UFOP - CETEC - UEMG
REDEMAT
R
EDET
EMÁTICA EME
NGENHARIA DEM
ATERIAISUFOP – CETEC – UEMG
“Painéis aglomerados a base de bagaço de
cana-de-açúcar e resinas uréia formaldeído e
melamina formaldeído”
Dissertação de Mestrado
Mestrando: Roberto Monteiro de Barros Filho
Orientador: Prof. Dr. Vagner Roberto Botaro
UFOP - CETEC - UEMG
REDEMAT
R
EDET
EMÁTICA EME
NGENHARIA DEM
ATERIAISUFOP – CETEC – UEMG
Roberto Monteiro de Barros Filho
Dissertação apresentada ao Programa de Pós-Graduação em Engenharia de Materiais da Rede Temática em Engenharia de Materiais - REDEMAT (UFOP – CETEC - UEMG), como parte integrante dos requisitos para a obtenção do título de Mestre em Engenharia de Materiais.
Área de concentração:
Análise e Seleção de Materiais
Orientador: Prof. Dr. Vagner Roberto Botaro
Co-Orientadora: Prof
a. Dr
a. Kátia Monteiro Novak
“A mente que se abre a uma nova idéia jamais volta ao seu tamanho original."
Agradecimentos
Agradeço primeiramente ao professor Dr. Vagner Roberto Botaro, por primeiro
acreditar nesta pesquisa, pelos ensinamentos, pela dedicação e atenção. Agradeço pela forma
com que consegui encurtar a distância entre Belo Horizonte e Sorocaba estando sempre
pronto a ajudar e esclarecer, pela amizade e pelos longos papos nas voltas de Ouro Preto para
Belo Horizonte.
À professora Dra. Kátia Monteiro Novak que se colocou e a seu laboratório a minha
disposição, permitindo que parte desta pesquisa fosse realizada em Ouro Preto.
Ao professor Dr. Lourival Marins Mendes que me convidou a desenvolver a parte
prática desta pesquisa nos seus laboratórios na UEPAM-UFLA, sem o qual esta pesquisa
nunca teria alcançado tal dimensão.
Aos colegas de laboratório: Leonardo e Éder da UFOP; Rafael, José Benedito, Heber e
Carlos da UFLA, pelo auxílio e amizade.
Às empresas que doaram materiais e contribuíram para a realização desta pesquisa,
especialmente à AGROPÉU - Agro-Industrial de Pompeu S.A e Bocaina Agroindústria e
Comércio de Cachaça Ltda..
E especialmente a minha família por acreditar em mim e me apoiar. Aos meus pais
Roberto e Marília pelos exemplos de vida, ao meu irmão Fernando que iniciou esta jornada
comigo, ao meu sogro Denis e minha sogra Janice pelo apoio.
Com carinho agradeço à minha esposa Delma, aos meus filhos Larissa, Camila e
Henrique pela dedicação e principalmente pela paciência durante este período:
“Perdoem a cara amarrada
Perdoem a falta de abraço
Perdoem a falta de espaço
Os dias eram assim...”
Sumário
Título ... i
Agradecimentos ... v
Sumário ... vi
Lista de Figuras ... xi
Lista de Tabelas ... xii
Lista de Notações ... xiv
Resumo ... xvi
Abstract ... xvii
Capítulo 1: Introdução ... 1
1.1 Considerações Iniciais ... 1
Capítulo 2: Objetivos ... 3
2.1 Objetivos Gerais ... 3
2.2 Objetivos Específicos ... 3
Capítulo 3: Revisão Bibliográfica ... 4
3.1 A indústria de painéis no mundo ... 4
3.2 A indústria de painéis no Brasil... 8
3.3 Painéis de Aglomerado ... 11
3.4 Matéria-Prima ... 13
3.4.1. Partículas ... 13
3.4.1.1. Eucalipto ... 14
3.4.1.2. Pinus ... 14
3.4.1.3. Cana-de-açúcar e o Bagaço de Cana ... 14
3.4.1.3.1. Obtenção do bagaço de cana na indústria de álcool e açúcar ... 18
3.4.1.3.2. Obtenção do bagaço de cana na indústria da cachaça ou no alambique ... 20
3.4.1.4. Outras Partrículas ... 20
3.4.2. Adesivos ... 21
3.4.2.1. Uréia Formaldeído ... 24
3.4.2.2. Melamina Formaldeído ... 25
3.4.2.3. Fenol Formaldeído ... 26
3.4.3. Aditivos Químicos ... 28
3.4.3.1. Catalisador ... 28
3.4.3.2. Emulsão Parafina ... 28
3.4.3.4. Preservantes Contra Fungos e Insetos ... 28
3.5 Painéis Aglomerado de Bagaço de Cana ... 29
3.6 Outros Painéis de Bagaço de Cana ... 31
3.7 Produção de Painéis Aglomerado ... 32
3.7.1. Geração de Partículas ... 32
3.7.2. Secagem das Partículas... 35
3.7.3. Classificação das Partículas ... 35
3.7.4. Aplicação do adesivo ... 36
3.7.5. Formação do colchão ... 37
3.7.6. Prensagem dos painéis ... 37
3.7.6.1. Pré-prensagem ... 37
3.7.6.2. Prensagem a quente ... 37
3.7.6.2.1. Pressão ... 38
3.7.6.2.2. Temperatura de prensagem ... 38
3.7.6.2.3. Tempo de fechamento da prensa ... 39
3.7.6.2.4. Tempo de prensagem ... 39
3.7.7. Estabilização e climatização do painel ... 39
3.8 Variáveis que Influenciam a Qualidade dos Painéis Aglomerado ... 40
3.8.1. Densidade das partículas ... 40
3.8.2. Umidade ... 41
3.8.3. Extrativos ... 42
3.8.4. Cinzas ... 43
3.8.5. pH ... 43
3.8.6. Densidade do painel ... 43
3.8.7. Razão de compactação ... 43
3.8.8. Geometria das partículas ... 45
3.9 Propriedades Físicas e mecânicas dos painéis ... 45
3.9.1. Módulo de elasticidade (MOE) ... 45
3.9.2. Módulo de Ruptura (MOR) ... 45
3.9.3. Compressão paralela de fibras ... 45
3.9.4. Ligação interna ... 46
3.9.5. Absorção de água e inchamento em espessura ... 46
3.9.6. Taxa de não retorno em espessura ... 47
4.1 Materiais ... 47
4.1.1. Bagaço de cana-de-açúcar proveniente da usina ... 47
4.1.2. Bagaço de cana-de-açúcar proveniente do alambique ... 47
4.1.3. Partículas de eucalípto ... 47
4.1.4. Partículas de pinus ... 47
4.1.5. Resina uréia-formaldeído ... 48
4.1.6. Resina melamina-formaldeído... 48
4.1.7. Parafina ... 48
4.2 Métodos ... 48
4.2.1. Caracterização do bagaço ... 48
4.2.1.1. Determinação do teor de umidade do bagaço ... 48
4.2.1.2. Determinação do teor de cinzas do bagaço ... 48
4.2.1.3. Determinação do teor de extrativos solúveis em água ... 49
4.2.1.4. Determinação do teor de extrativos orgânicos solúveis em etanol/cicloexano ... 50
4.2.1.5. Determinação do teor de lignina Klason insolúvel ... 50
4.2.1.6. Determinação da densidade ... 51
4.3 Delineamento experimental ... 52
4.3.1. Cálculo de composição dos painéis ... 52
4.3.2. Geração de partículas ... 55
4.3.2.1. Pré-secagem ... 55
4.3.2.2. Moinho ... 55
4.3.2.3. Secagem ... 55
4.3.3. Preparação das resinas ... 57
4.3.3.1. Determinação do teor de sólidos da resina ... 57
4.3.4. Aplicação da resina... 57
4.3.5. Pré-prensagem e Prensagem do painel ... 58
4.3.6. Climatização do painel ... 59
4.4 Ensaio físico-mecânico dos painéis ... 59
4.4.1. Determinação e obtenção dos corpos de prova ... 59
4.4.2. Razão de Compactação (RC)... 61
4.4.3. Absorção de água (AA) e Inchamento em espessura (IE) ... 61
4.4.4. Taxa de não retorno em espessura (TNRE) ... 62
4.4.5. Determinação do Módulo de Elasticidade (MOE) e Módulo de Ruptura (MOR) ... 63
4.4.7. Ligação interna (LI) ... 63
4.5 Análises Térmicas ... 64
4.5.1. Análise Termogravimétrica (TGA) ... 64
4.5.2. Calorimetria Diferencial de Varredura (DSC) ... 64
