outubro de 2014
Escola de Engenharia
Ana Margarida Ribeiro Miranda
UMinho|20 14 Ana Mar garida Ribeir o Mir anda
Estudo da eliminação do tratamento
antifúngico em queijo para fatiar e
validação industrial
Es tudo da eliminação do trat amento antifúngico em queijo para fatiar e validação indus trialDissertação de Mestrado
Mestrado Integrado em Engenharia Biológica
Trabalho efetuado sob a orientação do
Professor Doutor António Augusto Martins de
Oliveira Soares Vicente
e da
Engenheira Ana Paula Ramos Peres
outubro de 2014
Escola de Engenharia
Ana Margarida Ribeiro Miranda
Estudo da eliminação do tratamento
antifúngico em queijo para fatiar e
validação industrial
Nome: Ana Margarida Ribeiro Miranda
Título da Dissertação: Estudo da eliminação do tratamento antifúngico em queijo para fatiar e validação industrial
Orientadores: António Augusto Martins de Oliveira Soares Vicente Ana Paula Ramos Peres
Ano de conclusão: 2014
Designação do mestrado: Mestrado Integrado em Engenharia Biológica Ramo Tecnologia Química e Alimentar
DE ACORDO COM A LEGISLAÇÃO EM VIGOR, NÃO É PERMITIDA A REPRODUÇÃO DE QUALQUER PARTE DESTA DISSERTAÇÃO.
Universidade do Minho, ___/___/______
iii
AGRADECIMENTOS
Aos meus orientadores, Prof. António Vicente e Eng. Paula Peres, pela disponibilidade e simpatia, pela partilha de conhecimento e todas as indicações fundamentais para o desenvolvimento deste projeto.
Ao Eng. Rui Batista pela oportunidade de realizar o meu estágio curricular na empresa Bel Portugal.
À Ana Ferreira e à Andreia Ferreira pelo apoio e ajuda prestados. Em particular à Andreia pela ajuda na realização de tarefas ao longo destes seis meses, mas sobretudo pela amizade.
À equipa do laboratório, em especial à Carla pela ajuda no desenvolvimento das atividades laboratoriais. Por nunca me ter visto como uma intrusa no seu laboratório, mas sim como uma colega.
A todo o pessoal do fabrico e da secção dos fatiados pela simpatia e disponibilidade e principalmente pela ajuda indispensável na realização de tarefas na fábrica.
Aos meus colegas de curso pela amizade verdadeira e por todos os momentos incríveis ao longo destes cinco anos.
Ao meu pai e ao meu irmão pelo apoio nos momentos menos bons, aliás pelo apoio desde sempre e para sempre.
v Resumo:
O estudo da eliminação do tratamento antifúngico no queijo flamengo fatiado teve várias motivações, nomeadamente a crescente procura por produtos minimamente processados e livres de aditivos, a diminuição dos custos de produção e a constituição de novas oportunidades de mercado para a empresa.
O principal objetivo deste projeto foi o estudo das alterações nas propriedades sensoriais e na microbiologia do queijo, devido à eliminação do tratamento antifúngico com natamicina (E 235). A identificação de fontes de contaminação ao longo da linha de produção também foi estudada. O acompanhamento microbiológico foi efetuado ao longo do processamento e durante o período em embalagem em atmosfera modificada (ATM), avaliando-se o desenvolvimento de bolores e leveduras. A avaliação sensorial foi efetuada três semanas após o acabamento do produto e no fim do prazo de validade. Como principais fontes de contaminação identificaram-se as formas de prensagem (337 ufc/zaragatoa), devido principalmente a problemas no processo de higienização. Concluiu-se que a salmoura não constitui uma fonte de contaminação de leveduras (100 ufc/mL). Este resultado positivo deve-se a ações de melhoria no processo de filtração da água da salmoura, devido a problemas anteriormente detetados.
Em todas as fases do acompanhamento microbiológico não se observou desenvolvimento de bolores no queijo, no entanto o mesmo não se verificou no crescimento de leveduras. A cura revelou-se a etapa mais crítica para o desenvolvimento de leveduras, atingindo-se nesta fase a contagem mais elevada no queijo bola (10621 ufc/g). No período em embalagem ATM observou-se uma diminuição gradual da população de leveduras, verificando-se uma redução de 64% no primeiro mês após o embalamento.
O queijo barra sem tratamento antifúngico foi acompanhado microbiologicamente a partir da etapa de fatiamento. O Terra Nostra apresentou uma contagem de leveduras de 1881 ufc/g no fatiamento, verificando-se uma diminuição da população ao longo do tempo de armazenamento em embalagem ATM. No entanto, o mesmo comportamento não foi observado no queijo de marca branca sem tratamento antifúngico. De facto, foram verificadas contagens de leveduras entre 104-107 ufc/g ao longo dos três meses de armazenamento em embalagem ATM. As causas para o desenvolvimento de leveduras tão elevado, apenas para este tipo de queijo, ainda não foram esclarecidas.
Na avaliação sensorial dos queijos Terra Nostra e Limiano, concluiu-se que a eliminação no tratamento antifúngico aparentemente não provoca alterações nas propriedades sensoriais em ambos os queijos analisados.
Na identificação de microrganismos verificou-se a ocorrência de espécies dos géneros Candida, Cryptococcus, Geotrichum, Prototheca, Rhodotorula e Trichosporon em amostras de queijo e no ambiente envolvente da indústria. Algumas das espécies identificadas são patogénicas oportunistas, no entanto ainda existe alguma incerteza sobre os problemas de segurança alimentar associados à presença de leveduras em alimentos.
vii Abstract:
The consumer’s search for minimally processed and additives-free products, the cost-savings during production and new market openings for the company are the key reasons for the study of antifungal-treatment elimination in flemish cheese. Regarding these considerations, the main aim of this project was to study the sensorial properties and the microbiology of the cheese when treatment with natamycin (E 235) is abolished.The identification of the sources of contamination was also investigated. The development of moulds and yeasts was evaluated during the cheese processing, including the storage in Modified Atmosphere Packaging (MAP). The sensory evaluation was performed three weeks after the finish of the product and at the end of shelf life.
The pressing forms were found as the major source of contamination (337 cfu/swab), mainly, due to sanitation problems. The brine step was not considered a source of yeast contamination (100 cfu/mL), thanks to improvements in the filtration of brine’s water. Although it had not been observed any moulds development during the several cheese processing steps, the same was not found for yeast development. The ripening stage has proven to be the most critical phase for yeast development, reaching the highest number of yeast in Limiano (10621 cfu/g). During the period in MAP it was observed a continuous decrease in the yeast population with a reduction of 64% on the first month after packaging.
The bar cheese without antifungal treatment was monitored from the slicing stage. The Terra Nostra presented a population of yeast of 1881 cfu/g with a decrease during the period of MAP storage. However, the same was not observed in white-labelling cheese without natamycin. In fact, it was found between 104-107 cfu/g of yeast in the three months of storage in MAP. Further work and analysis will be needed to unravel the causes for this extensive yeast development in white-labelling cheese.
Terra Nostra and Limiano cheeses were also evaluated regarding their sensorial properties. In this parameter any alterations were observed when the antifungal treatment is removed.
