores e leveduras nas formas de acidificação utilizadas nos queijos: A - Pastor Mistura; B - Limiano standard 1,6 kg; C - Limiano light 1,6 kg. ... 45
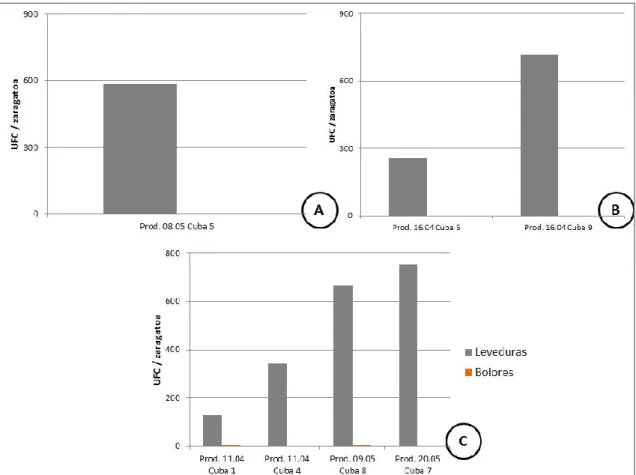
Figura 10 - Contagem de bolores e leveduras nos tapetes transportadores utilizadas nos queijos: A - Pastor Mistura; B - Limiano standard 1,6 kg; C - Limiano light 1,6 kg. ... 47
Figura 11 - Contagem de bolores e leveduras nas prateleiras das estruturas de cura utilizadas nos queijos: A - Pastor Mistura; B - Limiano standard 1,6 kg; C - Limiano light 1,6 kg. ... 48
Figura 12 - Contagem de bolores e leveduras à saída da salmoura aos queijos sem e com tratamento antifúngico nos queijos: A - Pastor Mistura; B - Limiano standard 1,6 kg; C - Limiano light 1,6 kg. ... 50
Figura 13 - Correlação entre os métodos da zaragatoa e destrutivo com respetiva linha de tendência linear com insert dos dados assinalados. ... 59
Figura 14 - Classificações a nível do aspeto, textura e sabor para o queijo Terra Nostra sem natamicina (ensaio) e com Delvocid (referência). ... 69
Figura 15 - Escolha dos provadores entre o queijo Terra Nostra sem natamicina (ensaio) e com Delvocid (referência). ... 70
Figura 16 - Classificações a nível do aspeto, textura e sabor para o queijo Pastor Mistura sem natamicina (ensaio) e com Delvocoat (referência). ... 70
Figura 17 - Escolha dos provadores entre o queijo Pastor Mistura sem natamicina (ensaio) e com Delvocoat (referência). ... 71
Figura 18 - Classificações a nível do aspeto, textura e sabor para o queijo Limiano standard em fatias sem natamicina (ensaio) e com Delvocoat (referência). ... 71
xiv
Figura 19 - Escolha dos provadores entre o queijo Limiano standard em fatias sem natamicina (ensaio) e com Delvocoat (referência). ... 72 Figura 20 - Classificações a nível do aspeto, textura e sabor para o queijo Limiano light em fatias sem natamicina (ensaio) e com Delvocoat (referência). ... 72 Figura 21 - Escolha dos provadores entre o queijo Limiano light em fatias sem natamicina (ensaio) e com Delvocoat (referência). ... 73 Figura A1 - Fotografias das placas de Petri com microrganismos das formas de acidificação…. 89 Figura A2 - Fotografia de colónias de Cryptococcus humicola. ... 91 Figura A3 - Fotografia de colónias de Rhodotorula spp. ... 91
xv
ÍNDICE DE TABELAS
Tabela 1 - Produção anual de queijo (em toneladas) por tipos de queijos. ... 6
Tabela 2 - Consumo humano anual de leite e produtos lácteos per capita (em kg/hab.). ... 6
Tabela 3 – Classificação do queijo quanto à sua consistência. ... 8
Tabela 4 – Classificação do queijo quanto à matéria gorda. ... 8
Tabela 5 – Composição do leite de algumas espécies (vaca, ovelha e cabra). ... 10
Tabela 6 - Propriedades físico-químicas do leite de vaca. ... 10
Tabela 7 - Quantidade diária recomendada de queijo (g/dia). ... 11
Tabela 8 - Agrupamento dos microrganismos em relação ao seu crescimento e à sua resistência ao calor. ... 25
Tabela 9 - Enumeração das análises realizadas. ... 37
Tabela 10 - Contagem de bolores e leveduras ao queijo Terra Nostra à saída da salmoura. ... 49
Tabela 11 - Contagem de bolores e leveduras ao queijo Pastor Mistura e Limiano light 1,6 kg sem natamicina, com Delvocoat e com BioCheese Coat à saída da salmoura. ... 52
Tabela 12 - Contagem de bolores e leveduras ao queijo Terra Nostra antes de ser fatiado. ... 53
Tabela 13 - Contagem de bolores e leveduras a 4 e 7 dias de cura ao queijo Pastor Mistura sem natamicina, com Delvocoat e com BioCheese Coat. ... 54
Tabela 14 - Contagem de bolores e leveduras a 4 e 7 dias de cura ao queijo Limiano standard 1,6 kg sem natamicina e com Delvocoat. ... 55
Tabela 15 - Contagem de bolores e leveduras a 4 e 7 dias de cura ao queijo Limiano light 1,6 kg sem natamicina, com Delvocoat e com BioCheese Coat. ... 55
Tabela 16 - Contagem de bolores e leveduras ao queijo Terra Nostra antes de ser fatiado. ... 56
Tabela 17 - Contagem de bolores e leveduras a 4 e 7 dias de cura ao queijo Pastor Mistura sem natamicina, com Delvocoat e com BioCheese Coat. ... 57
Tabela 18 - Contagem de bolores e leveduras a 4 e 7 dias de cura ao queijo Limiano light 1,6 kg sem natamicina, com Delvocoat e com BioCheese Coat. ... 57
Tabela 19 - Redução da quantidade média (em percentagem) de leveduras no queijo Terra Nostra sem natamicina e com Delvocid. ... 60
Tabela 20 - Redução da quantidade média (em percentagem) de leveduras no queijo Pastor Mistura sem natamicina, com Delvocoat e com BioCheese Coat. ... 60
Tabela 21 - Redução da quantidade média (em percentagem) de leveduras no queijo Limiano standard 1,6 kg sem natamicina e com Delvocoat. ... 60
xvi
Tabela 22 - Redução da quantidade média (em percentagem) de leveduras no queijo Limiano light 1,6 kg sem natamicina, com Delvocoat e com BioCheese Coat. ... 61 Tabela 23 - Valores médios da contagem de bolores e leveduras nas duas salgas (Ribeira Grande e Vale de Cambra) e respetivas eficiências dos filtros. ... 62 Tabela 24 - Valor médio do pH de ambas as salgas (Ribeira Grande e Vale de Cambra). ... 63 Tabela 25 - Listagem dos microrganismos identificados. ... 64 Tabela A1 - Fungos sensíveis à natamicina em duas faixas de Concentração Inibitória Mínima (MIC). ... 83 Tabela A2 – Números mínimos de respostas corretas para estabelecer diferença no teste triangular. ... 93
1
CAPÍTULO 1 – INTRODUÇÃO
1.1 Enquadramento do projeto
O presente projeto insere-se no âmbito da dissertação para a obtenção de grau de Mestre em Engenharia Biológica, ramo Tecnologia Química e Alimentar, pela Universidade do Minho. O projeto foi realizado através de um estágio curricular na empresa Fromageries Bel Portugal, de Fevereiro a Agosto de 2013.