4.6 Análise de Microscopia Eletrônica de Varredura (MEV) ... 65
4.7 Análise estatística ... 65
Capítulo 5: Resultados e Discussões ... 67
5.1 Caracterização do bagaço ... 67
5.1.1. Teor de Umidade ... 67
5.1.2. Teor de Cinzas ... 67
5.1.3. Teor de Extrativos em H2O ... 68
5.1.4. Teor de Extrativos orgânicos solúveis em etanol/cicloexano ... 68
5.1.5. Teor de lignina Klason ... 68
5.1.6. Densidade das partículas ... 68
5.2 Defeitos estruturais nos painéis ... 68
5.3 Ensaios físicos dos painéis e suas análises estatísticas ... 69
5.3.1. Densidade dos painéis ... 69
5.3.2. Razão de Compactação dos painéis (RC) ... 70
5.3.3. Absorção de água após 2h ... 71
5.3.4. Absorção de água após 24h ... 73
5.3.5. Inchamento em espessura após 2h ... 74
5.3.6. Inchamento em espessura após 24h ... 75
5.3.7. Taxa de não retorno em espessura ... 77
5.4 Ensaios mecânicos dos painéis e suas análises estatísticas ... 78
5.4.1. Módulo de Elasticidade (MOE)... 78
5.4.2. Módulo de Rupturas (MOR) ... 79
5.4.3. Compressão Paralela (CP) ... 81
5.4.4. Ligação Interna (LI) ... 82
5.5 Análises Térmicas ... 84
5.5.1. Análises Termogravimétricas ... 84
5.5.2. Análise Termogravimétrica (TGA) ... 84
5.5.3. 1ª Derivada da Curva Termogravimétrica (DTG) ... 86
5.5.4. Calorimetria Diferencial de Varredura (DSC) ... 87
Capítulo 6: Conclusões ... 91
Lista de Figuras
Figura 3.1. Produção mundial de aglomerado em 2006. ... 8
Figura 3.2. Localização dos fabricantes brasileiros de painéis. ... 10
Figura 3.3. Sistema de distribuição de partículas no painel aglomerado (Moslemi, 1974). 13 Figura 3.4. Composição do bagaço de cana-de-açúcar. ... 17
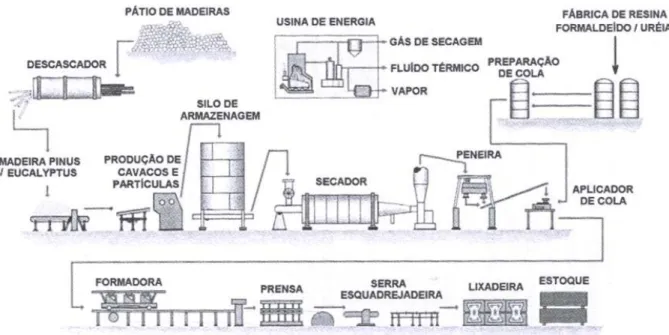
Figura 3.7. Cadeia produtiva de painéis aglomerados. ... 32
Figura 3.8. Picador de toras (disco). ... 34
Figura 3.9. Picador de toras (tambor). ... 34
Figura 4.1. Estufa para secagem do bagaço. ... 56
Figura 4.2. Bandejas vazadas para secagem do bagaço. ... 56
Figura 4.3. Moinho tipo martelo. ... 56
Figura 4.4. Encoladeira. ... 58
Figura 4.5. Pré-prensagem. ... 58
Figura 4.6. Prensagem. ... 58
Figura 4.7. Câmara Climatizada (Dep. de Ciências Florestais - UFLA-MG). ... 59
Figura 4.8. Disposição dos corpos de prova nos painéis de aglomerado, sendo F.E = Flexão ... 61
Figura 4.9. Máquina Universal de Ensaios Mecânicos EMIC ... 64
Figura 5.1. Curvas TG dos painéis analisados. ... 85
Figura 5.2. Curvas DTG dos painéis analisados. ... 86
Figura 5.3. Curvas DSC dos painéis analisados. ... 88
Figura 5.4. Micrografia da face superior do painel T1, ampliada 140x e 90x respectivamente. ... 88
Figura 5.5. Micrografia da face superior do painel T3 (imagem A), ampliada 50x e compósito fenólico com fibra de sisal modificado (imagem B), ampliada 35x. ... 89
Figura 5.6. Micrografia da face superior do painel T1, ampliada 35x e 170x respectivamente. (Imagem A: superfície do painel, imagem B: borda cortada do painel). ... 90
Lista de Tabelas
Tabela III.1. Empresas produtoras de aglomerado no Brasil - 2005. ... 10
Tabela III.2. Evolução da produção, importação, exportação e consumo interno brasileiro de 2000 à 2006. ... 11
Tabela III.3. Composição média da cana-de-açúcar. ... 15
Tabela III.4. Principais constituintes da cana-de-açúcar. ... 16
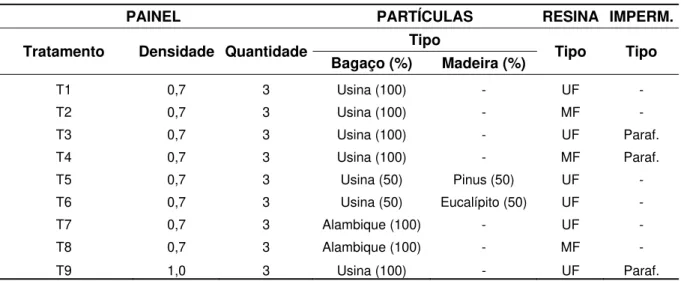
Tabela IV.1. Delineamento experimental. ... 52
Tabela IV.2. Composição dos painéis. ... 54
Tabela IV.3. Dimensionamento e distribuição dos corpos de prova. ... 60
Tabela IV.4. Esquema de Comparação. ... 66
Tabela V.1. Teores do bagaço de cana-de-açúcar. ... 67
Tabela V.2. Valores Médios das Densidades dos painéis em kg/cm3, e contrastes estudados. ... 70
Tabela V.3. Razão de compactação dos painéis estudados. ... 71
Tabela V.4. Valores médios de absorção de água em duas horas, em % e contrastes estudados. ... 72
Tabela V.5. Valores médios de absorção de água em vinte e quatro horas, em % e contrastes estudados. ... 74
Tabela V.6. Valores médios de inchamento em espessura em duas horas, em % e contrastes estudados. ... 75
Tabela V.7. Valores médios de inchamento em espessura em vinte e quatro horas, em % e contrastes estudados. ... 76
Tabela V.8. Resumo da análise de variância para as variáveis: inchamento em espessura em duas e em vinte e quatro horas, em %, e absorção de água em duas e em vinte e quatro horas, em%, segundo os tratamentos estudados. ... 77
Tabela V.9. Resumo da análise de variância para a variável taxa de não retorno, em %, segundo os tratamentos estudados. ... 77
Tabela V.10. Valores médios de taxa de não retorno, em % e contrastes estudados. ... 78
Tabela V.11. Valores médios de módulo de elasticidade, em kgf/cm² e contrastes estudados. ... 79
Tabela V.12. Valores médios de módulo de ruptura, em kgf/cm² e contrastes estudados. .... 80
Tabela V.13. Resumo da análise de variância para as variáveis: módulo de ruptura, em kgf/cm², e módulo de elasticidade, em kgf/cm², segundo os tratamentos estudados. ... 80
Tabela V.15. Valores médios de compressão paralela, em kgf/cm² e contrastes estudados. . 82
Tabela V.16. Resumo da análise de variância para a variável tensão, em MPa, no teste de ligação interna, segundo os tratamentos estudados. ... 83
Tabela V.17. Valores médios de tensão, em MPa, no teste de ligação interna e contrastes estudados. ... 83
Lista de Notações
AA – Absorção de água
ABIPA – Associação Brasileira da Indústria de Painéis de Madeira.
AFB – agricultural fiber board.
AFNOR – Association Française de Normalisation - França.
ASE – área superficial específica.
ASTM – American Society for Testing and Materials – EUA.
atm – atmosfera.
BP – baixa pressão.
BR –boil resistant.
BSI – British Standard Institute – Inglaterra.
cm – centímetro.
cp – centipoise.
CP – Compressão paralela de fibras.
DCF – Departamento de Ciências Florestais.
DIN – Deutsche Industrie Normen – Alemanha.
DML – densidade do material lignocelulósico.
DSC- Differential Scanning Calorimetry - Calorimetria Diferencial de Varredura
DTA – Differential Thermal Analysis – Análise Térmica Diferncial.
DTG - 1ª Derivada da Curva Termogravimétrica
EUA – Estados Unidos da América.
FF – resina fenol formaldeído.
FTIR – espectrofotometria na região do infravermelho com transformada de Fourier.
h – hora
IE –Inchamento em espessura
INT – nomenclatura para painéis de uso interno.
LI – Ligação interna.
m – metro.
MDF – medium density fiber board.
MDP – medium density particle board.
MF –resina melanina formaldeído.
MOE – módulo de elasticidade.
MPa – mega pascal.
OSB – oriented strand board.
RF – resorcinol formaldeído.