Finally, the species found in cheese samples and on the industry environment belong to different genera as Candida, Cryptococcus, Geotrichum, Prototheca, Rhodotorula and Trichosporon. Some of them are opportunistic pathogenic, however there is no substantial information about their involvement in problems related with food safety.
ix
ÍNDICE
Agradecimentos ... iii Resumo ... v Abstract ... vii Índice ... ixÍndice de Figuras ... xiii
Índice de Tabelas ... xvii
Capítulo 1 | Introdução ... 1
1.1 Enquadramento do projeto ... 1
1.2 Objetivos ... 2
Capítulo 2 | Revisão Bibliográfica ... 3
2.1 História do queijo ... 3
2.2 Definição e classificação ... 3
2.3 Queijo flamengo ... 4
2.4 Produção de queijo nacional e mundial ... 5
2.5 Processo de fabrico ... 7 2.5.1 Receção do leite ... 8 2.5.2 Tratamento do leite ... 9 2.5.3 Coagulação ... 10 2.5.4 Corte da coalhada ... 12 2.5.5 Dessoramento ... 12 2.5.6 Moldagem e prensagem ... 13 2.5.7 Salga ... 14 2.5.8 Cura ... 15 2.5.9 Embalagem ... 19 2.6 Contaminação microbiológica ... 19
x
2.6.2 Bolores ... 24
2.7 Conservantes na indústria alimentar ... 26
2.7.1 Natamicina ... 27
2.8 Embalagem em atmosfera modificada ... 29
2.9 Análise sensorial ... 33
Capítulo 3 | Parte Experimental ... 35
3.1 Planeamento do projeto ... 35
3.2 Metodologias ... 36
3.2.1 Contagens de bolores e leveduras ... 37
3.2.1.1 Instrumentos de fabrico ... 37
3.2.1.1.1 Água de enxaguamento do túnel de limpeza ... 38
3.2.1.2 Queijos ... 39
3.2.1.3 Água da salmoura ... 41
3.2.1.4 Ambiente da cave de cura ... 42
3.2.2 Medição dos níveis de O2 e CO2 no interior da embalagem ... 42
3.2.3 Identificação de microrganismos ... 43
3.2.4 Análise sensorial ... 43
Capítulo 4 | Resultados e Discussão ... 45
4.1 Queijo bola sem tratamento antifúngico ... 45
4.1.1 Instrumentos de fabrico ... 45
4.1.1.1 Processo de higienização dos tacos e das formas de prensagem ... 51
4.1.2 Desenvolvimento de leveduras no processamento e na cura ... 53
4.1.2.1 População de leveduras em relação ao tempo de cura ... 60
4.1.3 Desenvolvimento de leveduras em embalagem em atmosfera modificada ... 62
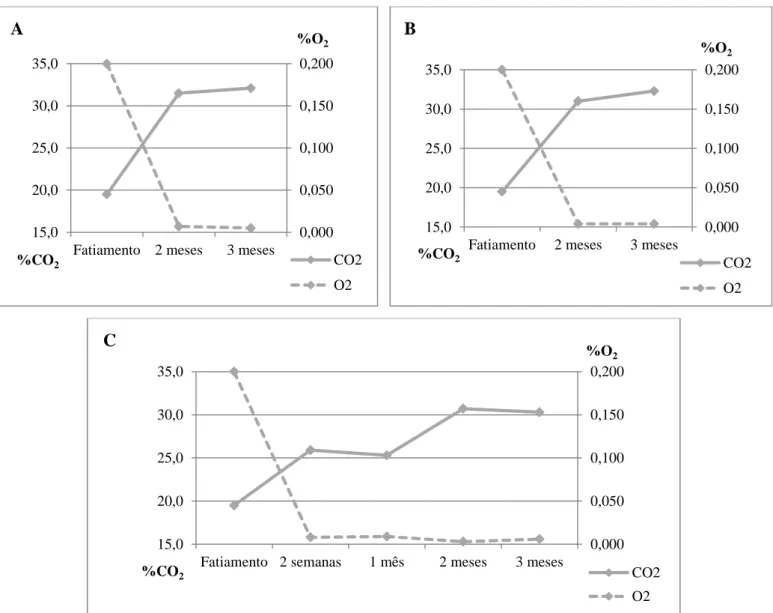
4.1.3.1 Composição da mistura de gases ... 64
xi
4.2 Queijo barra sem tratamento antifúngico ... 77
4.2.1 Desenvolvimento de leveduras em embalagem em atmosfera modificada ... 77
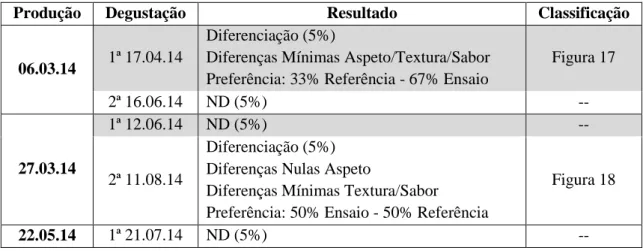
4.2.2 Análise sensorial ... 82
4.3 Identificação de microrganismos ... 85
Capítulo 5 | Conclusões ... 93
Bibliografia ... 95
Anexos ... 105
Anexo I – Ficha de prova | Teste triangular ... 105
Anexo II – Tabela de diferenciação | Teste triangular ... 106
Anexo III – Ficha de prova | Prova de aceitação ... 107
Anexo IV – Instrumentos de fabrico ... 108
Anexo V – Produções industriais de queijo bola sem tratamento antifúngico ... 110
Anexo VI – Controlo microbiológico da água da salmoura ... 115
Anexo VII – Controlo microbiológico do ambiente da cave de cura ... 116
Anexo VIII – Produções industriais de Terra Nostra sem tratamento antifúngico ... 117
Anexo IX – Produções industriais de queijo de marca branca sem tratamento antifúngico ... 119
xiii
ÍNDICE DE FIGURAS
Figura 1 - Produção mundial de queijo (milhões de toneladas). Fonte: FAO Statistical
Yearbook 2013 ... 6
Figura 2 - Esquema do processo de fabrico de queijo ... 8
Figura 3 - Estrutura da micela de caseína (Bylund, 1995) ... 10
Figura 4 - Estrtura química da natamicina (EFSA, 2009) ... 27
Figura 5 - Valores médios das contagens de leveduras (ufc/zaragatoa) observadas nos testes industriais de queijo bola sem tratamento antifúngico para cada instrumento de fabrico ... 47
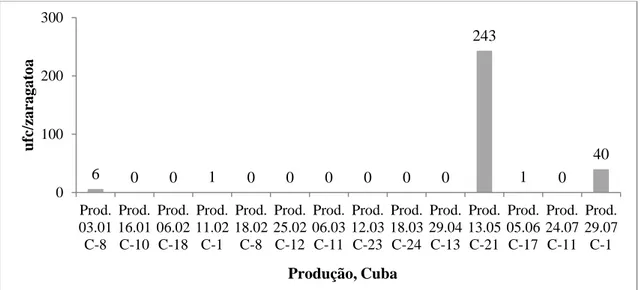
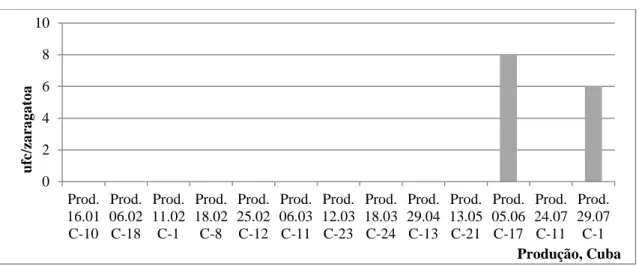
Figura 6 - Contagens de leveduras (ufc/zaragatoa) observadas nas formas de acidificação nas várias produções de queijo bola sem tratamento antifúngico ... 49
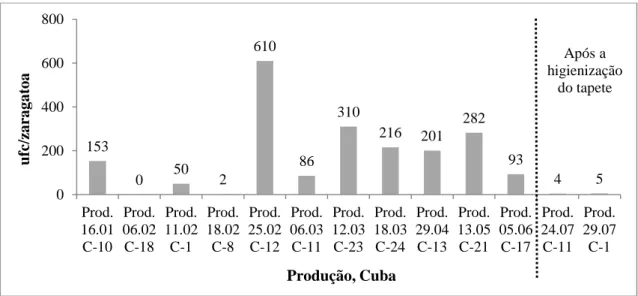
Figura 7 - Contagens de leveduras (ufc/zaragatoa) observadas no tapete de entrada na salga nas várias produções de queijo bola sem tratamento antifúngico ... 51
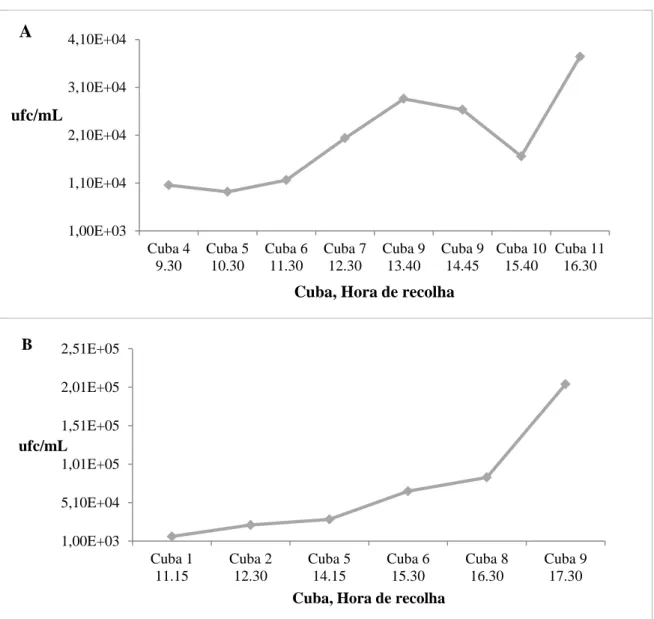
Figura 8 - População de leveduras (ufc/mL) na última água de enxagumento do túnel de limpeza das formas de prensagem e dos tacos ao longo do ciclo de produção: A - ciclo de produção 10.03.14; B - ciclo de produção 29.07.14 ... 52
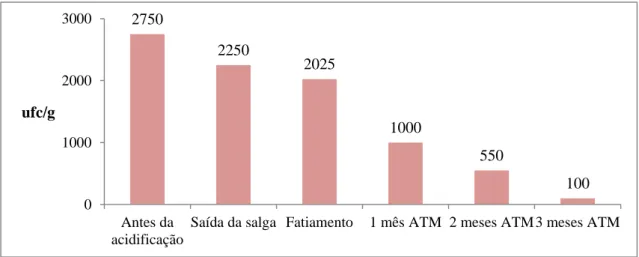
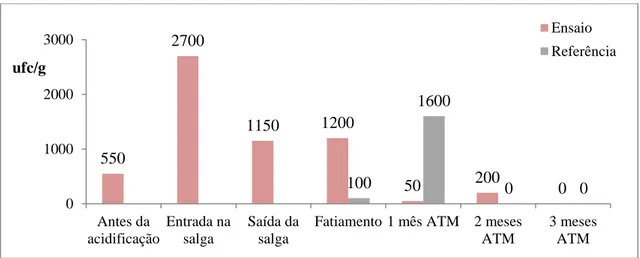
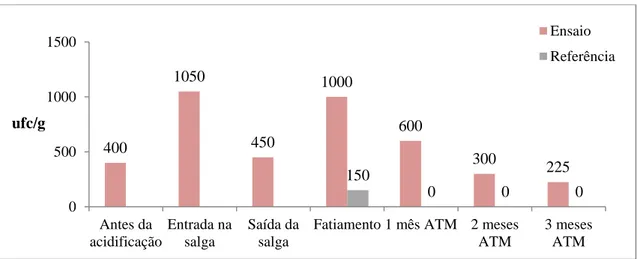
Figura 9 - População de leveduras (ufc/g) ao longo do processamento e maturação do queijo bola sem tratamento antifúngico (Ensaio) e com tratamento antifúngico (Referência) ... 54
Figura 10 - Contagem de leveduras (ufc/g) em função do tempo de cura (horas) observado em cada teste industrial. Linha de ajuste exponencial e respetiva equação e coeficiente de correlação (R2)... 60
Figura 11 - População leveduras (ufc/g) ao longo do período em embalagem em atmosfera modificada no queijo bola sem tratamento antifúngico (Ensaio) e com tratamento antifúngico (Referência) ... 63
Figura 12 - Perfis da concentração de CO2 (%) e O2 (%) ao longo do período em embalagem em atmosfera modificada do queijo bola sem tratamento antifúngico: A - produção 29.04.14; B - produção 13.05.14; C - produção 05.06.14 ... 68 Figura 13 - Resultados das provas de aceitação da 1ª degustação para as várias produções de Limiano sem tratamento antifúngico. Escala: 1 - mau; 2 - medíocre; 3 - satisfatório; 4 - bom; 5 - excelente. Legenda: A - produção 16.01.14; B - produção
xiv