O Grupo Bel é um grupo multinacional de origem francesa, detentor de várias marcas distribuídas em mais de 120 países, marcando a sua presença no mercado do queijo há mais de 145 anos.
Em 2012, o Grupo Bel posicionou-se em terceiro lugar no mercado do queijo, a nível mundial, com uma faturação de 2,6 biliões de euros. O seu sucesso está assente nas suas reconhecidas políticas de desenvolvimento sustentável, ambicionando ter o melhor impacto económico e social.
Este Grupo possui cinco marcas internacionais (A Vaca que Ri, Mini Babybel, Kiri, Leerdammer e Boursin) e, no mínimo, 20 marcas locais, como é o caso das marcas portuguesas Limiano e Terra Nostra. As marcas do Grupo Bel destacam-se pela sua liderança nos vários segmentos de mercado onde atuam, por exemplo no Queijo Flamengo, as marcas que lideram são Limiano e Terra Nostra; e no segmento do Queijo Fundido é Vaca que Ri que lidera o mercado.
Em Portugal, o Grupo Bel está distribuído em três fábricas, uma em Vale de Cambra (Portugal Continental) e as outras duas estão localizadas nos Açores, na ilha de S. Miguel (Ribeira Grande e Covoada). A unidade fabril da Ribeira Grande produz o queijo Terra Nostra e manteiga Terra Nostra e Loreto. Na Covoada é produzido o leite UHT Terra Nostra. Enquanto que na unidade fabril de Vale de Cambra se produz o queijo Limiano e Pastor. É também nesta unidade onde se fatia todo o queijo da Bel Portugal. No último ano, a empresa também investiu na construção de uma unidade para produção de queijo ralado.
A empresa Fromageries Bel Portugal, anteriormente, era conhecida por LactoIbérica, fruto da compra do Grupo Bel em Janeiro de 2004. Bel Portugal integra por fusão variadas empresas da indústria de lacticínios, nomeadamente: Lacto Lusa, S.A., Lacto Lima, S. A., Lacto Açoreana, S. A., Agrolactea, Produtos Alimentares, Lda e Lacticínios Loreto. A nível de quota de mercado, a Bel Portugal possui 18,5% (valor) do mercado nacional do queijo.
2
1.2 Objetivos
O objetivo principal deste projeto consiste no estudo da eliminação da natamicina da superfície do queijo. Esta alteração tem o intuito de tornar o queijo livre de aditivos e num produto mais natural. Como certos países não aceitam a natamicina nos seus produtos, com esta alteração existe a oportunidade da Bel Portugal exportar para mais países e assim, crescer em novos mercados.
Para além do objetivo principal descrito anteriormente, esta alteração visa também ganhos importantes a nível de custos para a empresa. Uma vez que o custo com a compra do revestimento utilizado no tratamento antifúngico seria reduzido, bem como, outros custos adjacentes, como por exemplo, redução na mão-de-obra necessária e no tempo dispensado. Com estas reduções mencionadas, o preço do produto final pode ser reduzido até aproximadamente ⅓ do valor atual.
Em simultâneo, também existem outros objetivos relacionados, como é o caso do estudo do desenvolvimento de bolores e leveduras ao longo de todo o fluxo de produção, da maturação e após embalamento em condições de atmosfera controlada.
3
CAPÍTULO 2 – REVISÃO BIBLIOGRÁFICA
2.1 História do queijo
O queijo encontra-se presente na alimentação humana há milhares de anos, sendo difícil precisar exatamente o início do seu fabrico. Contudo, existem relatos de consumo deste produto no ano 7000 a.C., bem como provas arqueológicas encontradas na Mesopotâmia – região entre os rios Tigre e Eufrates – que comprovam a presença de queijos feitos com leite de vaca e de cabra datadas de 6000 anos a.C.. No Antigo Egipto, é possível observar murais que descrevem a fabricação do queijo. Para além destes factos, a Bíblia também faz referência ao consumo deste produto no Velho Testamento [1, 2].
Segundo a lenda, o queijo foi descoberto por um nómada árabe, numa das suas viagens ao deserto. Levava consigo leite num cantil feito de estômago seco de carneiro. Quando se decidiu beber o leite, deparou-se com um produto sólido, igualmente saboroso [1]. Esta transformação deve-se à combinação de vários factores, nomeadamente a flora natural do leite, as enzimas presentes nas glândulas da parede interna do estômago do carneiro, a temperatura elevada que se fazia sentir e a agitação provocada pelo movimento do nómada durante a sua viagem [3]. É de salientar que o queijo primitivo foi originado, apenas, pela coagulação do leite, sem presença de sal [4].
Como se constou na altura da descoberta do queijo, este produto possui uma duração de conservação maior que o leite. Deste modo, o queijo esteve bastante presente na alimentação diária das populações [2].
Na época do Império Romano, as técnicas de fabricação e de maturação dos queijos foram melhoradas. Por outro lado, a partir da Idade Média, os queijos ficaram limitados aos mosteiros católicos, onde os monges cristãos desenvolveram imensas receitas, algumas das quais ainda são utilizadas hoje em dia [1].
Ao longo dos tempos, as etapas da produção de queijos foram sofrendo alterações e em 1267, foi fundada em França a primeira “fruitières” (ancestral das cooperativas laticinistas), onde se produziam os queijos Beaufort, Emmenthal e Comté [1). Contudo, foi apenas no século XIX que se iniciou a produção de queijo em massa, com a abertura de uma unidade fabril em Nova Iorque (EUA). Na Europa, a primeira grande queijaria foi inaugurada em França no século XX [4].
4
Existem, atualmente mais de 1000 tipos de queijos no Mundo, esta grande diversidade deve-se às variações existentes nas matérias-primas e nas várias etapas de produção e no tempo de maturação [1]. A França é um dos países que mais produz queijo no Mundo e demonstrou, com o decorrer dos anos, uma grande dedicação nesta indústria [4].
2.2 Queijo Flamengo
O Queijo Flamengo é oriundo do norte da Holanda, na cidade de Edam. Foi produzido pela primeira vez na Idade Média, e através dos comerciantes da região foi divulgado por todo o Mundo [2].
Em Portugal, ocorreram várias tentativas de implementação de unidades fabris deste tipo de queijo em Paredes de Coura em 1896, até que Sérgio Lopes e o seu irmão conseguiram fundar uma empresa de produção de Queijo Flamengo para fundir em 1930. Em 1926, em Paços de Ferreira, existia uma unidade fabril e Queijo Flamengo para fundir [2].
Segundo a Norma Portuguesa 1920, o Queijo Flamengo é definido como um “queijo curado de pasta amarela clara, semidura, com poucos olhos disseminados na massa, de consistência firme, obtido por dessoramento após coagulação de leite inteiro ou parcialmente desnatado, depois de pasteurizado” [5].