RC – razão de compactação.
t – tonelada
TGA - thermalgravimetric analysis - análise termogravimétrica.
TNRE – taxa de não retorno em espessura.
UEPAM – Unidade Experimental de Moldagem de Painéis – DCF – UFLA.
UF – resinauréia formaldeído.
UFLA – Universidade Federal de Lavras.
UR – umidade relativa.
Resumo
Este trabalho tem como objetivo desenvolver caracterizar e comparar painéis
aglomerados (compósitos de matrizes poliméricas reforçado com fibra vegetal) a base bagaço
de cana-de-açúcar com uréia formaldeído e melamina formaldeído. Para tal estudo foram
moldados painéis utilizando-se bagaço de cana-de-açúcar provenientes da usina de álcool e
açúcar e bagaço provenientes de alambiques. Também moldar painéis misturando-se bagaço
de cana-de-açúcar com partículas, ora de pinus ora de eucalipto e painéis com e sem parafina
visando melhorar algumas propriedades físicas, como absorção de água, inchamento em
espessura e taxa de não retorno em espessura.
Foram confeccionados nove tipos de painéis (tratamentos), cada um com três repetições,
todos com 9% de resina em massa, ciclo de prensagem de 40kgf/cm2, 160oC, por 8min.
A microestrutura das fibras foi analisada através de ensaios padronizados como:
determinação do teor de umidade, cinzas, extrativos, lignina e densidade. Foram realizadas
análise TGA, DSC e MEV.
Para os testes físicos os painéis atenderam a norma americana CS 236-66 de
comercialização de painéis aglomerados de média densidade.
Nos testes mecânicos eles não atenderam a norma americana CS 236-66 de
comercialização de painéis aglomerados de média densidade e na maioria dos casos
obtiveram resultados próximos ou superiores aos levantados na literatura para painéis a base
Abstract
This work has as objective develops to characterize and to compare agglomerated panels
(composites of polymeric matrices reinforced with vegetable fiber) the base sugarcane pulp
with urea-formaldehyde and melamine-formaldehyde. For such a study they were produce
panels being used sugarcane pulp coming of the plant of alcohol and sugar and pulp coming
of stills. Also form molded panels being mixed sugarcane pulp with particles, some times of
pinus other times of eucalyptus and panels with and without paraffin seeking to improve some
physical properties, as absorption of water, in thickness swelling and tax of I don't return in
thickness.
Nine types of panels were made (treatments), each one with three repetitions, all with
9% of resin in mass, pressing cycle of 40kgf/cm2, 160oC, for 8min.
The microstructure of the fibers was analyzed through rehearsals standardized as:
determination of the humidity tenor, ashes, extractive, lignin and density. They were being
analysis TGA, DSC and MEV.
For the physical tests the panels assisted American norm CS 236-66 of
commercialization of agglomerated panels of average density.
In the mechanical tests they didn't assist American norm CS 236-66 of
commercialization of agglomerated panels of average density and in most of the cases they
obtained close results or superiors to the lifted up ones in the literature to agglomerated panels
Capítulo 1:
Introdução
1.1
Considerações Iniciais
Segundo Relatório de Brundtland (Brundtland, 1991), o conceito de desenvolvimento
sustentável seria aquele que atenda às necessidades das gerações presentes sem comprometer
a possibilidade das gerações futuras atenderem as suas necessidades. Desta forma a busca de
modelos que se enquadram neste conceito tem nos mostrado que idéias anteriormente
antagônicas como, o lucro, o bem estar social e preservação ambiental, podem estar
harmoniosamente ligadas. O não entendimento deste conceito tem levado a posturas errôneas
com grande perda tanto para as atuais, quanto para as futuras gerações.
Diante da necessidade do desenvolvimento sustentável, vários setores industriais
caminham no sentido da busca de novas tecnologias que gerem lucro e atendam às
necessidades, tão atuais, de preservação ambiental. Ao analisarmos a relevância da indústria
de painéis de madeira no Brasil e a sua interferência no meio ambiente, percebemos a
importância de voltarmos um olhar crítico a este setor e propormos algumas medidas que
minimizem o impacto causado por ele no meio ambiente. As propostas de utilização de
matérias-primas alternativas podem reduzir não só o impacto provocado por este setor no
meio ambiente, mas também reduzir-lo em outros setores produtivos da sociedade tal como
no setor agrícola.
Sobre o ponto de vista da matéria-prima, a madeira corresponde a mais de 80% do
produto final nas indústrias de painéis. Normalmente esta madeira é oriunda de florestas
plantadas e que não vem suprindo a necessidade das indústrias. Isto representa uma
preocupação econômica e ambiental, pois a escassez de produto provoca uma valorização do
mesmo e consequentemente à busca pouco criteriosa de suprir tal demanda. Para tal, as
medidas emergenciais podem ser as menos adequadas e mais agressivas como, aumento das
áreas de florestas plantadas ou pior, recorrer às reservas de florestas naturais. É fácil perceber
que a busca de alternativas para a substituição da madeira por outras matérias primas, sem a
perda das propriedades do produto, se torna fundamental. A procura de substitutos naturais
(não sintéticos) e oriundos de rejeitos ou resíduos recicláveis parece ser uma boa proposta. O
crescente aumento da produção agrícola brasileira e consequentemente o aumento dos seus
fabricação de painéis. Alguns estudos têm sendo feitos no Brasil para o aproveitamento destes
produtos e em países como a China já se produz tais painéis sem a utilização de madeira. Os
estudos brasileiros propõem desde a produção de painéis com a substituição parcial, até a
substituição total da madeira por resíduos agrícolas. Dentre os resíduos agrícolas mais
pesquisados, incluem-se o bagaço da cana-de-açúcar e mamona, cascas de arroz, trigo e café.
Ainda analisando a matéria-prima dos painéis, um outro componente importante é o
adesivo. O adesivo é usado na fabricação dos painéis para aglutinar as partes de madeira que
compõem o painel, conferindo-o forma, sustentação e resistência. Atualmente 70% de todos
os painéis fabricados no mundo levam algum tipo de adesivo e deste a grande maioria utiliza
resinas sintéticas. Como a substituição da madeira maciça por derivados, como os painéis de
madeira reconstituída, é crescente, consequentemente o consumo de adesivos também cresce,
já que atualmente 70% dos produtos derivados da madeira consomem algum tipo de adesivo
sintético. A qualidade da linha de cola (interface de adesivo situado entre as outras
matérias-primas do painel), a facilidade de manipulação destes adesivos e seu baixo custo, fizeram com
que eles praticamente substituíssem os adesivos naturais.
Os principais adesivos utilizados para a colagem de madeira podem ser divididos em
três grupos. No primeiro grupo o dos adesivos naturais, temos os derivados protéicos de
origem animal como a glutina (couro, pele e osso), caseína (leite) e albumina do sangue; os
derivados protéicos de origem vegetal (soja); os derivados do amido (batatas e trigo); o éter
celulósico e a borracha natural. No segundo grupo estão os adesivos sintéticos termoplásticos
como o acetato de polivinila (PVAc); Acrilato de polivinila; polietileno; polistirol; a borracha
sintética e o hot-melt um composto de vários polímeros e os adesivos sintéticos termofixos
como a uréia formaldeído; a melamina formaldeído; o fenol formaldeído; a resorcina
formaldeído e o tanino formaldeído.
Em termos quantitativos, a utilização de resinas na produção de painéis segue a seguinte
ordem decrescente: uréia formadeído (UF), fenol formaldeído (FF), melanina formadeído
(MF) e resorcinol formaldeído (RF). Entretanto a qualidade da linha de cola aumenta na
seguinte ordem: UF, MF, FF, RF. Já o custo destes adesivos aumenta na seqüência UF, FF,
MF, RF, sendo que a mais cara destas, a RF, custa de quatro a cinco vezes o valor da FF
Atualmente há uma alta demanda para a utilização da uréia e do fenol na fabricação de
plástico, pesticidas e adubos químicos. A maior procura para a uréia é para a fabricação de
fertilizantes, sendo que apenas 9% da produção são destinados à fabricação da resina UF
(Carneiro et. al., 2001).
Capítulo 2:
Objetivos
2.1
Objetivos Gerais
O objetivo desta dissertação é desenvolver e produzir painéis aglomerados a partir de
partículas não madeiráveis, descrever seu processo produtivo, caracterizar as partículas não
madeiráveis utilizadas e ensaiar e avaliar as propriedades físicas e mecânicas destes painéis,
comparando-as com as de outros painéis.
2.2
Objetivos Específicos
Os objetivos específicos desta pesquisa são:
• Desenvolver e produzir painéis aglomerado convencional usando como partícula o bagaço da cana-de-açúcar oriundo da usina de álcool e açúcar Agropeu em
Pompeu-MG.
• Variar a composição, a densidade, o emprego ou não de parafina e a morfologia das
partículas, agregando aos painéis partículas de Pinus spp e eucaliptos spp.