produção 29.07.14 ... 74 Figura 14 - Resultados das provas de aceitação da 2ª degustação para as várias produções de Limiano sem tratamento antifúngico. Escala: 1 - mau; 2 - medíocre; 3 - satisfatório; 4 - bom; 5 - excelente. Legenda: A - produção 06.03.14; B - produção 12.03.14; C - produção 18.03.14; D - produção 29.04.14; E - produção 05.06.14 ... 76 Figura 15 - População de leveduras (ufc/g) ao longo do período em embalagem em atmosfera modificada no queijo Terra Nostra sem tratamento antifúngico (Ensaio) e com tratamento antifúngico (Referência) ... 78 Figura 16 - População de leveduras (ufc/g) ao longo do período em embalagem em atmosfera modificada no queijo de marca branca sem tratamento antifúngico (Ensaio) e com tratamento antifúngico (Referência) ... 80 Figura 17 - Resultados da classificação (teste triangular) do ensaio e da referência na 1ª degustação da produção de 06.03.14 de TN sem tratamento antifúngico. Escala: 1 - medíocre; 2 - suficiente; 3 - bom; 4 - excelente. As barras de erro representam o desvio-padrão ... 83 Figura 18 - Resultados da classificação (teste triangular) do ensaio e da referência na 2ª degustação da produção de 27.03.14 de TN sem tratamento antifúngico. Escala: 1 - medíocre; 2 - suficiente; 3 - bom; 4 - excelente. As barras de erro representam o desvio-padrão ... 84 Figura I - Contagens de leveduras (ufc/zaragatoa) observadas nas prateleiras de cura nas várias produções de queijo bola sem tratamento antifúngico ... 108 Figura II - Contagens de leveduras (ufc/zaragatoa) observadas no tapete de saída da salga nas várias produções de queijo bola sem tratamento antifúngico ... 108 Figura III - Contagens de leveduras (ufc/zaragatoa) observadas nas formas de prensagem nas várias produções de queijo bola sem tratamento antifúngico ... 108 Figura IV - Contagens de leveduras (ufc/zaragatoa) observadas nos tacos nas várias produções de queijo bola sem tratamento antifúngico ... 109 Figura V - Acompanhamento microbiológico (ufc/g) da produção de 03.12.13 de queijo bola sem tratamento antifúngico... 110 Figura VI - Acompanhamento microbiológico (ufc/g) da produção de 16.01.14 de queijo bola sem tratamento antifúngico... 110 Figura VII - Acompanhamento microbiológico (ufc/g) da produção de 06.02.14 de queijo bola sem tratamento antifúngico... 110
xv
queijo bola sem tratamento antifúngico... 111 Figura IX - Acompanhamento microbiológico (ufc/g) da produção de 18.02.14 de queijo bola sem tratamento antifúngico... 111 Figura X - Acompanhamento microbiológico (ufc/g) da produção de 25.02.14 de queijo bola sem tratamento antifúngico... 111 Figura XI - Acompanhamento microbiológico (ufc/g) da produção de 06.03.14 de queijo bola sem tratamento antifúngico... 112 Figura XII - Acompanhamento microbiológico (ufc/g) da produção de 12.03.14 de queijo bola sem tratamento antifúngico... 112 Figura XIII - Acompanhamento microbiológico (ufc/g) da produção de 18.03.14 de queijo bola sem tratamento antifúngico... 112 Figura XIV - Acompanhamento microbiológico (ufc/g) da produção de 29.04.14 de queijo bola sem tratamento antifúngico... 113 Figura XV - Acompanhamento microbiológico (ufc/g) da produção de 13.05.14 de queijo bola sem tratamento antifúngico... 113 Figura XVI - Acompanhamento microbiológico (ufc/g) da produção de 05.06.14 de queijo bola sem tratamento antifúngico... 113 Figura XVII - Acompanhamento microbiológico (ufc/g) da produção de 24.07.14 de queijo bola sem tratamento antifúngico... 114 Figura XVIII - Acompanhamento microbiológico (ufc/g) da produção de 29.07.14 de queijo bola sem tratamento antifúngico... 114 Figura XIX - Acompanhamento microbiológico (ufc/g) da produção de 06.03.14 de queijo TN sem tratamento antifúngico ... 117 Figura XX - Acompanhamento microbiológico (ufc/g) da produção de 27.03.14 de queijo TN sem tratamento antifúngico ... 117 Figura XXI - Acompanhamento microbiológico (ufc/g) da produção de 16.04.14 de queijo TN sem tratamento antifúngico ... 117 Figura XXII - Acompanhamento microbiológico (ufc/g) da produção de 22.05.14 de queijo TN sem tratamento antifúngico ... 118 Figura XXIII - Acompanhamento microbiológico (ufc/g) da produção de 05.03.14 de queijo de marca branca sem tratamento antifúngico ... 119 Figura XXIV - Acompanhamento microbiológico (ufc/g) da produção de 29.04.14 de queijo de marca branca sem tratamento antifúngico ... 119
xvi
queijo de marca branca sem tratamento antifúngico ... 119 Figura XXVI - Acompanhamento microbiológico (ufc/g) da produção de 13.05.14 de queijo de marca branca sem tratamento antifúngico ... 120 Figura XXVII - Acompanhamento microbiológico (ufc/g) da produção de 21.05.14 de queijo de marca branca sem tratamento antifúngico ... 120 Figura XXVIII - Acompanhamento microbiológico (ufc/g) da produção de 28.05.14 de queijo de marca branca sem tratamento antifúngico ... 120 Figura XXIX - Acompanhamento microbiológico (ufc/g) da produção de 04.06.14 de queijo de marca branca sem tratamento antifúngico ... 121 Figura XXX - Acompanhamento microbiológico (ufc/g) da produção de 11.06.14 de queijo de marca branca sem tratamento antifúngico ... 121 Figura XXXI - Acompanhamento microbiológico (ufc/g) da produção de 17.06.14 de queijo de marca branca sem tratamento antifúngico ... 121
xvii
ÍNDICE DE TABELAS
Tabela 1 - Classificação do queijo quanto à consistência segundo a Portaria nº 73/90 ... 4 Tabela 2 - Classificação do queijo quanto ao teor de matéria gorda segundo a Portaria nº 73/90 ... 4 Tabela 3 - Produção anual de queijo em Portugal (em toneladas) por tipos de queijos. Fonte: INE, Estatísticas Agrícolas 2012 ... 6 Tabela 4 - Critérios microbiológicos estabelecidos pelo Regulamento (CE) nº 1441/2007 ... 21 Tabela 5 - Espécies de leveduras que ocorrem em queijos (Tabela adaptada de Jacques e Casaregola, 2008) ... 22 Tabela 6 - Esquematização das análises efetuadas ao longo do acompanhamento microbiológico da produção de queijo sem tratamento antifúngico para fatiar ... 41 Tabela 7 - Redução da população de leveduras (%) ao longo do período em embalagem em atmosfera modificada para o queijo bola sem tratamento antifúngico ... 65 Tabela 8 - Valores encontrados na literatura da composição ideal da mistura de gases para a inibição do crescimento de bolores e leveduras durante o período em embalagem ATM ... 67 Tabela 9 - Listagem das degustações efetuadas de Limiano sem tratamento antifúngico, tipo de prova sensorial utilizada e resultados do teste triangular. ND = Não há diferenciação ... 72 Tabela 10 - Listagem das degustações de Terra Nostra sem tratamento antifúngico e os resultados obtidos nos testes triangulares. ND = não há diferenciação ... 83 Tabela 11 - Espécies identificadas em amostras de queijo sem tratamento antifúngico (Limiano, Terra Nostra e marca branca) e em superfícies de instrumentos de fabrico .. 86 Tabela I - Tabela de diferenciação utilizada no teste triangular ... 106 Tabela II - Controlo microbiológico da água da salmoura (ufc/mL) ... 115 Tabela III - Controlo microbiológico ao ambiente da cave de cura ... 116