Em relação às características deste tipo de queijo, o seu teor de humidade encontra-se entre 54 e 63% relativo ao queijo isento de matéria gorda, quanto ao teor de matéria gorda, os valores situam-se entre 10 a 60% referente ao resíduo seco. Durante o processo de maturação, vários parâmetros devem ter-se em conta, como é o caso da temperatura, entre 12 a 15 °C e a humidade relativa entre 85 a 90%. O Queijo Flamengo pode adotar vários formatos (bola, prato e barra) [5].
2.3 Mercado europeu e nacional do consumo de queijo
O mercado europeu do queijo encontra-se em constante evolução, segundo dados da Eurostat, em 2012, os países que mais produziram queijo foram a Alemanha (2161,15 mil toneladas), a França (1927,78 mil toneladas) e a Itália (1203,76 mil toneladas). Quanto a Portugal, atingiu uma produção total de 72,01 mil toneladas.
5
Os valores representados na legenda encontram-se em mil toneladas. Fonte: Eurostat, 2013
Segundo o INE (Instituto Nacional de Estatísticas), em Portugal, ao comparar a produção total de queijo do ano 2011 para 2012, observa-se um decréscimo de 1,3%, alcançando um total de 78 mil toneladas produzidas em 2012. Esta diminuição é fruto de uma menor produção, cerca de menos 8,8% de queijo mistura (5 mil toneladas) e de menos 3,7% no queijo de ovelha (12 mil toneladas). Quanto aos queijos de vaca (59 mil toneladas) e de cabra (1,9 mil toneladas), estes mantiveram os respetivos níveis de produção (Tabela 1) [6].
6
Tabela 1 - Produção anual de queijo (em toneladas) por tipos de queijos
Fonte: INE, Estatísticas da Produção Animal
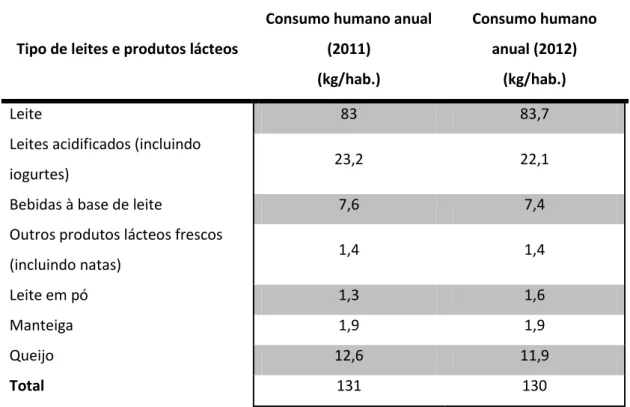
A seguinte tabela revela o consumo humano do ano 2011 e 2012 em Portugal, de vários produtos lácteos por habitante.
Tabela 2 - Consumo humano anual de leite e produtos lácteos per capita (em kg/hab.)
Tipo de leites e produtos lácteos
Consumo humano anual (2011) (kg/hab.) Consumo humano anual (2012) (kg/hab.) Leite 83 83,7
Leites acidificados (incluindo
iogurtes) 23,2 22,1
Bebidas à base de leite 7,6 7,4
Outros produtos lácteos frescos
(incluindo natas) 1,4 1,4
Leite em pó 1,3 1,6
Manteiga 1,9 1,9
Queijo 12,6 11,9
Total 131 130
Fonte: INE, Balanço de Aprovisionamento de Produtos Animais
Tal como a produção de queijo decresceu do ano 2011 para 2012, o consumo desses produtos, em geral, também sofreu uma diminuição. Contudo, a quantidade consumida de leite e de leite em pó aumentou um pouco, cerca de 0,84% e 18,75%, respetivamente.
Tipo de queijo Produção anual (2011) (toneladas) Produção anual (2012) (toneladas) Queijo de vaca 58926 58847 Queijo de ovelha 12378 11915 Queijo de cabra 1971 1965 Queijo de mistura 5676 5177 Total 78951 77904
7
2.4 Definição e classificação
De acordo com a portaria nº 73/90 de 1 de fevereiro, o queijo consiste num “produto fresco ou curado, de consistência variável, obtido por coagulação e dessoramento do leite ou do leite total ou parcialmente desnatado, mesmo que reconstituído, e também da nata, do leitelho, bem como da mistura de alguns ou de todos estes produtos incluindo o lactossoro1, sem ou com adição de outros géneros alimentícios” [7].
A classificação do queijo é também realizada segundo este documento, podendo ser feita segundo quatro parâmetros – cura, composição, consistência e matéria gorda.
Em relação à classificação quanto à cura, existem três tipos de queijos:
Queijo curado – produto que apenas após um certo período de tempo em condições específicas de temperatura, humidade e ventilação, se encontra pronto para consumo;
Queijo curado pela ação de bolores – as características deste tipo de queijo se devem essencialmente ao desenvolvimento de bolores específicos no interior e/ou na superfície do produto;
Queijo fresco – produto não sujeitado ao processo de cura, obtido por coagulação e dessoramento do leite por fermentação láctea, com ou sem adição do coalho [7].
Relativamente à composição, existem queijos sem e com adição de géneros alimentícios diferentes do queijo [7].
Quanto à consistência, esta classificação é considerada em função da percentagem de humidade no queijo isento de matéria gorda (Tabela 3), e quanto à matéria gorda, é em função da percentagem de matéria gorda no extrato seco (Tabela 4) [7].
De acordo com a classificação quanto à consistência, pode-se afirmar que os queijos extraduros são normalmente utilizados para ralar. Os de pasta dura apresentam grande resistência ao corte de uma faca, porém quebram-se com alguma facilidade. Os queijos de pasta semidura são próprios para serem cortados às fatias. Por último, os queijos de pasta semimole e mole podem ser espalhados no pão (por exemplo) devido à sua consistência [8].
1
Lactossoro: líquido residual, cujo teor varia de acordo com o tipo de queijo; a maior quantidade é eliminada durante o processo de fabrico e utilizada como matéria-prima na produção de iogurtes, ricota e outros produtos. (1)
8
Tabela 3 – Classificação do queijo quanto à sua consistência
Classificação Humidade no queijo suposto isento de matéria gorda
Extraduro Máximo – 51%
De pasta dura De 49% a 56%
De pasta semidura De 54% a 63%
De pasta semimole De 61 a 69%
De pasta mole Superior a 67%
Tabela 4 – Classificação do queijo quanto à matéria gorda
Classificação Matéria gorda no extrato seco
Muito gordo ou extragordo Superior a 60%
Gordo De 45% a 60%
Meio gordo De 25% a 45%
Pouco gordo De 10% a 25%
Magro Máximo – 10%
Como se pode observar na Tabela 3, os queijos mais desidratados / secos são aqueles que apresentam maior dureza e o seu tempo de conservação é maior [9].
O queijo também pode ser classificado quanto ao tipo de coagulação do leite:
Coagulação láctica: as bactérias lácticas produzem o ácido láctico através da fermentação. Neste caso, podem-se usar quantidades reduzidas de coalho de modo a simplificar o dessoramento (ex: maioria dos queijos frescos) [8].