• Produzir painéis aglomerados a partir do bagaço da cana-de-açúcar oriundo do alambique Bocaina em Lavras, MG, para que se possam avaliar as possíveis
interferências da origem do bagaço nas propriedades físicas e mecânicas do painel.
• Realizar ensaios para avaliação das propriedades físicas e mecânicas de todos os painéis produzidos de acordo com as normas vigentes.
• Comparar, avaliar e discutir os resultados dos ensaios.
Capítulo 3:
Revisão Bibliográfica
3.1
A indústria de painéis no mundo
Painel de madeira aglomerada ou simplesmente aglomerado é um painel fabricado de
material lignocelulósico (geralmente madeira) na forma de pedaços pequenos ou partículas,
distintos de fibras, combinados com resina sintética ou outro adesivo adequado, aglutinados e
colados juntos sob pressão e temperatura em uma prensa quente (Maloney, 1993).
Segundo Ford-Robertson (1971) os painéis de madeira aglomerada são painéis
manufaturado a partir de material lignocelulósico, essencialmente na forma de partículas que
são ligadas por adesivos sintéticos ou por outros agentes aglutinantes apropriados, sob calor e
pressão, em um processo no qual a ligação entre as partículas é totalmente realizada pela ação
do aglutinante.
A criação e desenvolvimento tecnológico dos painéis aglomerado teve como precedente
a produção de chapas duras. Segundo Mendes (2004) a primeira patente de chapas de fibra foi
criada nos EUA por Lyman em 1858 e já em 1880 foi desenvolvida a tecnologia para a
produção por via úmida de capas duras isolantes. Em 1887, segundo Maloney (1993), foi
publicado por Ernest Hubbard o primeiro trabalho sobre painéis de partículas, intitulado “Die
Dewertung Der Holzadfalle” (Utilização de resíduos de madeira) propondo a utilização de
serragem de madeira e albumina de sangue sob aplicação de calor e pressão para a fabricação
de painéis. Em 1889 foi concedida uma patente alemã à Krammer para a fabricação de um
painel que colava maravalhas planas sobre um pano de linho, coladas em camadas cruzadas
como em um compensado. Já em 1905, nos EUA, Watson relata a fabricação de painéis
utilizando partículas muito finas de madeira, patente que mostra a produção de chapas de
“flakes” muito parecidas com as atuais (Maloney, 1993). No mesmo ano, uma fábrica piloto
também idealizada por Watson é instalada nos EUA no sistema então denominado
“flaceboard” (SENAI-RS, 1994).
Em 1918 na Alemanha, Bekman produziu painéis com miolo de cavacos e pó de
madeira e lâminas nas faces. Em 1926 Freudenberg relata a utilização de maravalhas planas
coladas. O surpreendente deste relato é que utilizando adesivos disponíveis na época,
considerava como ideal a quantidade de adesivo na faixa de 3 a 10%, quantidade ainda
maravalhas e adesivos para a formação e prensagem sob calor (Maloney, 1993). Ainda em
1933 nos EUA, é instalada a primeira fábrica que conseguiu produzir madeira aglomerada na
espessura de 3,2mm (SENAI-RS, 1994).
No mesmo ano (1933) na França, Antoni relata a existência de chapas de fibras,
partículas de madeira misturadas com elementos grandes, como excelsior ou mesmo malha de
metal, para serem posteriormente coladas com cola fenólica ou uréica, adesivos que estavam
surgindo naquela época. Em 1935 ainda na França, Samsonow recomenda a utilização de tiras
compridas de lâminas de madeira, coladas de forma cruzadas, da mesma forma dos
compensados, tornando-se este o precursor das chapas “flakes” orientadas. Neste mesmo ano
nos EUA, Satow obtém uma patente para produzir chapas de cavacos de 75mm de
comprimento, orientados de forma aleatória como forma de prevenir o empeno, enquanto na
Alemanha, Roher discute a prensagem de partículas sobre a superfície do miolo de
compensado. Em 1936 nos EUA, Carson recebe uma patente requerida em 1932, para a
montagem de uma linha de produção de painéis de partículas. Ele propôs a utilização de um
tipo de serragem impregnada com fungicidas e com aplicação de retardante de chamas. O
agente de ligação, um produto diluído em água a base de uréia formaldeído, foi aplicado por
aspersão sobre as partículas num tambor giratório. Antes da prensagem a quente foi feita uma
pré-prensagem e ele propôs a cobertura da chapa com um filme de resina sintética
termoplástica. Muito do que ele relatou encontra-se nas indústrias de chapas de partículas. No
mesmo ano de 1936, Loetscher fornece dados importantes, registrados em uma patente
americana, sobre como produzir chapas de partículas em um sistema automatizado. No ano
seguinte ele obtém a patente para a produção de chapas de serragem com flocos de madeira
para a obtenção de uma superfície decorada, fruto de estudos iniciados em 1933. Com bases
neste estudo, em 1935 a indústria Farley & Loetscher Manufacturing Co., inicia a construção
de uma planta piloto em Dubuque, Iowa. Nesta planta as partículas eram quebradas em um
moinho e recebiam, em um moinho de concreto adaptado, cola fenólica líquida. Para cada
abertura de prensa, quatro colchões de 3,2mm de espessura eram formados, pré-prensados e
arranjados em pacotes que utilizavam lâminas metálicas entre os colchões. Uma prensa com
11 aberturas foi usada, assim 44 chapas podiam ser prensadas de uma vez. Estas chapas foram
chamadas comercialmente de Loetex e tinham peso específico que variava entre 1,2 e1,3. As
chapas foram aparadas, lixadas e então usadas para material do núcleo para as quais um
plástico termoendurecido a alta pressão foi utilizado. O nome comercial Farloex foi usado
quando parou por encontrar dificuldades com a matéria-prima. Talvez esta seja a primeira
indústria de chapas de partículas. Em 1936, Pfhol obtem uma patente suíça em que se
utilizava longas tiras de madeira de entre 50 a 200mm de comprimento, 4 a 8mm de largura e
de 0,5 a 2mm de espessura, que eram arranjadas de forma cruzada, conferindo-a uma alta
estabilidade. Pfhol recomendava o recobrimento das superfícies com tiras mais finas, com
25mm de comprimento, 3mm de largura e 0,2mm de espessura. Esta se tornou a patente
européia mais conhecida nas indústrias de aglomerados. Posteriormente a indústria de
produtos de madeira Dyas Ltda comprou os direitos sobre esta patente e após um ano e meio
de trabalho experimental desenhou e construiu uma linha de produção “in natura” e partiu
para a produção comercial. Em 1937, Chappuis descreve chapas produzidas com partículas de
madeira seca aglutinadas com adesivo em pó, bakelite. Em 1938 e 1940, Torfitwerke G.A.
Haseke obtém patente sobre métodos de produção de chapas de partícula. A primeira tratava
de uso de adesivos líquidos e secagem após a aplicação do adesivo como forma de diminuição
da umidade. A segunda tratava da colagem na prensa antes da remoção das chapas como
forma de prevenir a explosão em chapas de alta densidade. Esta empresa construiu em 1941
em Bremen na Alemanha, uma indústria de chapas de partículas comercial que é considerada
a primeira planta operacional. Questiona-se, entretanto se a indústria americana Farley &
Loetscher MFG.Co. foi a primeira seguida pela planta da Dyas; porém não há um consenso
internacional a este respeito. A indústria Bremen produziu 10t dia usando a cola fenólica
como adesivo. Nos anos de 1941 e 1943 duas indústrias de compensado produziram chapas
de partículas, utilizando a cola uréica e as sobras de suas operações com o compensado
(Maloney, 1993).
Em 1942 foram produzidas industrialmente cerca de 500.000m2 de chapas (SENAI-RS, 1994).
Em 1943 Fred Fahrni obtém uma patente francesa sobre o conteúdo de umidade mais
adequado para a prensagem. Fahrni tornou-se um dos grandes pioneiros desta indústria
desenvolvendo o sistema mundial de chapas de partículas Novopan. A primeira chapa de
partícula produzida nos EUA após a 2ª Guerra foi supostamente produzida pela companhia
Southern Box and Lumber em Wilmington, Carolina do Sul, ainda que a planta Hu-Wood em
Sacramento do Norte, Califórnia, supostamente tenha começado as suas operações em torno
de 1944. Em 1947, a corporação Plaswood em Wilton, New Hampshire, torna-se conhecida
com um produto chamado Plaswood. Ainda existiram outras plantas do meio oeste americano
1993). Neste período a fabricação de chapas sofreu considerável estagnação após o término da
segunda guerra mundial, devido, em grande parte, às dificuldades na obtenção de aglomerante
e da própria madeira (SENAI-RS, 1994).
Em 1951, a empresa Long-Bell Lumber começa a produzir em uma planta pequena em
Longview, Washington, simultaneamente com a corporação U.S. Plywood em Anderson,
Califórnia, que começa a produzir “Novoply” sob “franchise” do instituto Fahrni na Suíça.