1
CAPÍTULO 1 |
INTRODUÇÃO
1.1 ENQUADRAMENTO DO PROJETO
Este projeto foi desenvolvido na empresa Fromageries Bel Portugal no âmbito da dissertação em Engenharia Biológica pela Universidade do Minho, no ramo de Tecnologia Química e Alimentar.
A empresa Bel é uma multinacional familiar de origem francesa com vinte e sete unidades de produção, estando as suas marcas presentes em mais de 120 países. A Bel detém um total de trinta marcas, incluindo marcas mundiais, comercializadas globalmente, e várias marcas locais líderes de mercado, como é o caso do Limiano e do Terra Nostra em Portugal.
A Bel Portugal possui três fábricas situadas em Vale de Cambra (Portugal Continental), Ribeira Grande e Covoada (Açores), onde são produzidos queijo, manteiga, leite UHT e outros produtos industriais como o soro de leite em pó. Na Ribeira Grande é produzido o queijo e a manteiga Terra Nostra, a fábrica de Covoada produz o leite Terra Nostra e em Vale de Cambra são fabricados todos os produtos da marca Limiano. Além disso, é na unidade de produção de Vale de Cambra onde se situa a secção de fatiamento que serve toda a produção de queijo Limiano e Terra Nostra.
O projeto foi desenvolvido na fábrica de Vale de Cambra durante um período de seis meses, de fevereiro a agosto de 2014. Este projeto centra-se no estudo da eliminação do tratamento antifúngico com natamicina no queijo para fatiar. A natamicina é um agente antifúngico natural amplamente utilizado como conservante alimentar, nomeadamente na indústria de queijos. Tem efeito inibidor no crescimento de leveduras e bolores, mas não interfere no crescimento bacteriano.
O desenvolvimento deste projeto tem várias motivações, mas talvez a mais importante seja a possibilidade de exportação de queijo fatiado para países onde a natamicina não é reconhecida como aditivo alimentar neste tipo de produto. De facto, apesar de a natamicina pertencer à lista de aditivos autorizados na União Europeia e ser classificada como GRAS (Generally Recognized As Safe) pela FDA dos E.U.A., (Food and Drugs Administration), ainda existem países onde a sua utilização não é permitida. Além disso, a eliminação do tratamento antifúngico com natamicina representa uma redução significativa nos custos de produção. Estes dois pontos constituem importantes
2
motivações para o desenvolvimento deste projeto, representando novas oportunidades de mercado para a empresa e uma diminuição nos custos de fabrico. Outra questão que apoia o desenvolvimento deste projeto é o facto de os consumidores atuais serem cada vez mais exigentes na compra de produtos alimentares, procurando alimentos mais naturais, minimamente processados e livres de aditivos. Desta forma, com a ausência de natamicina obtém-se um queijo mais natural e sem aditivos, contribuindo para o prestígio e confiança na marca junto dos consumidores.
1.2 OBJETIVOS
O objetivo principal deste projeto consiste no estudo da eliminação do tratamento antifúngico com natamicina no queijo para fatiar, avaliando o efeito da ausência de natamicina nas características sensoriais e na microbiologia do queijo. Para o cumprimento deste objetivo foram estabelecidos objetivos secundários, nomeadamente o estudo do desenvolvimento de bolores e leveduras no queijo durante o processo de fabrico e o acompanhamento microbiológico do produto durante o período em embalagem em atmosfera modificada até ao fim do prazo de validade.
A identificação de fontes de contaminação durante a produção de queijo foi outro dos objetivos, visando principalmente o processo higienização dos instrumentos de fabrico.
3
CAPÍTULO 2 |
REVISÃO BIBLIOGRÁFICA
2.1 HISTÓRIA DO QUEIJO
Queijo é o nome genérico para um grupo de alimentos fermentados à base de leite, produzidos em todo o mundo (Amos, 2007). A origem do queijo remonta à cerca de 8000 anos atrás, quando o conhecimento do Homem sobre a existência de microrganismos ou enzimas era completamente inexistente (Cogan e Beresford, 2002). O queijo, assim como a maioria dos produtos alimentares fermentados conhecidos hoje, teve uma origem acidental, devido ao armazenamento de leite fresco em estômagos de animais. Graças à ação da microflora presente naturalmente no leite e às enzimas presentes nas glândulas da parede interna do estômago, o leite sofreu um processo fermentativo, transformando-se num produto de massa compacta, com sabor agradável e de fácil conservação e transporte que hoje conhecemos como queijo (Amos, 2007). O principal objetivo do fabrico de queijo é prolongar o tempo de prateleira do leite e conservar o seu valor nutritivo (Cogan e Beresford, 2002). Atualmente existe uma grande diversidade de queijos, identificando-se cerca de 1000 variedades distintas, cada uma com características específicas (Ponciano, 2010).
2.2 DEFINIÇÃO E CLASSIFICAÇÃO
Devido à grande diversidade de características nas variedades de queijos, estes podem ser classificados quanto a determinados parâmetros, nomeadamente quanto ao processo de cura, ao teor de humidade e à quantidade de matéria gorda. Segundo a Portaria nº 73/90 o queijo é definido como “o produto fresco ou curado, de consistência variável, obtido por coagulação e dessoramento do leite ou do leite total ou parcialmente desnatado, mesmo que reconstituído, e também da nata, do leitelho, bem como da mistura de alguns ou de todos estes produtos incluindo o lactossoro, sem ou com adição de outros géneros alimentícios”.