Coagulação enzimática: através da ação do coalho. Deste modo, a quantidade de coalho será superior que na coagulação láctica, sendo efetuada num intervalo de temperaturas de 30 a 35 °C com o intuito de acelerar esta etapa. Para que o meio não sofra em demasia a acidificação, o leite deve possuir fermentos lácteos pouco ativos, nas etapas de coagulação e dessoramento (ex: maioria dos queijos curados) [8].
Coagulação mista: em presença de uma quantidade significativa de coalho (até 25 mL por 100 L de leite), sob temperaturas entre 28 a 32 °C, promovendo o
9
desenvolvimento do fermento láctico presente em grandes quantidades desde o início desta etapa [8].
2.5 Composição nutricional
Como já foi referido anteriormente, o queijo é um produto no estado sólido derivado do leite, que resulta da sua coagulação através das enzimas ou do ácido láctico, com separação de soro de seguida. Os fatores que controlam a composição e as características organoléticas do queijo são os tipos de fermentos utilizados, o método de coagulação (por exemplo, enzimática ou ácida), a separação do soro e os diferentes tratamentos utilizados durante o fabrico e tipo de maturação [9].
Visto ser o queijo um produto lácteo, a composição do leite determina o valor nutritivo do mesmo [4]. Este produto é um alimento rico em proteínas e contém um alto valor calórico, é considerado uma fonte rica em vitaminas A, D, E e K e em sais minerais, nomeadamente cálcio e fósforo. Comparando a coagulação enzimática com a ácida, a primeira possui maior teor em minerais [9]. Os minerais participam no processo de coagulação do leite, afetando a textura dos queijos [1]. Para além dos sais minerais, alguns oligoelementos também estão presentes em quantidades mínimas, que pode variar de acordo com as condições da produção de leite. Os principais oligoelementos são: zinco, ferro, iodo, molibdénio, flúor, selénio e cobalto [4].
Se o leite usado tiver uma maior percentagem de matéria gorda, o queijo resultante terá um maior rendimento, uma vez que a relação existente entre a matéria gorda e a caseína (principal proteína nos queijos) será bastante próxima [4].
O leite traduz-se num produto que, num curto espaço de tempo, sofre alterações com grande facilidade, portanto, carece de certos tratamentos específicos que aumentem o seu período de utilização [8].
Neste projeto, o queijo estudado é o queijo flamengo, produzido através de leite de vaca, que se apresenta, quando fresco, como um líquido branco, opaco, de sabor um pouco açucarado e com odor pouco saliente [8].
A Tabela 5 apresenta, de uma forma breve, a composição do leite produzida por algumas espécies – vaca, ovelha e cabra.
Relativamente às propriedades físico-químicas adjacentes a este tipo de leite encontram-se na Tabela 6.
10
Tabela 5 – Composição do leite de algumas espécies (vaca, ovelha e cabra) Espécie Sólidos totais Teor em gordura (%) Teor em proteínas (%) Teor em lactose (%) Teor em cinzas (%) Vaca 12,7 3,7 3,4 4,8 0,7 Ovelha 19,3 7,4 4,5 4,8 1 Cabra 12,3 4,5 2,9 4,1 0,8 Adaptado de [10].
Tabela 6 - Propriedades físico-químicas do leite de vaca Propriedades físico-químicas
Densidade a 15 °C 1,030 – 1,034 g/cm3 Calor específico 0,93 cal/g °C Ponto de congelação -0,55 °C
pH 6,5 – 6,6
Acidez em graus Dornic 16 – 18 °D Viscosidade a 20 °C 2 centipoises Índice de refracção 1,35
Adaptado de [8].
Nota: 1 °D corresponde 0,1 g de ácido lático por litro de leite.
Os aminoácidos essenciais presentes no queijo atribuem um valor biológico acrescido e uma digestibilidade perto de 95%. Deste modo, as proteínas do queijo são digeridas na totalidade, facultando ao organismo uma vasta extensão de aminoácidos fundamentais ao seu crescimento. A proteína mais abundante no queijo é a caseína, presente tanto na forma α, β como na κ [4].
O sabor e a textura dos queijos são determinados pela gordura. Quando existe um excesso de gordura, a coagulação do leite será mais lenta, a maturação terá um período mais longo, o rendimento será maior e haverá uma menor resistência a ambientes adversos. Pelo contrário, quando há pouca gordura, originará um queijo de pasta dura e o período de maturação será demorado [4].
Os lípidos dos queijos encontram-se sob a forma de emulsão, para que assim a sua digestibilidade aumente. Estes compostos provém de uma mistura de ácidos gordos saturados – mono e polinsaturados [4].
11
De uma forma geral, o queijo apresenta boas propriedades nutricionais, pelo que deve ser integrado na alimentação humana porém a quantidade ingerida deve ser equilibrada e ajustada a todas as idades (Tabela 7) [4].
Tabela 7 - Quantidade diária recomendada de queijo (g/dia)
Idade Quantidade diária recomendada de queijo (g/dia)
2 a 6 anos 20 – 30 7 a 11 anos 30 12 a 15 anos 50 16 a 20 anos 50 – 80 Adultos 30 – 50 Grávidas 50 Idosos 30 Adaptado de [4].
2.6 Tecnologia de fabrico
O queijo como se tem vindo a observar é um produto fermentado obtido a partir do leite, constituído por caseína sob forma de gel, por ácidos gordos, ácido láctico e por substâncias minerais [8].
A fabricação do queijo tem como objetivo transformar alguns dos componentes do leite num produto de fácil conservação, ocupando menos volume, de alto valor nutritivo, sabor agradável e de boa digestibilidade [8]. De forma resumida, consiste na remoção de água e de alguns minerais do leite, originando um concentrado de gordura e proteína. Os principais ingredientes para a produção de queijo centram-se no leite, no agente de coagulação (coalho), na cultura lática e no sal [3].
O tipo de queijo a produzir está inteiramente relacionado com o tipo de leite usado como matéria-prima [1]. É essencial controlar a qualidade do leite, através de parâmetros de composição química, características físico-químicas e higiene. A qualidade da composição é determinada pelos teores de proteína, gordura, sais minerais e vitaminas, também influenciada por outros fatores como a alimentação, a genética e a raça dos animais. Certos critérios encontram-se definidos, nomeadamente, baixa contagem de bactérias, ausência de
12
microrganismos patogénicos, de conservantes químicos e de resíduos de antibióticos, pesticidas ou outras drogas [11].
A figura seguinte mostra a sequência dos passos mais importantes na fabricação do queijo.
Figura 2- Esquema representativo do fabrico do queijo.
2.6.1 Tratamento do leite
Até ser utilizado no processo, o leite deve-se encontrar em condições de refrigeração. Os tratamentos a seguir dependem do tipo de queijo que se pretende produzir, podendo ou não o leite ser desnatado e pasteurizado. Existem outros tratamentos mecânicos a que o leite pode estar sujeito, como é o caso da bactofugação e da microfiltração, para redução da carga microbiana. A bactofugação consta numa centrifugação feita numa centrífuga especial, hermética, apta de separar o leite das bactérias e dos esporos. A microfiltração consiste na filtração do leite por membranas especiais que retém as bactérias indesejadas [1, 3].