Em seguida a companhia Pack River Lumber começa a desenvolver sua planta Tenex em
Dover, Idaho, planta projetada para produzir chapa com flocos grandes, já nesta época
comumente chamada “wafers”, produzindo uma chapa adequada para aplicações estruturais e
efeitos decorativos (Maloney, 1993).
Com o desenvolvimento da produção de resinas sintéticas adesivas, em 1949, a
fabricação de chapas aglomeradas foi reativada, notando-se o interesse dos fabricantes de
máquinas que começaram a oferecer ao mercado cortadores de partículas, secadores, peneiras,
prensas hidráulicas especiais e outros equipamentos necessários para o beneficiamento da
madeira e confecção de chapas artificialmente, e em 1952 na Alemanha, chegaram as
primeiras chapas destinadas à indústria moveleira (SENAI-RS, 1994).
Por volta de 1960 a indústria de chapas americana tem uma grande expansão, com o
desenvolvimento de colas com tempo de cura rápida na prensa e chapas de superfície lisa.
Estas chapas tiveram uma grande penetração na produção de miolos para mobiliário e
revestimento de piso, abrindo um vasto mercado que foi explorado com sucesso. O tamanho
das plantas aumentou de cerca de 100 para 2000t por dia nas companhias grandes como a
Roseburg Lumber em Oregon. Foram feitos grandes esforços para levar as chapas de
partículas e de fibras para o mercado de painéis estruturais de construção, em uma competição
direta com compensados. Alguns grandes avanços ocorreram, mais notavelmente no mercado
de assoalhos de casas móveis (móbile home), onde chapas de partículas coladas com uréia
suplantaram o compensado para o revestimento de assoalhos. Estas chapas de 1,22m de
largura ou mais, por 3,66 ou 4,27m de comprimento eram de custo mais baixo, de superfície
lisa e produzida em comprimentos adequados para a largura completa do vão dos assoalhos de
“móbile home”. Chapas de “flakers” foram aprovadas para uso no Canadá. Outras chapas de
partículas foram usadas estruturalmente através do mundo (Maloney, 1993).
Ainda segundo Maloney (1993), após a 2ª Guerra, este seguimento da indústria teve um
desenvolvimento extraordinário e muitas indústrias, em diversas partes do mundo, vem
mas também materiais lignocelulósicos como bagaço e linho.
A produção mundial em 2004 alcançou a marca de 64 milhões de m3, sendo que na Europa encontra-se a maior produção(Figura 3.1). Dentre os painéis de madeira reconstituída,
os painéis de partícula aglomerada, ou simplesmente o aglomerado, são os mais consumidos
no mundo (ABIPA 2006b). No período 1996/2000, o consumo mundial de aglomerado
cresceu a uma taxa média anual de 6,5%; Estados Unidos e Alemanha são os maiores centros
de consumo, representando 46% da demanda. O comércio mundial de aglomerado movimenta
cerca de US$ 6 bilhões (BRASIL, 2002b).
63924 mil m3/ano
Figura 3.1. Produção mundial de aglomerado em 2006.
Fonte: ABIPA 2006b
3.2
A indústria de painéis no Brasil
Os registros da história do aglomerado no Brasil são escassos e divergentes. De acordo
com Silva (2004) a primeira indústria de chapas de madeira aglomerada a se instalar no
Brasil, foi em Curitiba em 1966 e desde então outras indústrias foram se instalando nas
regiões Sul e Sudeste do país. Porém segundo ABIMÓVEL (2004) as primeiras chapas de
madeira aglomerada, foram fabricadas pela Placas do Paraná S.A.. A empresa ARAUSCO
DO BRASIL, grupo ao qual a indústria Placas do Paraná S.A. pertence, também afirma: “O
pioneirismo fez da Placas do Paraná S.A. o primeiro fabricante de painéis de madeira
aglomerada do Brasil, revolucionando a indústria moveleira da época. Sem impor qualquer
43%
14% 14%
9% 4%3%
3% 3% 2% 5%
Europa
Estados Unidos Europa Oriental China
prejuízo à preservação das matas nativas, o painel de madeira aglomerada chegou para
resolver o sério problema de escassez que, então, inibia a produção de móveis no país, apesar
de o mercado consumidor estar em franca expansão.”. Para apimentar a discussão, CARNOS
(1988) afirma em seu trabalho que os painéis aglomerados começaram a ser produzidos no
Brasil em 1965, nos estados do Paraná e Rio Grande do Sul.
O fato é que por desconhecimento e por se tratar de um produto ainda pouco utilizado
no Brasil, os empresários da indústria moveleira não deram muita atenção ao novo produto
que estava sendo lançado. Achava-se que os painéis aglomerados não possuíam a resistência
necessária para o fim a que se propunha; a fabricação de móveis. Entretanto, graças a alguns
empresários que moraram no exterior em paises que utilizavam aglomerado em mobiliário ou
a brasileiros que tinham tido contato com os painéis em feiras no exterior ou através de
publicações, começaram a mostrar algum interesse pela nova matéria-prima disponível.
Arruda (1997) descreve que nunca a indústria moveleira do Brasil foi submetida a mudanças
tão intensas e profundas como as que aconteceram nas últimas décadas em razão do
surgimento das chapas de madeira aglomerada e outras. As chapas de madeira aglomerada
revolucionaram processos de fabricação e conceitos tradicionais. Há fortes motivos para
tantas transformações. Madeiras como o mogno, a cerejeira e o cedro, por exemplo,
tornaram-se mais difíceis de obtenção, tanto pelo alto custo, quanto pela dificuldade de oferta.
O grande marco da revolução proporcionado pelos painéis aglomerados passou a ser os
painéis feitos com madeira de florestas plantadas, principalmente Pinus spp e eucayiptus spp.
A utilização da madeira de Pinus spp para a fabricação de aglomerado teve um incremento
muito grande a partir da segunda metade da década de 70. Na década de 80, a indústria de
móveis passa a demandar chapas de aglomerado revestidas com melamina (BP). Essa
matéria-prima se constituiu no principal insumo para a fabricação de móveis em todo o mundo
(Chipanski, 2006).
Somente em 2002, é criada a primeira norma técnica brasileira para chapas de madeira
aglomerada NBR 14.810.
Segundo Brasil (2002b), a nossa produção já é a 9ª maior do mundo representando cerca
de 2% de toda a produção mundial. Esta produção concentra-se nos únicos sete fabricantes
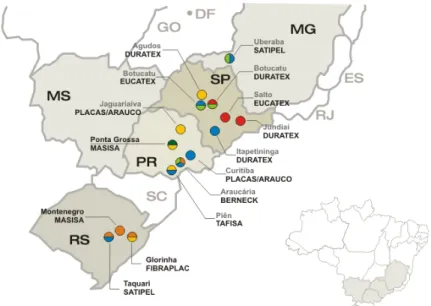
brasileiros (Figura 3.2), todos localizados nas regiões Sul e Sudeste, principais centros de
consumo e onde se localizam os principais pólos moveleiros de expressão nacional, somando
Figura 3.2. Localização dos fabricantes brasileiros de painéis. Fonte: ABIPA 2006b
Tabela III.1. Empresas produtoras de aglomerado no Brasil - 2005.
EMPRESAS LOCAL CAPACIDADE (mil m3) PRODUÇÃO RELATIVA (%)
Satipel MG, RS 750 26,1
Berneck PR 624 21,7
Duratex SP 520 18,1
Eucatex SP 360 12,5
Placas do Paraná PR 330 11,1
Tafisa PR 237 8,3
Bonet SC 60 2,1
Total 2881 100
Fonte: ABIPA (2006a), Brasil (2002b).