A Portaria nº 73/90 prevê a classificação do queijo tendo em conta quatro parâmetros: cura, composição, consistência e matéria gorda. Quanto ao processo de cura o queijo pode ser classificado em:
4
Queijo curado – produto que se encontra apto para consumo apenas após um período sobre determinadas condições de temperatura, humidade e ventilação que permitam as modificações físico-químicas características;
Queijo curado pela ação de bolores – produto com características específicas devido principalmente ao desenvolvimento de bolores específicos no interior ou na superfície do queijo;
Queijo fresco – produto sem processo de cura, obtido por coagulação e dessoramento do leite por fermentação lática, com ou sem adição de coalho. Quanto à composição, a Portaria nº 73/90 divide a classificação em queijo sem e com adição de géneros alimentícios diferentes de queijo. A classificação quanto à consistência é baseada no teor de humidade do queijo isento de matéria gorda (Tabela 1).
Tabela 1 – Classificação do queijo quanto à consistência segundo a Portaria nº 73/90
Classificação Teor de humidade no queijo isento de matéria de gorda (%)
Extraduro Máximo – 51
De pasta dura De 49 a 56
De pasta semidura De 54 a 63
De pasta semimole De 61 a 69
De pasta mole Superior a 67
Quanto à matéria gorda a classificação de queijos é feita tendo em conta a percentagem de matéria gorda no extrato seco (Tabela 2).
Tabela 2 – Classificação do queijo quanto ao teor de matéria gorda segundo a Portaria nº 73/90
Classificação Matéria gorda no extrato seco (%)
Muito gordo ou extragordo Superior a 60
Gordo De 45 a 60
Meio gordo De 25 a 45
Pouco gordo De 10 a 25
Magro Máximo - 10
2.3 QUEIJO FLAMENGO
A origem do queijo flamengo está associada à cidade de Edam, no norte da Holanda, e ao período da Idade Média, tendo sido divulgado por todo o mundo pelos navegadores e comerciantes holandeses (Rogers, 1990 citado por Marques, 1997).
Segundo a Norma Portuguesa 1920, o queijo flamengo é definido como um "queijo curado de pasta amarela clara, com poucos olhos disseminados na massa, de
5
consistência firme, obtido por dessoramento após coagulação do leite inteiro ou parcialmente desnatado, depois de pasteurizado". O queijo flamengo é também classificado pela norma como um queijo de pasta semidura. O teor de humidade encontra-se entre 54 e 63% relativo ao queijo isento de matéria gorda e o teor de matéria gorda situa-se entre 10 a 60% referente ao resíduo seco. Durante o processo de cura, a temperatura deve manter-se entre 12 e 15 oC e a humidade relativa entre 85 e 90%. O queijo flamengo pode apresentar vários formatos como bola, prato ou barra. Em 1896 é feita a primeira tentativa de produção de queijo flamengo em Portugal, sendo que o sucesso deste queijo é atingido apenas em 1930, após várias tentativas falhadas de implementação de indústrias (Marques, 1997). Atualmente o queijo flamengo faz parte dos hábitos de consumo dos portugueses, sendo a variedade de queijo mais consumida em Portugal. As marcas líderes do mercado de queijo pertencem à Bel Portugal – Limiano e Terra Nostra (Martins, 2010).
2.4 PRODUÇÃO DE QUEIJO NACIONAL E MUNDIAL
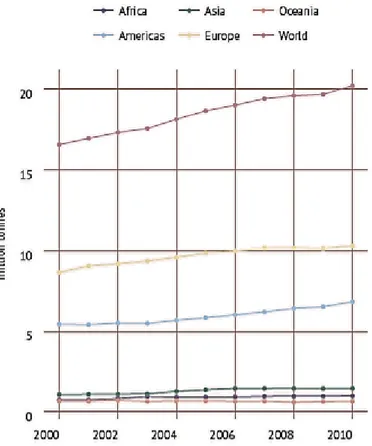
A produção de queijo mundial tem aumentado ao longo da última década, assim como a produção deste produto alimentar na Europa e na América, apresentando-se estes dois continentes como os maiores produtores de queijo (Figura 1). Em 2010 a produção mundial de queijo foi de cerca de 20 milhões de toneladas.
6
Figura 1 – Produção mundial de queijo (milhões de toneladas). Fonte: FAO, Statistical Yearbook 2013.
Segundo o Instituto Nacional de Estatística e conforme se encontra representado na Tabela 3, a produção nacional de queijo decresceu 1,3% entre 2011 e 2012, atingindo uma produção de cerca de 78 mil toneladas em 2012. Este decréscimo deve-se essencialmente à diminuição da produção de queijo mistura (8,8%) e queijo de ovelha (3,7%). O queijo de leite de vaca é o mais produzido em Portugal, mantendo valores de produção estáveis entre 2011 e 2012, cerca de 59 mil toneladas.
Tabela 3 – Produção anual de queijo em Portugal (em toneladas) por tipos de queijos. Fonte: INE, Estatísticas
Agrícolas 2012
Tipo de queijo Produção 2011 Produção 2012
Queijo de vaca 58926 58847
Queijo de ovelha 12378 11915
Queijo de cabra 1971 1965
Queijo de mistura 5676 5177
7
2.5 PROCESSO DE FABRICO
O fabrico de queijo remonta há 8000 anos atrás e hoje em dia existem cerca de 1000 variedades de queijo em todo o mundo, cada uma com características específicas. A produção dos diferentes tipos de queijo baseia-se num procedimento semelhante, onde as matérias-primas são sujeitas a uma série de etapas. No entanto, pequenas alterações em algumas fases do processo permitem obter queijos com uma grande diversidade de características, distinguindo as variedades existentes (Beresford et al., 2001). A diversidade de queijos está associada diretamente à principal matéria-prima, o leite, uma vez que a qualidade e o tipo de leite utilizado são determinantes nas características finais do produto. As diversas metodologias que podem ser utilizadas no processamento, assim como os microrganismos utilizados durante a produção e maturação também determinam as características do produto final (Beresford et al., 2001).
O fabrico de queijo consiste num processo de concentração, onde ocorre a remoção da água e alguns minerais presentes no leite, por sua vez a matéria sólida é concentrada, obtendo-se um concentrado de gordura e proteína (Perry, 2004). Este processo engloba essencialmente quatro ingredientes: o leite, o agente de coagulação (coalho), a flora microbiana e o sal. Estas matérias-primas são processadas através de uma série de etapas comuns à maioria dos queijos existentes (Beresford et al., 2001). A coagulação do leite, e a consequente formação da coalhada, é conseguida através da adição do coalho e de uma cultura de bactérias ácido-láticas (BAL) que provocam a destabilização das micelas de caseína do leite. Segue-se o fenómeno de sinérese, que consiste na expulsão do soro de leite retido no gel da coalhada. A adição de sal é uma prática comum no fabrico de queijo, contribuindo para as propriedades sensoriais e também para a preservação do produto. No fim do processo, o queijo é submetido a um período de cura, variável com o tipo de queijo a produzir (Singh e Bennett, 2002).
8
Figura 2 – Esquema do processo de fabrico de queijo.
2.5.1 Receção do leite
Na recolha de leite para o fabrico de queijo é necessário garantir a qualidade da matéria-prima. Os parâmetros físico-químicos, a microbiologia, as condições higiénicas e as características organoléticas do leite permitem determinar a sua qualidade. Para avaliar a qualidade físico-química, parâmetros como os teores de matéria gorda, de proteína, de extrato seco, de lactose, de minerais e vitaminas devem ser determinados e considerados. As condições de higiene do leite estão claramente interligadas com a sua microbiologia. Deste modo, a contagem total de microrganismos mesófilos aeróbios, a contagem de células somáticas, a pesquisa de inibidores, a presença de água adicionada, a mistura de leite de outras espécies ou a presença de colostro são parâmetros que permitem avaliar o grau de contaminação e de adulteração do leite (Bylund, 1995; Chambers, 2002; Perry, 2004). Receção de leite Tratamento do leite Coagulação Corte da coalhada Dessoramento Moldagem/Prensagem Salga Cura Embalagem Fermento lático Coalho
9
É também necessário garantir a qualidade do leite desde da receção até ao seu processamento, assim o leite deve ser imediatamente arrefecido a uma temperatura de 4
o
C após a ordenha e transportado em camiões cisterna com tanques refrigerados (Bylund, 1995; Figueiredo et al., 2001). Após a receção do leite na fábrica é necessário considerar novamente temperaturas de conservação. Segundo o Regulamento (CE) nº 1662/2006 quando o leite chega à unidade de transformação deve ser mantido a uma temperatura inferior a 6 oC.