O tratamento térmico compreende várias etapas, uma delas é a termização que não substitui a pasteurização, tem o objetivo de reduzir a carga microbiana, eliminando até os microrganismos psicotróficos. Esta redução visa aumentar o tempo de estocagem no fim desta
Tratamento do leite Coagulação Corte da coalhada Dessoramento Moldagem / Prensagem Salga Cura / Maturação Embalagem
13
etapa. Este processo é realizado entre 64 a 68 °C, durante 10 a 15 segundos [12]. Através da termização, a qualidade do leite é favorecida durante a sua armazenagem, evitando assim a formação de lipases e proteínas termorresistentes [13]. Esta etapa exerce efeito indireto sobre o rendimento da produção de queijos, prevenindo a perda de sólidos do leite durante a estocagem [14].
Depois de terminada a termização e arrefecimento do leite, este é armazenado (estocagem) em silos a uma temperatura próxima de 6,4 °C [13].
De seguida, a pasteurização é realizada a altas temperaturas num curto espaço de tempo (65 a 80 °C, durante 1 minuto). Quando esta temperatura ultrapassa os 80 °C, provoca um aumento no rendimento no processo de produção de queijo, uma vez que a lactalbumina e a lactoglobulina coagulam e se retêm na caseína; e o valor nutritivo do queijo é melhorado devido à presença das proteínas mencionadas anteriormente [8].
Por outro lado, este método acarreta algumas desvantagens, nomeadamente, dificuldade no dessoramento, formação de substâncias redutoras que afetam o desenvolvimento das bactérias láticas e rutura do equilíbrio fósforo – cálcio do leite, levando à debilitação dos sais solúveis de cálcio com posterior dificuldade de coagulação [8].
De forma a evitar estas desvantagens, é recomendável que a pasteurização se realize sem a presença de ar, para que a precipitação de sais de cálcio diminua. O arrefecimento do leite deve ser realizado rapidamente até se atingir a temperatura de coagulação, desta forma evita-se o crescimento de microrganismos indesejáveis [8].
O leite a ser pasteurizado deve possuir uma acidez inferior a 22 °D para evitar aderência nas paredes do equipamento de caseína coagulada, o que causaria um sabor a cozido e uma diminuição do rendimento [8].
Durante a pasteurização podem ser adicionados aditivos, como é o caso do cloreto de cálcio, nitrato de potássio ou sódio, corantes, culturas bacterianas e enzimas. Este método representa muita importância, uma vez que afeta a qualidade e segurança do queijo [3].
2.6.2 Coagulação
Após a pasteurização do leite e respetivo arrefecimento, o leite deve ser inoculado com uma cultura microbiana (coalho) que possui as características finais do queijo [8].
O coalho é uma substância extraída do estômago dos bezerros durante o período de alimentação lática (origem animal). Na indústria, este produto é vendido sob a forma de
14
líquido, pó ou pastilhas. Na forma líquida, as suas características dissipam-se mais rapidamente, devido à fraca estabilidade da enzima em presença de humidade. O principal objetivo do coalho é coagular a caseína existente no leite. Contudo, nem todos os povos ficam confortáveis com o uso de produtos de origem animal, por isso existe a possibilidade de utilizar coalho de origem vegetal e microbiano. Os queijos fabricados com o coalho de origem animal têm a tendência de após um tempo de armazenamento tornarem-se amargos. O coalho de origem microbiana comporta-se de igual forma que o de origem animal [1, 8].
A temperatura ótima do coalho ronda os 40 °C, porém na prática a temperatura é um pouco mais baixa, aproximadamente 35 °C de forma a evitar que a coalhada fique demasiado dura [1].
Nesta etapa ocorre a desnaturação da proteína do leite e floculação das micelas da caseína, originando um gel que retém o coalho. Este fenómeno acontece devido à presença do ácido lático e do coalho. O ácido pode ser adicionado ou participar na ação das culturas microbianas [3, 8].
Estas culturas microbianas podem conter um número conhecido de espécies conhecidas, ou então culturas mistas em que as espécies utilizadas são desconhecidas [1].
Existem neste momento várias substâncias proteicas: caseína, lactalbumina e lactoglobulina. A caseína é um colóide eletronegativo protetor que age contra o calor, evitando que as outras proteínas floculem em temperaturas elevadas. Quando a caseína se precipita, a lactalbumina e a lactoglobulina também se precipitam [8].
Como já foi referido anteriormente, o queijo pode ser classificado segundo a sua coagulação. No caso da coagulação ácida, através de um ácido no leite, os iões positivos irão neutralizar a carga negativa da caseína. Quando existe uma neutralização total das cargas negativas, atingindo o ponto isoelétrico (pH 4,5), as micelas da caseína floculam e se juntam, mantendo o líquido dispersante. Ao mesmo tempo, ocorre uma desmineralização significativa do fosfocaseinato cálcico, pois os iões de cálcio são substituídos pelos iões positivos do ácido, levando à precipitação da caseína pura [8].
Por outro lado, existe a coagulação enzimática da proteína do leite que ocorre em duas fases, em que a fase primária designa-se por enzimática, onde o coagulante ataca o componente estabilizador da micela da caseína, e na fase secundária, dita por fase de coagulação, consiste na formação do gel através da associação das micelas alteradas pela intervenção das enzimas. Na fase enzimática, o coagulante provoca um corte na ligação peptídica existente entre a posição 105 e 106, estabelecida pelos aminoácidos fenilananina e metionina da caseína κ. A enzima que consegue realizar este corte com maior especificidade é de origem animal, denominada por quimosina. Este corte origina duas partes: o
15
glicomacropéptido (GMP) que permanece no soro e a fração para-caseína κ que leva à destabilização das micelas, uma vez que é extremamente hidrofóbico e alcalino. A segunda fase (de coagulação) consiste na libertação do GMP e na sua permanência no soro, o que leva à diminuição das cargas das micelas e da hidratação. Com estas condições, é possível formar o gel, ou seja, as micelas agregam-se através de processos físicos formando uma malha de caseína resistente que retém os componentes do leite (solúveis e insolúveis) e a gordura [15].
Através do método de coagulação ácida, os queijos fabricados são de qualidade inferior aos que utilizam a coagulação enzimática [1].
Com o modelo da micela de caseína é possível observar a relevância da fração GMP e a respetiva disposição (Figura 3) [15].
Figura 3 - Modelo da micela de caseína.
A velocidade de coagulação do leite encontra-se relacionada com a quantidade de coalho utilizado, da temperatura do leite, do pH, da quantidade de sais de cálcio solúveis no leite e do teor de gordura [8].
Nesta etapa o leite encontra-se em repouso e observa-se uma certa heterogeneidade no coágulo, uma vez que a gordura reúne-se à superfície [3,8]. Após um determinado tempo, o leite transforma-se na coalhada [1].
Durante este processo, pode-se empregar variados aditivos, como é o caso de cloreto de cálcio (CaCl2), nitratos, corantes, etc. O uso de cloreto de cálcio aumenta a quantidade de
16 2.6.3 Corte da coalhada
De seguida, a coalhada é cortada com cuidado em cubos de diferentes tamanhos, quando é atingido o grau de firmeza adequado. Este corte tem o intuito de tornar a eliminação do soro mais fácil, aumentando a sua superfície de saída, sem que hajam grandes perdas de proteína e gordura [3].