Pólos moveleiros distribuídos também em outras regiões que não os localizados no
centro sul e agrupados pelo Serviço Brasileiro de Apoio Empresarial (SEBRAE) em Arranjos
Produtivos Locais (APL´s), também se constituem como parte expressiva do mercado
consumidor de aglomerado, sendo que, devido aos altos custos de frete, os preços dos
produtos são mais elevados. Apesar de ainda não existir qualquer unidade produtora de
aglomerado na Região Nordeste, projetos de implantação de fábricas de aglomerado poderão
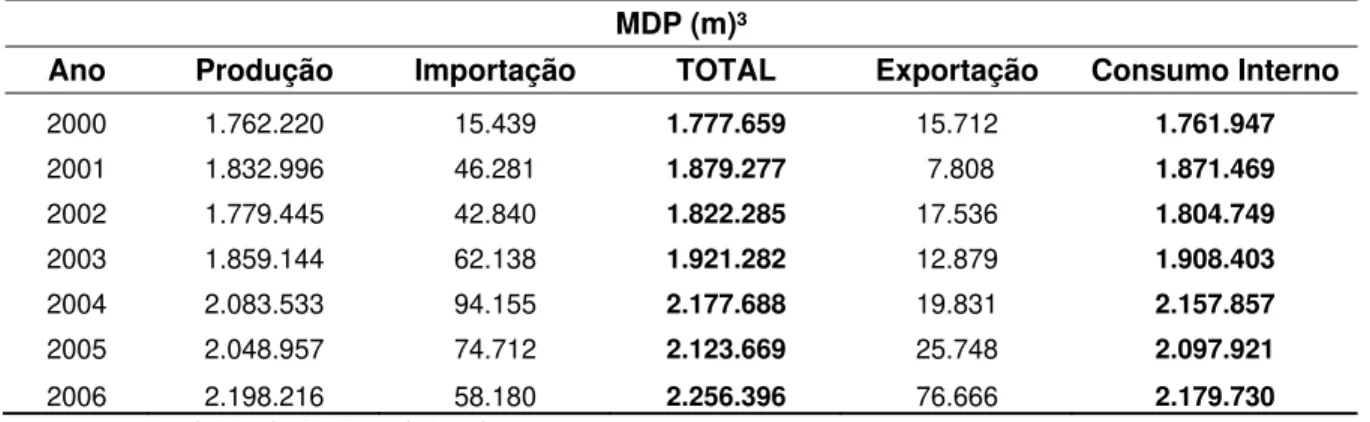
Se analisarmos a evolução do mercado brasileiro nos últimos sete anos, temos uma boa
noção de como este mercado é promissor. Tivemos um crescimento da produção superior a
24,74% e o consumo interno aumentou mais que 23,71% em apenas sete anos (Tabela III.2).
Segundo a ABIPA (2007a), os investimentos feitos de 1997 a 2005 de cerca de 1,3 bilhão de
reais, não se compara para a previsão de 1,0 bilhão de reais no período de 2007 a 2010. A
capacidade de produção brasileira de painéis aglomerado deve aumentar de 3,0 mil/m3 ano em 2007 para 5,0 mil/m3 em 2010.
Tabela III.2. Evolução da produção, importação, exportação e consumo interno brasileiro de
2000 à 2006.
MDP (m)³
Ano Produção Importação TOTAL Exportação Consumo Interno
2000 1.762.220 15.439 1.777.659 15.712 1.761.947
2001 1.832.996 46.281 1.879.277 7.808 1.871.469
2002 1.779.445 42.840 1.822.285 17.536 1.804.749
2003 1.859.144 62.138 1.921.282 12.879 1.908.403
2004 2.083.533 94.155 2.177.688 19.831 2.157.857
2005 2.048.957 74.712 2.123.669 25.748 2.097.921
2006 2.198.216 58.180 2.256.396 76.666 2.179.730 Fonte: ABIPA (2007a), SECEX (2007a).
A relevância do setor é tão grande, que segundo o BNDS (2004), o setor de madeiras e
mobiliário brasileiro ocupa a 5ª posição, entre os principais setores industriais geradores de
emprego.
3.3
Painéis de Aglomerado
Como já citado anteriormente, a primeira norma técnica brasileira para chapas de
madeira aglomerada NBR 14.810, só foi criada em 2002, definindo as chapas de aglomerado
da seguinte forma:
Produto em forma de painel, conhecido como MDP (Medium Density Particle Board),
variando de 3 a 50 mm de espessura, constituído por partículas de madeira aglomeradas com
resinas naturais ou sintéticas, termofixas, sob pressão e calor. A geometria das partículas e sua
modificados para produzir produtos adequados aos usos finais específicos. Durante o processo
de fabricação, podem ser ainda incorporados aditivos para prover painéis com características
especiais (ABNT, 2002).
Até então, as definições para os painéis de madeira aglomerada eram baseadas nas
normas internacionais. Segundo Bernardi (2006), a American Society for Testing and
Materials – ASTM define o painel aglomerado como: “É um produto composto de pedaços
miúdos de madeira ou outros materiais ligno-celulósicos que são unidos por adesivos de
resina sintética em presença de calor e pressão”. Na definição do “Glossário Mobiliário e
Madeira” (SENAI. RS, 1994), citado por Bernardi (2006), encontramos: “Material obtido pela
aglutinação de fibras ou partículas de madeira, ligadas com resinas sintéticas, com formato de
chapa por efeito de pressão e calor.”.
Normas técnicas de outros países como Deutsche Industrie Normen (DIN) da Alemanha,
British Standart Institute (BSI) da Inglaterra e Association Française de Normalisation -
AFNOR da França definem madeira aglomerada de maneira muito semelhante às descritas no
parágrafo acima.
Segundo Bernardi (2006), o painel de madeira aglomerada, pode ser considerado como
um dos mais bem sucedidos painéis já criados, ficando atrás apenas do MDF, para algumas
aplicações.
O painel de madeira aglomerada, ou simplesmente aglomerado como é conhecido
comercialmente, é um compósito formado basicamente por partículas ligno-celulósicas,
normalmente de madeira, que podem apresentar ou não granulometria variada, aglutinadas
por um adesivo sintético (aglomerante) e consolidados através de prensas e calor em forma de
painel. A utilização de emulsão de parafina, fungicidas e inseticidas, retardantes de fogo e
outros, também são comuns nos casos onde se busca novas propriedades para aplicações
específicas.
O principal material ligno-celolósico utilizado como partícula, é a madeira. No Brasil
são utilizadas duas, o Pinus spp e Eucalyptus spp. Os painéis podem ser classificados quanto
à geometria das partículas tais como, partículas slives, para os aglomerados convencionais,
partículas “flake” para os “flakeboard”, partículas “wafer” para os “waferboard” e partículas
“strand” para os “strandoboard”. A distribuição das partículas na chapa também caracteriza
tipos diferentes de painéis, podendo esta ser randômica ou orientada. Outro fator que
diferencia os painéis, é a granulometria de suas partículas. Sendo assim eles são classificados
múltiplas camadas, o qual possui camadas bem definidas e que diminuem de granulometria do
centro para as extremidades, painéis de camadas graduadas que suas camadas também
diminuem de granulometria do centro para as extremidades, porem estas não são tão distintas
quanto o anterior e o painel de partículas orientadas (OSB). Esta classificação pode ser bem
visualizada através da Figura 3, mostarda por Iwakiri et. al. (2005) do esquema proposto por
Moslemi (1974).
Figura 3.3. Sistema de distribuição de partículas no painel aglomerado (Moslemi, 1974).
A densidade do painel é também um parâmetro utilizado para a classificação dos painéis
aglomerado. Estes são classificados como painéis de baixa densidade, abaixo de 0,59g/cm3; painéis de média densidade, de 0,59g/cm3 a 0,80g/cm3 e painéis de alta densidade, acima de 0,80g/cm3.
3.4
Matéria-Prima
As principais matérias-primas para a fabricação de painéis são, como dito anteriormente,
as partículas ligno-celulósicas, o adesivo, os aditivos químicos como catalisadores, a emulsão
de parafina, preservantes contra fungos e insetos e retardantes de fogo.
3.4.1. Partículas
A madeira, “produto proveniente do lenho de vegetais superiores” (SENAI. RS, 1994).
“Lenho, (alburno e cerne), é um corpo poroso composto de células que consiste de paredes de
células e de espaço oco entre as mesmas” (Gonçalves, 2000). Para a produção de partículas,
em princípio, servem todas as espécies vegetais. É fundamental que se possa cortá-las na
forma plana e que sejam compatíveis com os adesivos usados. (Carnos, 1988).
principal fonte seja a madeira de florestas plantadas. No entanto, resíduos de outras indústrias
também estão sendo pesquisados e usados na geração de partículas. O painel aglomerado é
constituído, de cerca de 90% da massa, por partículas ligno-celulósicas. No Brasil os painéis
são constituídos principalmente de madeira, sendo as espécies mais utilizadas são o Pinus spp
e o Eucalyptus spp, embora possam ser utilizadas outras espécies como a acácia e a
bracatinga. Normalmente são partículas puras, de uma espécie apenas, porém pode-se
mistura-las em proporções determinadas, de acordo com a necessidade de mercado ou pela
busca de novas propriedades.
3.4.1.1. Eucalipto
O eucalipto (Eucalyptus spp.) é uma árvore originária da Austrália, onde existem mais
de 600 espécies. No início do século passado teve seu plantio intensificado no Brasil, sendo
utilizado principalmente nas ferrovias, como dormentes, lenha para as caldeiras e mais tarde
como postes para eletrificação das linhas. No início dos anos 20, as siderúrgicas mineiras
começaram a utilizá-lo com carvão para a fabricação de ferro gusa e a partir daí teve muitas
outras aplicações. Hoje aproveita-se praticamente tudo; das folhas utiliza-se para a fabricação
de óleos na indústria de perfumes, produtos de limpeza, alimentícios e até farmacêutica; da
casca extrai-se o tanino para o curtimento do couro e do troco extrai-se a madeira para a
fabricação de sarrafos, lambris, ripas, vigas, postes, varas, esteios para minas, mastros para
barcos, tábuas para embalagens, móveis e partículas e lâminas para painéis; da sua fibra
extrai-se a celulose para a fabricação de papel.