2.5.2 Tratamento do leite
O processamento do leite para o fabrico de queijo varia com o tipo de queijo que se pretende produzir, sendo que o leite pode ou não ser padronizado e/ou pasteurizado. A padronização corresponde à separação da nata do leite e ao ajuste do teor de gordura pretendido, o que acaba por definir a quantidade de gordura no queijo final (Figueiredo et al., 2001).
O processo de pasteurização é um passo crítico para a segurança alimentar do produto final. A pasteurização consiste num tratamento térmico para produtos alimentares que tem como objetivos destruir os microrganismos patogénicos, diminuir a presença de microrganismos totais e garantir a inativação enzimática (Perry, 2004). No Regulamento (CE) nº 1662/2006 estão definidos os binómios de temperatura e tempo aplicáveis na pasteurização. O processo mais utilizado industrialmente implica submeter o produto a uma elevada temperatura durante um curto período de tempo – 72 oC durante 15 segundos. Pode também optar-se por um tratamento térmico a baixa temperatura durante um longo período de tempo (63 oC durante 30 minutos) ou por um binómio temperatura-tempo com efeito equivalente. Este regulamento também estabelece que a eficácia do tratamento térmico é comprovada quando o leite apresenta uma reação negativa ao teste da fosfatase alcalina, uma vez que nas condições térmicas da pasteurização esta enzima é inativada (Bylund, 1995) A seguir à pasteurização, o leite deve ser imediatamente arrefecido a valores de temperatura consideravelmente mais baixos do que os verificados no tratamento térmico (Noronha et al., 2005 citados por Ponciano, 2010).
É importante referir que a pasteurização do leite acarreta também algumas desvantagens como o efeito nas proteínas solúveis do leite, uma vez que estas desnaturam com a ação do calor e precipitam juntamente com as micelas de caseína, ficando retidas na
10
coalhada. A inclusão de proteínas séricas no leite dificulta os processos de dessoramento e endurecimento do queijo. A pasteurização provoca também a desnaturação total ou parcial de vitaminas presentes no leite, assim como a insobubilização de sais (Bylund, 1995).
2.5.3 Coagulação
A coagulação do leite é a fase inicial da transformação do leite em queijo, onde o leite adquire uma textura gelificada, denominada coalhada. O processo de coagulação deve-se à precipitação das cadeve-seínas (proteínas do leite) e pode deve-ser atingido por via enzimática, por via ácida ou pela conjugação de ambas as vias (Costa, 2011; Figueiredo et al., 2001; Singh e Bennett, 2002).
As caseínas representam cerca de 80% da matéria proteica do leite e encontram-se naturalmente no leite sob a forma de grandes agregados moleculares, designados por micelas de caseína. As micelas de caseína consistem num agregado esférico de várias caseínas (α-, β- e κ-caseína) unidas a iões inorgânicos (Figura 3). As diferentes caseínas não estão dispostas uniformemente na micela, particularmente a κ-caseína está posicionada na superfície da micela, garantindo a estabilidade do agregado e impedindo a sua agregação na presença dos iões Ca2+ do leite (McSweeney, 2007). Além disso, na estrutura da micela está presente fosfato de cálcio que, juntamente com as interações hidrofóbicas entre as submicelas de caseína, é responsável pela integridade da micela (Bylund, 1995).
11
No processo de coagulação por acidificação, as caseínas precipitam devido à proximidade do pH do leite do seu ponto isoelétrico (pH=4,6), uma vez que neste ponto a solubilidade das proteínas é mínima. Além disso, ocorre a neutralização das cargas negativas da micela e do potencial de superfície, responsável pelas repulsões electroestáticas (Bylund, 1995; Sgarbieri, 2005). A adição de culturas microbianas ao leite tem como objetivo a fermentação da lactose e a consequente formação de ácido lático, provocando uma acidificação do meio. Em algumas variedades de queijo a produção de dióxido de carbono é também um dos objetivos da utilização de culturas de arranque. Além disso, estas culturas microbianas proporcionam também um ambiente favorável, nomeadamente no pH, teor de sal, potencial de oxirredução e humidade, para o desenvolvimento da microflora secundária e para a ação do agente coagulante enzimático (Cogan e Beresford, 2002; Moreira, 2011).
O ácido lático produzido pelas bactérias ácido-láticas é fundamental para o sabor ácido e fresco dos queijos sem maturação e para a textura da coalhada. Os fermentos láticos atuam no queijo desde o momento da coagulação até ao fim da maturação, contribuindo para o desenvolvimento do aroma através da produção de compostos voláteis, assim como a síntese de enzimas lipolíticas e proteolíticas que atuam durante a maturação do queijo (Cogan e Beresford, 2002).
Na produção industrial de queijo a adição de uma agente coagulante (coalho) é um procedimento comum para a obtenção da coalhada. O coalho é um extrato enzimático que pode ser de origem animal, provenientes dos estômagos de ruminantes, vegetal ou microbiana. Atualmente, a maioria da quimosina comercial, principal enzima do coalho, é de origem microbiana, apresentando características muito semelhantes aos coalhos de origem animal (Singh e Bennett, 2002). Desta forma, a coagulação do leite por via enzimática pode ser conseguida através da adição de enzimas coagulantes que, dependendo da sua origem, apresentam composições enzimáticas diferenciadas (Neelakantan et al., 1999, citados por Vasconcelos et al., 2004).
A coagulação enzimática pode ser dividida em duas fases: uma fase primária ou enzimática e uma fase secundária ou de agregação micelar. Na primeira fase, a mistura enzimática proporciona a hidrólise da κ-caseína, enquanto que na segunda ocorre a agregação das micelas na presença de iões Ca2+, originando uma reticulação proteica e a consequente formação do gel (coalhada) (McSweeney, 2007; Singh e Bennett, 2002). Durante o processo de coagulação pode ser adicionado CaCl2, de forma a aumentar a
12
concentração de iões Ca2+ no leite e assim potenciar o rendimento da coagulação (Perry, 2004).
Existem vários fatores que afetam o desempenho do coalho e alguns deles já foram referidos, nomeadamente o pH e a concentração de iões de cálcio. A temperatura de coagulação é também um parâmetro importante, sendo que a temperatura ótima é aproximadamente 40 oC. No entanto, durante a coagulação o leite é mantido a uma temperatura de 30 oC, de forma a não interferir no crescimento das culturas de arranque. Para valores de temperatura inferiores a 18 oC a taxa de coagulação é muito baixa, por outro lado valores de temperatura elevados (55 oC a 60 oC) provocam a desnaturação das enzimas do coalho (McSweeney, 2007).
2.5.4 Corte da coalhada
O corte da coalhada é efetuado quando o coágulo tem a consistência pretendida, avaliando-se a flexibilidade e a resistência da coalhada, assim como a quantidade de soro libertado. Outro parâmetro a ter em conta é o tempo de coagulação (Figueiredo et al., 2001; Ponciano, 2010). O objetivo desta etapa é facilitar a libertação do soro que se encontra retido na coalhada, minimizando as perdas de gordura e proteínas. Normalmente são utilizadas liras que podem cortar a coalhada horizontalmente e/ou verticalmente. O tipo e o tempo de corte permitem obter diferentes tipos de queijos. Quanto mais fino for o corte, maior será a área superficial da coalhada e consequentemente maior será a libertação de soro, originando um queijo com baixo teor de humidade (Figueiredo et al., 2001; Ponciano, 2010). Deste modo, no fabrico de queijos de pasta mole pretende-se um corte grosseiro da coalhada que permita a obtenção de fragmentos de grandes dimensões. Por outro lado, nos queijos de pasta dura e semidura aplica-se um corte fino da coalhada (Ponciano, 2010).
2.5.5 Dessoramento
O dessoramento consiste na separação do soro da coalhada e é um processo consequente do corte da coalhada. Desta forma, quando o coágulo é cortado ou partido, procede-se à remoção do soro por um processo que envolve tratamento térmico e ajuste do pH, de forma a minimizar as perdas de gordura e proteínas e potenciar a remoção do soro (McSweeney, 2007).