O corte é obtido através de liras, que cortam tanto na vertical como na horizontal. Quanto mais fino for o corte, a superfície total da coalhada será maior, assim a quantidade de soro eliminado também é maior, levando à produção de um queijo com um baixo teor de humidade [3].
Os vários tipos de queijo existentes são conseguidos através da variação do tamanho dos cubos da coalhada. Portanto, para queijos de pasta mole, os cubos devem ser de grande tamanho, enquanto que para queijos de pasta dura, os cubos devem ser de pequenas dimensões [8].
Os cortes efetuados devem ser feitos lentamente, para que a perda da caseína no soro seja evitada. O momento de corte deve ser realizado quando é atingido o ponto de corte, altura em que se encerra a coagulação [8].
2.6.4 Dessoramento
No dessoramento ocorre a separação e a eliminação do soro da coalhada, isto é, parte líquida da parte sólida (constituída por caseína e gordura). A maioria da gordura existente é eliminada juntamente com o soro. Esta quantidade aumenta com o aumento da gordura no leite, com o aumento da energia envolvida no processo e quanto mais flexível e contrátil for o coágulo [8].
Esta etapa depende do tipo de coagulação, se tiver ocorrido uma coagulação ácida, o dessoramento acontece espontaneamente, a sua velocidade pode ser controlada pela temperatura (30 °C é uma temperatura favorecida). No caso da coagulação enzimática, o dessoramento é realizado sob ações mecânicas ou térmicas. Por fim, quando ocorre a coagulação mista, esta etapa é concretizada pela ação de ácido ou por ação conjugada com procedimentos mecânicos que dependem do tipo de queijo [8].
Durante este passo, a temperatura da cuba pode sofrer um aumento de forma a regular a acidez da coalhada. No fim, pode dar-se uma agitação, uma vez que a coalhada vai
17
perdendo a sensibilidade para separar mais soro e mudar a quantidade de ácido da mistura, podendo-se escolher a variação da agitação de acordo com o tipo de queijo [3].
É nesta etapa que também se dá o fenómeno da sinérese, que representa a eliminação do soro, aumentando desta forma a rigidez do gel. Este fenómeno está sujeito a vários fatores, nomeadamente o tratamento térmico, a homogeneização do leite, a quantidade de sais (cloreto de cálcio e cloreto de sódio), a quantidade do agente coagulante, a temperatura a que ocorre a coagulação, o pH e métodos como o corte e lavagem da coalhada [15].
2.6.5 Moldagem / Prensagem
Com a acidez e a firmeza da massa adequadas, o próximo passo é a moldagem. Existem várias maneiras de realizar esta etapa, uma delas é a transferência da massa da coalhada para moldes ou esta é sujeita a uma pré-prensagem antes de ser moldada. É nesta fase que o queijo toma a forma desejada e particular a cada tipo [3].
O objetivo da prensagem é eliminar o resto do soro existente, de forma a melhorar a textura. Tanto a velocidade de prensagem como a pressão aplicada são ajustadas aos vários tipos de queijos. Trata-se de um método exclusivamente mecânico [3, 8].
Após a prensagem, o queijo deve repousar durante algum tempo, assim a lactose presente na massa é transferida, totalmente em ácido lático [3].
2.6.6 Salga
A salga tem o intuito de dar sabor ao queijo e evitar que o mesmo se deteriore (através do efeito osmótico, removendo a humidade). O principal interveniente neste passo é o sal que inibe o crescimento de microrganismos indesejáveis e elimina possível soro existente no queijo. O sal utilizado deve ser puro e bem seco. Quando usado em quantidades elevadas, pode prejudicar a fermentação lática e também a maturação [8].
Esta etapa pode ser realizada segundo vários métodos, por exemplo, aplicação direta na massa ou no queijo, colocação do queijo numa salmoura ou uma mistura dos métodos referidos anteriormente [3].
18
No caso da salga na massa, o sal é espalhado uniformemente pela massa que é misturada com cuidado. A quantidade de sal utilizada é inferior a 3% do peso da massa (ex: queijos frescos) [8].
Quando o sal é aplicado no queijo, ou seja, salga seca, toda a sua superfície é esfregada, ocorrendo desidratação por osmose. Por fim, na salga realizada em salmoura, os queijos são mergulhados numa solução por um tempo determinado dependendo do tipo de queijo [8].
Durante esta etapa, existe uma perda da humidade na massa do queijo, resultante da diferença na pressão osmótica entre a água da salga (salmoura) e o queijo. Aliada à redução da humidade, também existem outros componentes que são eliminados, como soroproteínas, ácido lático e minerais dissolvidos. Paralelamente, o cloreto de sódio (NaCl) é absorvido pela massa [1].
Em muitos tipos de queijos, após a salga, o queijo é mergulhado numa solução antifúngica que retarda o crescimento de microrganismos indesejáveis. Este capítulo será novamente abordado, detalhadamente, mais à frente neste documento.
2.6.7 Cura / Maturação
Na maturação acontecem transformações originadas em processos microbiológicos, físicos e bioquímicos, pela ação de microrganismos e enzimas (agentes internos ou externos), sob condições específicas, essenciais à produção de certos tipos de queijos. Estas transformações influenciam a lactose, as proteínas e a gordura [3, 8].
Os produtos provenientes da hidrólise da gordura participam, neste momento, no desenvolvimento do aroma, do sabor e da textura do queijo. Deste modo, existe a necessidade de padronizar o teor de gordura no leite para que seja possível a produção de vários tipos de queijos. Esta padronização é conseguida através da adição de creme, de leite desnatado e pelo uso de centrífugas [8].
A maturação pode ser realizada por agentes internos, ou seja, pelos microrganismos e enzimas do leite e do coalho, ou então por agentes externos que consistem nos microrganismos ambientais, do leite e do coalho [8]. Como nesta fase encontram-se agregadas uma larga variedade de reações bioquímicas, a população microbiana representa um papel muito importante neste processo. Deste modo, as respetivas contagens dos microrganismos no queijo são elevadas [16].
19
Embora o fermento (ou culturas láticas, composto por bactérias ácido láticas) seja responsável pela produção de ácido e, consequente contribuição no processo de maturação, a microbiota secundária também possui um papel muito relevante nesta etapa. Esta população é composta por enterococus, micrococus, bactérias ácido láticas (não pertencentes ao fermento) e leveduras. As leveduras estão presentes em vários tipos de queijos, porém na maioria dos casos, a sua contribuição na cura não é suficientemente clara. As grandes contagens das leveduras são devidas à tolerância face a baixo pH, a reduzida atividade de água e a altas concentrações de sal, bem como a sua capacidade de crescer em baixas temperaturas (de refrigeração), condição que caracteriza uma câmara de maturação [16].
Durante as transformações mencionadas, a lactose desaparece, em cerca de 10 dias, pela ação dos microrganismos presentes, dando lugar ao ácido lático, ao etanol, ao metanol e proteínas. As bactérias proteolíticas são as responsáveis pela maturação. Estes microrganismos desenvolvem-se devido ao aumento da humidade provocada pela inexistência da gordura. Este fato deve-se à falta de ácidos gordos libertados durante este processo [8].