3.4.1.2. Pinus
Pinus elliottii Engelm tem sua distribuição geográfica natural nos Estados Unidos da
América, sendo considerado como uma das espécies florestais de maior importância nessa
região. No Brasil essa espécie foi introduzida com grande sucesso, tendo sido implantado
povoamentos, principalmente, para atender à demanda de madeira para celulose e papel e, no
setor madeireiro. Na década de 60, no Brasil, começaram a ser implantadas as primeiras
florestas de pinus por estímulo de leis e incentivos fiscais. A idéia era oferecer alternativas de
ofertas de madeira devido as crescentes pressões ambientais à redução de reservas nativas de
Araucária angustifolia – pinheiro do paraná.
A origem da cana-de-açúcar data de seis mil AC em regiões próximas à Índia, porém o
açúcar era visto apenas como uma especiaria exótica, utilizada na fabricação de remédio ou
como tempero ao passo que para adoçar alimentos utilizava-se o mel.
O termo sânscrito sarkara deu origem a todas as versões da palavra açúcar nas línguas
indo-européias: sukkar em árabe, saccharum em latim, zucchero em italiano, seker em turco,
zucker em alemão, sugar em inglês (COPERSUCAR, 2008).
"Esta planta brotou do mel; com mel a arrancamos; nasceu a doçura. Eu te enlaço com
uma grinalda de cana-de-açúcar, para que me não sejas esquiva, para que te enamores de
mim, para que não me sejas infiel." Atharva-Veda, 4º. Livro dos Vedas, livro sagrado dos
hindus (COPERSUCAR, 2008).
Somente no século XII o açúcar de cana chega à Europa e a partir daí, importantes
regiões produtoras vão surgindo nos séculos seguintes, especialmente no Extremo Oriente. No
século XV o aumento do consumo do açúcar de cana, com a sua utilização para adoçar
bebidas como o café e o chocolate, aumenta muito o seu interesse comercial, e em 1493,
Cristóvão Colombo inicia o cultivo da cana-de-açúcar nas Antilhas.
Induzida no Brasil Colonial pelos portugueses se adaptou completamente às condições
do clima e solo do país.
Na Tabela III.3, apresentamos a composição média da cana-de-açúcar e na Tabela III.4,
os seus principais constituintes.
Tabela III.3. Composição média da cana-de-açúcar.
COMPOSIÇÃO TEOR
Água 65 - 75
Açúcares 11 - 18
Fibras 8 - 14
Sólidos solúveis 12 - 23
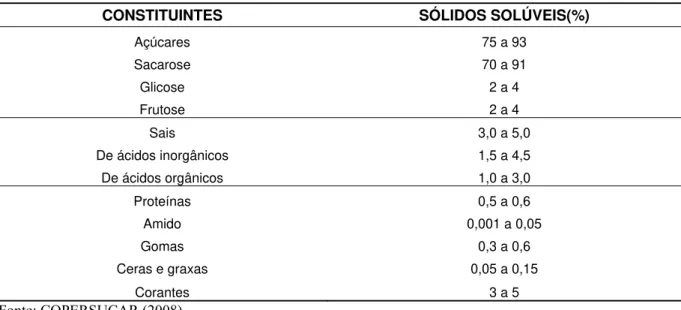
Tabela III.4. Principais constituintes da cana-de-açúcar.
CONSTITUINTES SÓLIDOS SOLÚVEIS(%)
Açúcares 75 a 93
Sacarose 70 a 91
Glicose 2 a 4
Frutose 2 a 4
Sais 3,0 a 5,0
De ácidos inorgânicos 1,5 a 4,5
De ácidos orgânicos 1,0 a 3,0
Proteínas 0,5 a 0,6
Amido 0,001 a 0,05
Gomas 0,3 a 0,6
Ceras e graxas 0,05 a 0,15
Corantes 3 a 5
Fonte: COPERSUCAR (2008).
No Brasil a utilização da cana-de-açúcar restringe-se praticamente à produção de álcool,
açúcar e cachaça. Toda a produção industrial no processamento da cana-de-açúcar gera uma
quantidade grande de resíduo, onde o principal é o seu bagaço.
De acordo com Botaro (1996), “aproximadamente 50% em peso do talo da
cana-de-açúcar consiste de fibras de alta qualidade, orientadas paralelamente ao eixo axial da planta e
são encontradas principalmente na casca. Essas fibras são mais longas do que os elementos
fibrosos encontrados no interior do talo e mais resistentes ao ataque de agentes químicos,
sendo esta característica comparada até mesmo às das madeiras duras. Cerca de 15% do
bagaço em peso é constituído por fibras internas de tamanhos variados localizados
principalmente na região interna do talo da planta. Nesta região encontra-se também a medula
que é formada por células parenquimáticas que não apresentam características de fibras e
Figura 3.4. Composição do bagaço de cana-de-açúcar. Fonte: Adaptado de BOTARO, 1996.
Da mesma forma de outras matérias-primas de origem vegetal, a composição química
do bagaço varia de região para região. O clima, solo, tempo de cultivo e outros fatores
regionais interferem significativamente na composição do bagaço.
O bagaço de cana representa cerca de 25 a 30% do peso da cana moída, representando
um resíduo de aproximadamente 62.000t somente no Estado de Minas Gerais (IBGE, 2005).
Na indústria da cachaça mineira do norte do Estado, para cada hectare plantado, produz-se em
média 72t de cana, gerando cerca de 22t de bagaço. Segundo o pesquisador da Embrapa
Tabuleiros Costeiros, Antônio Dias Santiago, cada litro de álcool gera em torno de 12 litros
de efluente, o que ainda é preocupante em termos ambientais em regiões com grande
concentração de usinas, como São Paulo.
De acordo com o pesquisador da ESALQ-USP, Caetano Rípoli, o aproveitamento da
biomassa, é visto como a solução para evitar novos apagões no setor de energia pelo que
lamenta que grande parte da cana produzida no país ainda seja queimada para a geração de
calor e eletricidade na própria usina de álcool e açúcar e nos alambiques. Até 2030, a energia
produzida a partir do bagaço e da palha de cana-de-açúcar deve chegar a 6,5 mil megawatts,
equivalente à geração de meia Itaipu, ou de seis usinas nucleares. A afirmação foi feita por
Maurício Tolmasquim, presidente da Empresa de Pesquisa Energética (EPE), ligada ao
Ministério de Minas e Energia. As usinas térmicas representam hoje 15,2% do total da
geração de energia elétrica do país. Desse percentual, 30% têm origem nas usinas a biomassa
(bagaço de cana, licor negro da indústria de papel e celulose e outros resíduos). Em todo o
país, 229 usinas geram energia a partir do bagaço de cana.
Outros usos como a produção de papel de bagaço nas cores amarelado ou róseo,
facilmente branqueável, suplementação alimentar do gado (misturado à uréia), também tem
sido procurados, porém ainda sem a capacidade de absorver todo o resíduo gerado pelo setor.
30%
50%
15% 5% medula
fibras do talo
fibras internas
As cinzas desse bagaço fornecem excelente adubo potássico-fosfatado. A vinhaça (ou
vinhoto), líquido que sobra no processo de destilação e que por muito tempo era jogado nos
rios e córregos, hoje em dia é reaproveitada pelas próprias usinas, diluída, na fertirrigação,
mas em uma proporção pequena.
A utilização do bagaço tem se intensificado de tal forma que segundo o Jornal A Cidade
(Ribeirão Preto-SP, 27/01/2005) o seu preço está em ascensão. Segundo o jornal, naquela data
a tonelada de bagaço custava R$40,00 enquanto o preço da tonelada da cana-de-açúcar não
chegava à R$30,00. O produto utilizado como co-geração de energia era comercializado para
empresas que possuem grandes caldeiras.
O transporte ainda é um dos entraves da comercialização do produto. Segundo o diretor
da Bioenergia, Jairo Balbo, o transporte de bagaço em distâncias superiores a 50 quilômetros
torna o produto inviável pelo custo do frete. Na última safra o frete estava R$8,80 a tonelada o
que significa mais de 20% no valor final do produto. “A tendência é que as empresas se
instalem próximas das usinas para aproveitarem a energia e o bagaço produzido”, explicou.
3.4.1.3.1. Obtenção do bagaço de cana na indústria de álcool e açúcar
Após o corte, a cana que chega à unidade industrial é processada o mais rápido possível.