13
Na fase final da coagulação, por vezes considerada como uma fase autónoma, ocorre a sinérese. Este fenómeno corresponde à expulsão do soro na sequência do aumento da rigidez do gel, este processo é potenciado quando a coalhada tem condições de sofrer ações exteriores, como o corte (Singh e Bennett, 2002). O soro é retirado da cuba de fermentação, onde permanece a coalhada que segue para as etapas de moldagem e prensagem. Antes da separação do soro, a mistura pode sofrer uma pré-agitação (Bylund, 1995).
2.5.6 Moldagem e prensagem
Após o corte da coalhada e dessoramento segue-se a moldagem, que acaba por ser uma etapa simultânea e complementar à etapa de prensagem. A fase de moldagem consiste na colocação da massa da coalhada em moldes com os propósitos de dar forma ao queijo e eliminar o restante soro, melhorando a textura do produto final (Bylund, 1995; Costa, 2011; Ponciano, 2010). A moldagem pode ser feita de várias formas, sendo que a coalhada pode ser transferida diretamente para os moldes ou pode ser sujeita a uma prensagem antes do queijo ser moldado. Nesta etapa de fabrico cada indústria pode estabelecer particularidades no processo (Figueiredo et al., 2001).
Na fábrica de Vale Cambra, onde foi desenvolvido este projeto, a massa da coalhada sai da moldeadora em pequenos cilindros, sendo colocada diretamente nas formas de prensagem. De seguida, os tacos, instrumentos de fabrico que auxiliam na prensagem, são colocados sobre o queijo que já se encontra dentro das formas. O queijo segue então para as prensas. Na indústria queijeira são utilizados vários tipos de prensas como as manuais, pneumáticas ou hidráulicas com pressão regulável. A velocidade de prensagem, assim como a pressão utilizadas variam consoante o tipo de queijo (Figueiredo et al., 2001).
No processo de fabrico em estudo, após a prensagem o queijo é transferido das formas de prensagem para outras, designadas como formas de acidificação. O queijo repousa algum tempo dentro das formas de acidificação que se encontram dispostas em prateleiras. Como o próprio nome destes instrumentos sugere, esta fase corresponde a um período de acidificação, onde a lactose presente é convertida em ácido lático, provocando um decréscimo no pH.
14 2.5.7 Salga
A salga é uma etapa fundamental no fabrico de queijo, apresentando diferentes funções tecnológicas como a redução do teor de humidade na coalhada, a inibição do desenvolvimento de microrganismos indesejáveis, a melhoria do sabor e da textura do queijo e a regulação do processo de maturação (Durmaz et al., 2008; Santos et al., 2008).
Na salga de queijos são utilizados essencialmente três métodos. A salga direta consiste na adição de sal diretamente na massa após a formação da coalhada, este método é utilizado nos queijos cheddar e cottage. O segundo método consiste na distribuição de sal na superfície do queijo e aplica-se principalmente no fabrico de queijos azuis. O último é o método da salmoura que consiste na imersão dos queijos numa solução de sal, denominada salmoura. Este método é o mais amplamente utilizado na indústria queijeira, nomeadamente na produção de queijo edam e flamengo. Por vezes são utilizadas combinações dos métodos referidos (Guinee, 2004).
A salmoura consiste numa solução de cloreto de sódio (NaCl) a 20% (m/v) (Walstra et al., 2004 citados por Santos et al., 2008). A salmoura pode ser utilizada por um longo período de tempo, desde que regularmente sejam feitas retificações no teor de NaCl e correções do pH e exista uma monitorização eficaz da qualidade microbiológica da salmoura (Costa et al., 2005).
Para os queijos que são sujeitos a um processo de cura, a salga é uma etapa indispensável. Na cura ocorrem uma série de mecanismos biológicos, físico-químicos e enzimáticos que estão dependentes de vários fatores como a temperatura, o pH, o potencial de oxirredução e a atividade da água. Desta forma, as reações de proteólise e lipólise que ocorrem durante a maturação são ativadas para teores de sal entre 0,5 e 2,5% (m/m) e inibidas para concentrações excessivamente elevadas (Costa et al., 2005). A adição de sal favorece o processo de dessoramento, libertando a água que ainda ficou retida na massa de queijo. De facto, a absorção de sal pelo queijo durante a salga é simultânea à saída de água (Bylund, 1995). Quando o queijo é colocado na salmoura ocorre o movimento dos iões Na+ e Cl- da água da salmoura para dentro do queijo, devido à diferença de pressão osmótica entre a solução aquosa do interior do queijo e a salmoura. Por consequência a água livre presente no interior do queijo difunde-se através da sua matriz, de forma a restaurar o equilíbrio de pressão osmótica. A quantidade de água libertada pelo queijo é cerca de duas vezes superior à quantidade de
15
sal absorvida, uma vez que o par de iões Na+/Cl- tem aproximadamente o dobro do tamanho do par de iões H+/OH-. A superfície externa do queijo forma uma membrana semipermeável que constitui a casca. Esta camada diferenciada permite a migração do sal para o interior do queijo por difusão e a saída da fase aquosa do queijo com os seus elementos solúveis como ácido lático, lactose, proteínas solúveis e azoto não proteico (Costa et al., 2005; Guinee, 2004).
A quantidade de sal absorvida pelo queijo é influenciada por vários fatores como a concentração de NaCl, a temperatura e pH da salmoura, o tempo de salga, o tamanho, pH, teores de humidade e de gordura do próprio queijo. A absorção de sal pelo queijo aumenta com o tempo de salga e com a temperatura da salmoura. Geralmente a temperatura das salmouras situa-se entre 10 e 12 oC e o tempo de salga varia consideravelmente com o tipo de queijo (Bylund, 1995; Costa et al., 2005; Guinee, 2004).
A salga contribui também para a conservação do produto, uma vez que a concentração de sal atua como fator limitante para o crescimento microbiano e também influencia a atividade da água, outro fator determinante no desenvolvimento de microrganismos (Bylund, 1995). É também importante estudar a microbiologia das salmouras durante o seu período de utilização. Como consequência das trocas entre a fase aquosa do queijo e a água da salmoura, com o tempo de utilização verifica-se um aumento do teor em proteínas, lactose, sais minerais, gordura e ácido lático. O que constitui condições favoráveis para o desenvolvimento de microrganismos, nomeadamente bolores e leveduras (Santos et al., 2008).
2.5.8 Cura
A cura é uma das etapas finais no fabrico de queijo, consiste num processo bioquímico bastante complexo, onde a massa de queijo elástica é transformada num produto com textura consistente e com sabor e aroma mais completos e apurados. Durante o período de cura, o queijo adquire as suas características específicas através de uma série de reações químicas, microbiológicas e bioquímicas (Amos, 2007; Kheadr et al., 2003). Os microrganismos presentes no queijo assumem um papel importante durante a maturação devido ao efeito nas características do produto final, principalmente através da atividade das enzimas sintetizadas (Cogan e Beresford, 2002; McSweeney, 2004). As principais alterações bioquímicas que ocorrem no período de cura atuam na lactose, nas proteínas
16
e na gordura do queijo, verificando-se a ocorrência dos fenómenos bioquímicos designados por glicólise, proteólise e lipólise. A proteólise é o processo mais complexo e também o mais importante para o desenvolvimento das características sensoriais do queijo (Cogan e Beresford, 2002; Costa, 2011; Oliveira, 2010). Como consequência das principais reações bioquímicas desenvolvidas durante a cura de queijos, seguem-se reações bioquímicas secundárias que são de grande importância no desenvolvimento de vários compostos aromáticos voláteis, nomeadamente a descarboxilação e desfosforilação de aminoácidos e reações de esterificação. A produção de uma grande variedade de metabolitos primários e secundários é responsável pelo desenvolvimento das características organoléticas durante a maturação (Kheadr et al., 2003; McSweeney, 2004; Moreira, 2011).
Vários parâmetros das câmaras de cura têm de ser monitorizados e estabelecidos de acordo com o tipo de queijo como a ventilação, humidade e temperatura. O controlo da temperatura é fundamental para a qualidade microbiológica da câmara, assim como para o processo de formação da casca (Oliveira, 2010).
O ciclo e tempo de cura são variáveis com o tipo de queijo, existindo queijos curados em poucos dias e queijos com períodos de cura de dois anos. Geralmente o tempo de cura é inversamente proporcional ao teor de humidade do queijo. O tempo de cura tem um efeito brutal nas características do produto final, sendo que existem queijos que podem ser consumidos durante as várias fases de maturação tendo em conta o gosto dos consumidores e o preço final do produto (Kheadr et al., 2003; Moreira, 2011).