Durante a maturação acontecem três processos bioquímicos primários: metabolismo da lactose, metabolismo das proteínas e metabolismo dos lípidos, designados por glicólise, proteólise e lipólise, respetivamente. Estes processos são os responsáveis pelas transformações envolvidas na cura que levam à determinação do sabor e da textura dos queijos. Porém, existem outras alterações que ocorrem em simultâneo, igualmente importantes na caracterização dos mesmos. Todos estes processos são originados por enzimas do agente coagulante, de microrganismos e de enzimas próprias do leite [15].
As enzimas presentes na superfície do queijo migram para o interior da massa. Os queijos, em geral, são salgados na sua superfície, impedindo o crescimento de microrganismos indesejáveis não tolerantes ao sal [8].
A variedade de microrganismos coopera nestes processos complexos, todavia com todas as espécies unidas, é possível que ocorram efeitos de sinergia ou de oposição. Contudo, a microflora adapta-se e evolui de forma a se atingir um equilíbrio estável [15].
O controlo da temperatura e da humidade é fundamental a nível microbiológico e na formação da casca. As câmaras de cura devem conter os valores de humidade, temperatura e ventilação controlados de acordo com o tipo de queijo pretendido. O tempo de permanência na câmara depende do tipo de queijo [3].
20
Glicólise
A glicólise consiste no metabolismo da lactose, a maioria desta proteína foi eliminada juntamente com o soro, mas existe sempre uma quantidade residual contida nos poros da matriz da coalhada. Através das bactérias láticas, a lactose é convertida em ácido lático. É essencial para produzir queijos de boa qualidade que o metabolismo da lactose residual seja completo, estando a sua rapidez relacionada com a quantidade de sal na coalhada (as bactérias láticas de arranque são mais percetíveis ao sal do que as restantes bactérias láticas) [15].
Um dos inconvenientes relacionados com a glicólise é que existe outros microrganismos, sem ser as bactérias láticas, que são capazes de fermentar os monossacáridos da lactose e convertê-los em outros produtos, podendo estes ser inadequados e causar defeitos no queijo [15].
Como resultado da fermentação lática, o ácido lático também é alvo de transformações, nomeadamente ao se ligar com o cálcio do soro, forma-se lactato de cálcio e estes dois compostos podem ser fermentados em ácido propiónico, ácido acético e dióxido de carbono [15].
Proteólise
O teor de proteínas vai-se alterando ao longo da maturação através de processos de dissociação nas proteínas fibrosas, originando camadas com uma estrutura mais homogénea. A proteólise é a causadora desta alteração e a sua importância reflete-se na caracterização da textura e do sabor [15].
Este fenómeno acarreta os seguintes passos: libertação de aminoácidos e péptidos (podendo estar relacionados ao sabor amargo) e formação de compostos que cooperam no sabor (aminas, ácidos, tióis, tioésteres, …) (Figura 4) [15].
21
A proteólise pode ser dividida em dois grupos, a proteólise primária ou extensão da proteólise e a proteólise secundária ou grau de profundidade da proteólise. A primária representa até que ponto as caseínas se encontram hidrolisadas em péptidos solúveis em água. A secundária consiste em determinar até que ponto esses péptidos foram degradados em péptidos de tamanho inferior ou aminoácidos [15].
Lipólise
A lipólise é o processo mais envolvido na produção de aromas durante a maturação, consistindo na hidrólise dos lípidos realizada por lipases naturais do leite e por lipases de origem microbiana. Grande parte dos queijos possui uma atividade lipolítica reduzida durante o processo de cura. As enzimas lipolíticas podem ser estereases ou lipases, estando a sua diferença assente no comprimento da cadeia éster hidrolisado, na natureza físico-química do substrato e na cinética enzimática. As lipases presentes no queijo podem ter origem no leite, no coagulante, nas bactérias iniciais e em preparações de lipases exógenas [15].
Um queijo com baixo teor em gordura não possui um sabor característico e a quantidade de ácidos gordos livres é menor do que se tivesse mais gordura. Deste modo, pode-se dizer que os ácidos gordos livres são determinantes para o sabor do queijo. Estes compostos de cadeia longa, com mais de 12 átomos de carbono, não são tão eficazes na determinação do sabor, como os de cadeia curta e intermédia, entre 4 a 12 átomos de carbono. Uma vez que os de cadeia longa contém um elevado limiar de percepção, ao contrário dos outros, que os limiares de percepção são menores [15].
2.6.8 Embalagem
Nesta última fase os principais objetivos são conservar o produto da ação exterior e conceder uma apresentação comercial. Os materiais utilizados são inertes, não tóxicos, impermeáveis, flexíveis, transparentes e termossoldáveis [8].
Segundo a norma NP-1920, o revestimento do queijo flamengo pode ser elaborado a partir de parafina, cera, matéria plástica, camada de óleos vegetais, papel celofane e tripa.os revestimentos mencionados podem ser corados de vermelho ou amarelo [5].
Todos os materiais utilizados na embalagem devem obedecer à legislação específica para cada um deles.
22
2.7 Propriedades químicas
2.7.1 pH
O pH influencia a textura do queijo, uma vez que possui efeito na estrutura das caseínas. Nos processos da moldagem, prensagem e salga, o pH vai diminuindo com a eliminação do soro [18].
Durante a maturação, o pH sofre algumas oscilações, no início existe uma diminuição devido ao consumo da lactose e à produção de ácido lático provocada pelo desenvolvimento das bactérias ácido-láticas. Enquanto que no fim da maturação, observa-se um aumento do pH, justificado pela utilização do ácido lático e consequente formação de produtos neutros ou alcalinos [18].
2.7.2 Gordura
A gordura encontra-se relacionada diretamente com o desenvolvimento das características da textura e na constituição do aroma. Esta propriedade apresenta-se no queijo sob a forma de glóbulos gordos, formados durante a coagulação [18].
Um queijo com uma textura mais dura revela menor teor em gordura. Relativamente ao aroma, a gordura do leite é constituído por grandes quantidades de ácidos gordos de cadeia curta, libertados durante a maturação e que irão influenciar o aroma do queijo [18].
2.7.3 Atividade da água
Em queijos semi-duros, como é o caso do queijo flamengo, o fator que mais afeta a estabilidade do queijo é a atividade da água (aw), que depende principalmente da humidade e
do teor de sal presente no queijo [19].
Durante a maturação, a atividade da água não é constante mas diminui até ocorrer um equilíbrio entre a superfície do queijo com a atmosfera envolvente, o que influencia a evolução microbiológica e química do mesmo [19].
23
2.8 Contaminação microbiológica
Neste projeto, o queijo a ser analisado é do tipo flamengo; neste caso o leite utilizado é pasteurizado no início do processo, logo a carga microbiana é eliminada. Se o leite fosse utilizado em cru, as fontes de contaminação por parte deste eram enormes, uma vez que o leite não era tratado. Estas contaminações podem ter origem em fatores externos aos animais, como por exemplo o ambiente, a água, mão-de-obra e equipamentos utilizados em contato direto com o leite e, também em fatores relacionados diretamente com os animais, nomeadamente, a alimentação e o aparecimento de doenças [20].