Este sincronismo entre o corte o transporte e a moagem é muito importante, pois a cana é uma
matéria-prima sujeita a contaminação e conseqüentemente de fácil deterioração. Antes da
moagem, a cana é lavada nas mesas alimentadoras. A retirada de matérias estranhas como
terra, areia, etc. (provenientes da lavoura), visa a obtenção de um caldo de melhor qualidade e
o aumento da vida útil dos equipamentos pela redução do desgaste com a retirada da terra.
Esta lavagem nunca é feita na cana picada, pois isto provocaria um arraste muito grande de
sacarose pela água. Após a lavagem, a cana é preparada antes, para da extração do caldo. O
objetivo básico do preparo da cana é aumentar a sua densidade, cortando-a em pedaços
menores, conseqüentemente aumentando a capacidade de moagem, realizando o rompimento
máximo das células para liberação do caldo nelas contido, obtendo-se, portanto, uma maior
extração preparando-a para o trabalho do desfibrador. O sistema de preparo é constituído por
um ou dois jogos de facas (os picadores) - dos quais o primeiro é apenas nivelador. Os
picadores trituram os colmos, preparando-a para a moagem (desfibrador). O desfibrador, por
sua vez, é formado por um tambor alimentador que compacta a cana à sua entrada,
precedendo um rotor constituído por um conjunto de martelos oscilantes que gira em sentido
uma placa desfibradora. Neste processo as células da cana são abertas sem perda do caldo.
Após o sistema de preparo, a altura do colchão de cana é uniformizada por um equipamento
chamado espalhador, que se localiza no ponto de descarga da esteira metálica para uma
correia transportadora de borracha. Esta correia tem como finalidade reduzir a espessura da
camada de cana e facilitar o trabalho do eletroímã. Este realiza a operação de remoção de
materiais ferrosos, protegendo os equipamentos de extração, mais especificamente os rolos da
moenda. Em escala industrial existem dois processos de extração: a moagem e a difusão.
A moagem é um processo estritamente volumétrico e consiste em deslocar o caldo
contido na cana. Este deslocamento é conseguido fazendo a cana passar entre dois rolos,
submetidos à determinada pressão (aproximadamente 250 kg/cm²) e rotação, sendo o volume
gerado menor que o volume da cana. Na primeira unidade de moagem ocorre a maior parte da
extração global, simplesmente pelo deslocamento do caldo. A cana tem aproximadamente sete
partes de caldo para cada parte de fibra; já no primeiro bagaço essa proporção cai para duas a
duas vezes e meia. A cana pode passar por até sete moendas para se extrair o máximo de
caldo possível, aumentando a extração de sacarose. As moendas posteriores não terão
condições de deslocar caldo algum, mesmo que se aumente a pressão na camada de bagaço.
Como solução deste problema, adiciona-se água numa proporção de 30%. A isto se chama
embebição composta, cuja função é embeber o interior das células da cana diluindo o açúcar
ali existente e com isso aumentando a eficiência da extração, conseguindo-se assim extrair
cerca de 92% a 96% do açúcar contido na cana, e umidade final do bagaço de
aproximadamente 50%. Durante a passagem da cana pelas moendas ocorre uma quebra de
fragmentos de cana ou bagaço, denominados bagacilho. O bagacilho que deixa as moendas
junto com o caldo misto deve ser peneirado e retornar ao sistema de moagem, enquanto o
caldo, já livre do bagacilho, é enviado para o setor de fabricação. O bagaço praticamente livre
de sacarose é enviado para ser queimado nas caldeiras ou armazenado para que seja dada
outra destinação a ele.
Outro processo de extração da sacarose da cana é a difusão, processo ainda pouco
utilizado no Brasil, cuja tecnologia aproveita parte das etapas do processo de moagem. A
diferença básica entre os dois processos reside na maneira de separar o caldo da fibra. Nesta
separação, o difusor realiza duas operações; a Difusão, que é a separação por osmose, relativa
apenas às células não rompidas da cana, aproximadamente 3%; e a Lixiviação que é o arraste
sucessivo da sacarose e das impurezas contidas nas células abertas, pela água. A remoção de
no processo de moagem. Daí em diante o processo é o mesmo da embebição, onde o caldo é
enviado ao processo de fabricação do álcool e açúcar e o bagaço para ser queimado nas
caldeiras ou ser armazenado (COPERSUCAR, 2008).
3.4.1.3.2. Obtenção do bagaço de cana na indústria da cachaça ou no alambique
Existem basicamente dois processos de fabricação de cachaça, um industrial (em
colunas) e outro artesanal (em alambiques de cobre).
Em ambos os processos, assim como na indústria do álcool e açúcar, após o corte a cana
chega ao local de processamento o mais rápido possível. O período entre o corte e a moagem
da cana não deve ultrapassar 36h sendo o ideal, menor do que 12h. É importante frisar que a
cana para este fim, deve ser cortada e despalhada sem o uso do fogo e ser sempre armazenada
à sombra. Para uma boa qualidade da cachaça, os colmos da cana devem estar maduros,
limpos de matéria estranha vegetal ou mineral, sadios isenta de doenças e despontados,
operação que faz a retirada dos ponteiros da cana, parte mais pobre em açúcar e rica em
gomas e resinas.
Após o preparo da cana, inicia-se o processo da moenda que extrai em média cerca de
500L de garapa para cada tonelada de cana processada. O sistema de extração do caldo é
composto por dois equipamentos: forrageira e moenda. Na forrageira um ou dois conjuntos de
duas facas rotativas, trituram ou desfibram a cana facilitando a extração da garapa pela
moenda (engenho). A cana cortada ou desfibrada alimenta as moendas, que são constituídas
de dois a quatro ternos, responsáveis pela operação de extração do caldo ou moagem. A
moenda pode ser de duas formas; moenda a pressão, realizadas pelos grandes produtores e
moendas rígidas ou queixo duro, realizada por pequenos produtores. Após este processo,
obtém-se o bagaço que pode ser queimado no processo de destilação da cachaça ou ser
armazenado para utilização como fertilizante ou ração animal.
3.4.1.4. Outras Partrículas
Hoje se estuda painéis aglomerados com os mais diversos tipos de fibra e composições.
Dentre as partículas levantadas temos as de origem vegetal, normalmente resíduos agrícolas,
como a casca de arroz, fibra de mamona, de café e trigo entre as mais pesquisadas. Estes
painéis são conhecidos com AFB, agricultural fiber board. Pesquisam-se também as de
origem nos refugos industriais tais como, pneu de carro, embalagens Tetra Pack e garrafas
(2004), que produziu painéis aglomerados com partículas de madeira de Eucalyptus grandis e
poliestireno (PS) e politreftalato de etileno (PET) com objetivo de determinar as propriedades
dos painéis fabricados.
Segundo Yang et al. (2003), citado por Mendes (2008b), relatam que em função da
crescente escassez de madeira e do aumento de consumo de produtos madeiráveis é inevitável
que se considerem alternativas a serem aplicadas na indústria que utiliza madeira, como
aglomerado, MDF e compensado. Fibras lignocelulósicas da agricultura, como arroz, casca e
palha podem ser transformadas facilmente em partículas, que se assemelham às partículas de
fibras de madeira e que podem ser utilizadas como seus substitutos como matéria-prima.
Além disto, este sistema contribui para a reciclagem de resíduos da agricultura.
Ainda segundo Youngquist et al. (1994), também citado por Mendes (2008b), fizeram
uma compilação bibliográfica sobre todas as literaturas publicadas referentes ao uso de fibras
não madeiráveis para fabricação de painéis de madeira e elementos de construção. Os
resultados são 1165 publicações num período de 80 anos, de 1913 a 1993. Dentre os diversos
produtos referenciados pelo estudo, encontram-se: bambu, caule de banana, casca de café,
casca de arroz, algodão, sisal, tabaco, casca de amendoim, sabugo e palha do milho, bagaço
de cana, juta, trigo, grama, palma, junco, fruto, fibra do coco, caule de mandioca, etc.. Dentre
estas, 255 são referentes à utilização de bagaço de cana. A literatura referenciada neste estudo
é o resultado de uma pesquisa feita pelo Forest Products Laboratory e o Department of
Forestry na University of Illinois, Urbana-Champaign (Youngquist et al.,1994)
3.4.2. Adesivos
Muitos fatores influenciam a qualidade dos painéis; a qualidade da madeira, o tipo a
quantidade e a qualidade do adesivo e os procedimentos para a sua aplicação, são os
principais. Em relação ao adesivo, as diferentes proporções de resina, extensor, água e
catalisador, estão relacionados diretamente com a resistência da linha de cola (Marra, 1992).
A qualidade da ligação será melhor quanto maior a proporção de resina, em partes por peso do
adesivo na formulação. Quanto maior for o grau de extensão, menor será o custo do adesivo e
também menor será a qualidade da ligação. Assim é importante determinar a composição
exata do adesivo para se otimizar a relação custo-benefício em função dos requisitos técnicos
requeridos para os tipos de painel que se propõem a fazer.
O adesivo representa o maior custo na produção de painéis, portanto a quantidade e