Considera-se por microrganismos todas as entidades vivas de tamanho microscópico, isto é, bactérias, vírus, fungos, algas e protozoários. Nos produtos alimentares, pode haver microrganismos que atuam de forma desejável, enquanto outros não [21].
Existem inúmeros microrganismos que podem ser encontrados no leite, dada a sua natureza, composição, origem, a forma de obtenção e o local de trabalho. Alguns destes microrganismos podem possuir atividade deteriorante através da ação enzimática do seu metabolismo. Outros podem conter vários níveis de patogenicidade, o que representa um sério risco para a saúde pública [22].
O leite contaminado é considerado um grande problema para a indústria de lacticínios, pois este encontra-se com níveis de acidez mais elevados, produzindo assim produtos de má qualidade [1].
A carga microbiana do leite encontra-se diretamente relacionada com a carga bacteriana inicial e com a taxa de multiplicação dos microrganismos. A carga bacteriana inicial consiste na quantidade de microrganismos presentes no leite armazenado nos tanques de refrigeração antes de ser implementado no processo de fabrico do queijo [22].
As condições em que se encontra o leite antes da pasteurização são importantes na determinação da intensidade do crescimento de vários microrganismos indesejáveis. Deste modo, é essencial controlar a temperatura e o período de armazenamento do leite. O leite armazenado deve estar refrigerado, uma vez que as temperaturas baixas inibem ou reduzem o desenvolvimento de grande parte de bactérias e reduzem também a ação das enzimas degradativas [22].
Contudo, mesmo depois da pasteurização, podem ocorrer contaminações por microrganismos, através de resíduos de leite nos equipamentos. Caso a limpeza não seja suficiente para eliminar estes resíduos, as bactérias possuem condições para se multiplicarem e contaminam o restante processo. Estas bactérias irão formar biofilmes bacterianos dentro dos equipamentos, que são difíceis de remover com a limpeza [22].
24
Com a limpeza e todo o processo de fabrico também se podem provocar mais contaminações, por exemplo leveduras que pairam no ar, fungos, bactérias e esporos podem-se depositar numa superfície que esteja em contato com o leite/queijo e contaminar toda a linha de produção [22].
É claro que quando não existem preocupações com a higiene das matérias-primas e do local do fabrico, a segurança do produto final fica desde logo comprometida. Como se pode concluir, o leite não é a única fonte de contaminação, os vários locais e equipamentos por onde a massa/queijo passa têm de ser analisados com cuidado (por exemplo, as câmaras de maturação, as formas utilizadas, etc.). Devido às baixas temperaturas e ao tempo que o queijo permanece nas câmaras de maturação, vários microrganismos (leveduras e bolores) podem-se desenvolver nas paredes e estruturas de cura. Deste modo, é extremamente importante que a limpeza seja rigorosa e cuidada em todos os equipamentos e utensílios [17, 20].
O queijo é considerado um produto alimentar seguro e, apesar do leite poder ser pasteurizado e as normas de segurança e higiene serem cumpridas, existem fases do processo de fabrico de extrema sensibilidade e com a recorrência elevada de manipulação humana. O que pode levar a contaminações por parte de microrganismos indesejáveis ou até mesmo patogénicos [2].
Na transformação do leite para o queijo dá-se a oxidação da lactose e consequentemente a diminuição do oxigénio dissolvido. Desta forma, o interior dos queijos comporta-se como um ambiente anaeróbio, podendo apenas desenvolver-se no interior microrganismos anaeróbios. O que quer dizer que microrganismos aeróbios têm a tendência de se desenvolver na superfície e não no interior dos queijos [1].
Durante o processo de fabrico do queijo, o teor em humidade é relativamente alto, criando um ambiente propício à contaminação por microrganismos patogénicos de origem alimentar. Contudo, existem outros microrganismos que poderão habitar a superfície do queijo que não representam sérios problemas para a saúde humana [2].
Alguns dos microrganismos que possam desenvolver-se nos alimentos podem adulterar os alimentos e causar doenças de origem alimentar. Estas doenças são de natureza infecciosa ou tóxica provocada pelo consumo de alimentos. Quando a contaminação acontece nos alimentos, ocorrem dois tipos de alterações, quer a nível físico como químico. As alterações físicas consistem em mudanças da cor, da consistência, da viscosidade, do odor ou do sabor. As alterações químicas são originadas por enzimas (que podem ser endógenas ao alimento), provocando a deterioração das proteínas, dos lípidos, dos hidratos de carbono e de outras moléculas complexas que geram moléculas mais simples e de menor tamanho. Como é expectável, quanto maior é a atividade microbiana, mais decomposto fica o alimento [21].
25 2.8.1 Crescimento de microrganismos
A maioria dos queijos é caracterizada pelo desenvolvimento de uma microflora específica à superfície, composta geralmente por bolores, leveduras, micrococcus e bactérias corineformes [23].
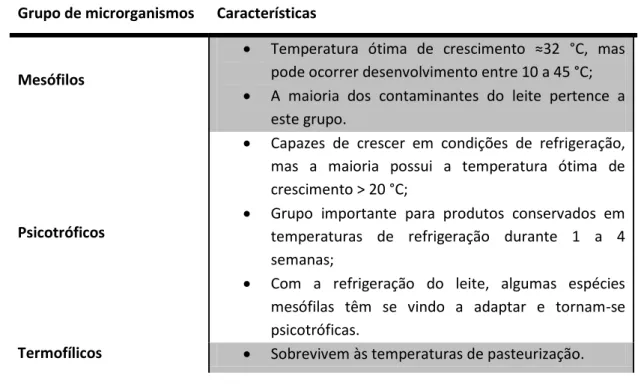
A seguinte tabela apresenta três grupos de microrganismos com maior relevância na indústria dos laticínios [1].
Tabela 8 - Agrupamento dos microrganismos em relação ao seu crescimento e à sua resistência ao calor Grupo de microrganismos Características
Mesófilos
Temperatura ótima de crescimento ≈32 °C, mas pode ocorrer desenvolvimento entre 10 a 45 °C;
A maioria dos contaminantes do leite pertence a este grupo.
Psicotróficos
Capazes de crescer em condições de refrigeração, mas a maioria possui a temperatura ótima de crescimento > 20 °C;
Grupo importante para produtos conservados em temperaturas de refrigeração durante 1 a 4 semanas;
Com a refrigeração do leite, algumas espécies mesófilas têm se vindo a adaptar e tornam-se psicotróficas.
Termofílicos Sobrevivem às temperaturas de pasteurização.
O desenvolvimento de leveduras é justificado devido à tolerância que estas possuem em ambientes com baixo pH, altas concentrações de sal e baixas temperaturas de armazenamento. Podem ser encontradas em indústrias de lacticínios e surgem como contaminantes naturais no leite, no ar, nos utensílios e equipamentos do fabrico de queijos e na salmoura [23]. Também já foi reportado em vários estudos a resistência de algumas espécies a tratamentos térmicos e a agentes de limpeza [16].
A atividade das leveduras resulta num aumento do pH, uma vez que estas utilizam o ácido lático para formar metabolitos alcalinos. Este aumento de pH permite um menor crescimento de microrganismos tolerantes ao ácido, como micrococcus e bactérias corineformes [23].