Glicólise
A glicólise consiste na transformação da lactose presente no queijo em ácido lático, por ação de bactérias ácido-láticas. De facto, durante a coagulação do leite, a lactose presente não é completamente consumida pela cultura microbiana de arranque, o que significa que na fase de maturação ainda existe uma quantidade residual de lactose no queijo (Cogan e Beresford, 2002; McSweeney, 2004). Nos primeiros dias de cura, a lactose residual é rapidamente metabolizada em ácido lático. A velocidade da reação é determinada por vários fatores como a temperatura, concentração de sal e a flora microbiana (McSweeney, 2004; Rodrigues, 2009). Na reação de glicólise podem estar envolvidas bactérias láticas homofermentativas ou heterofermentativas. Na homofermentação existe apenas a síntese de ácido lático, enquanto que na
17
heterofermentação são produzidos uma série de metabolitos secundários como o diacetil, acetaldeído e ácido acético que contribuem para o desenvolvimento aromático do queijo (Cogan e Beresford, 2002; Rodrigues, 2009). O ácido lático é importante para o desenvolvimento do sabor, nomeadamente em queijos com tempos de cura curtos, onde não ocorre uma produção extensa de compostos voláteis aromáticos. Além disso, o ácido lático produzido tem um papel importante na regulação do pH do queijo, uma vez que o pH é um parâmetro que afeta todas as outras reações bioquímicas. No entanto, é importante referir que durante o processo de maturação, a glicólise é a reação bioquímica com um efeito menos relevante no desenvolvimento do sabor e aroma do queijo (Cogan e Beresford, 2002; Moreira, 2011).
Lipólise
Em todos os alimentos com elevados teores de gordura, tal como o queijo, os lípidos presentes estão sujeitos a processos de degradação hidrolíticos e oxidativos. Contudo, a degradação lipídica dos queijos pela via oxidativa é muito limitada, devido essencialmente ao baixo potencial de oxirredução (McSweeney e Sousa, 2000). Além disso, no queijo também estão presentes antioxidantes naturais como a vitamina E (Collins et al., 2003).
O processo de degradação da gordura do queijo é designado por lipólise, um processo bioquímico complexo que ocorre durante a cura. A lipólise no queijo ocorre devido à presença de enzimas lipolíticas que são capazes de hidrolisar as moléculas de triglicerídeos presentes no queijo, o que resulta da produção de ácidos gordos, monoglicerídeos e diglicerídeos (Collins et al., 2003; McSweeney, 2004). A libertação de ácidos gordos durante a maturação é essencial para o desenvolvimento aromático na maioria das variedades de queijos. Além disso, os ácidos gordos livres são importantes percursores para uma série de reações catabólicas que resultam na síntese de compostos
aromáticos como metil cetonas, lactonas, alcanos e álcoois secundários (Collins et al.,
2003; McSweeney e Sousa, 2000).
As enzimas com atividade lipolítica podem ser classificadas em esterases ou lipases, diferindo essencialmente em três pontos: comprimento da cadeia de éster hidrolisada; natureza físico-química do substrato e cinética enzimática (Collins et al., 2003). As lipases presentes no queijo provêm de várias fontes como o próprio leite, o coalho enzimático ou então são sintetizadas pelas culturas microbianas de arranque ou
18
secundárias. A lipase presente naturalmente no leite é desativada durante o processo de pasteurização, não apresentando por isso uma atividade enzimática considerável em
queijos obtidos a partir de leite pasteurizado (Singh e Bennett, 2002).O processo de
lipólise é mais extenso em algumas variedades de queijo, como nos queijos duros italianos ou nos queijos azuis. Nestes casos particulares as principais fontes de enzimas lipolíticas são o coalho enzimático e as culturas microbianas, sendo estas selecionadas tendo em conta este propósito. No entanto, na maioria dos casos não é pretendido um processo de lipólise muito extenso, uma vez que elevadas concentrações de ácidos gordos resultam na rancificação do produto (McSweeney e Sousa, 2000; Singh e Bennett, 2002).
Proteólise
A proteólise é o fenómeno bioquímico mais complexo durante a fase de cura e também o mais importante para algumas variedades de queijo. Este processo tem um papel fundamental no desenvolvimento da textura e do sabor do queijo. Durante a fase de maturação, a proteólise ocorre devido à ação das enzimas do agente de coagulação, das enzimas proteolíticas presentes naturalmente no leite, assim como as enzimas sintetizadas pela flora microbiana presente (Forde e Fitzgerald, 2000; Sousa et al., 2001). A plasmina é a principal protease do leite, outras enzimas proteolíticas ocorrem naturalmente no leite como a catepsina D e outras proteases de células somáticas (Forde e Fitzgerald, 2000; Sousa et al., 2001).
A proteólise contribui para alterações na textura do queijo durante a sua maturação, devido à quebra da rede proteica de caseínas, o que resulta na diminuição da atividade da água do produto. Além disso, é o principal processo de desenvolvimento de sabor durante a fase de cura, graças à formação de aminoácidos livres e péptidos de pequena dimensão. No entanto, estes compostos são várias vezes responsáveis pelo sabor amargo do queijo. Por último, as reações de proteólise permitem também a libertação de substratos (aminoácidos) para reações catabólicas secundárias (McSweeney e Sousa, 2000).
O processo de proteólise durante a fase de cura segue uma sequência para a maioria dos tipos de queijo. Inicialmente as caseínas são hidrolisadas pela ação das enzimas do coalho e da plasmina, uma vez que alguma atividade enzimática do agente coagulante mantém-se na coalhada, formando-se péptidos intermédios. Por sua vez, estes são
19
hidrolisados pelas peptidases e proteases sintetizadas pelas culturas microbianas em péptidos de cadeia curta e aminoácidos. Naturalmente que o padrão de reações, assim como a extensão do processo de proteólise variam consideravelmente com o tipo de queijo, dependendo das práticas de fabrico e do procedimento de maturação utilizados. Desta forma, o modelo de proteólise, tal como a quantidade de diferentes péptidos e aminoácidos sintetizados, é praticamente único para cada variedade de queijo
(McSweeney, 2004; Sousa et al., 2001) Os aminoácidos e pequenos péptidos resultantes das reações descritas contribuem diretamente para o desenvolvimento do sabor, no
entanto servem também de substrato para reações catabólicas secundárias (Cogan e
Beresford, 2002). Nomeadamente reações de transaminação, descarboxilação, dessulfurização, catabolismo de aminoácidos aromáticos e reações de aminoácidos com outros compostos, o que resulta na síntese de uma série de compostos voláteis que contribuem para o desenvolvimento do sabor e aroma (Sousa et al., 2001).
2.5.9 Embalagem
No fim do processamento o queijo é embalado, assim como a maioria dos produtos alimentares. A embalagem tem como objetivo conter o produto, garantir a segurança microbiológica, impedir alterações físico-químicas e proteger o alimento de ações exteriores (Bylund, 1995; Singh e Bennett, 2002). Esta etapa do processo é desenvolvida na secção 2.8.
2.6 CONTAMINAÇÃO MICROBIOLÓGICA
A deterioração de produtos alimentares resulta essencialmente da atividade microbiana de uma ampla gama de microrganismos. A microflora contaminante varia com cada produto alimentar, sendo dependente de várias características intrínsecas do produto, assim como do seu processamento e condições de armazenamento (Veld, 1996).
O leite é um meio altamente nutritivo para o desenvolvimento bacteriano, com um valor de pH próximo da neutralidade que permite a proliferação de vários microrganismos patogénicos. Por outro lado, o queijo é considerado um alimento relativamente seguro, estando envolvido em raros casos de intoxicações alimentares. De facto, o queijo é um produto fermentado com um baixo valor de pH e atividade da água, elevadas concentrações de sal e baixo potencial de oxirredução, constituindo um meio mais hostil
20
do que o leite para a proliferação microbiana (McSweeney, 2007). No entanto, o queijo é também alvo de contaminações microbiológicas, principalmente através do desenvolvimento de microrganismos indesejáveis na sua superfície. Os microrganismos deterioradores são responsáveis por alterações na aparência do queijo, o que se traduz numa diminuição do valor comercial do produto. O queijo é suscetível a contaminações microbiológicas de várias origens como leveduras e bolores, bactérias Gram-positivas e Gram-negativas e agentes patogénicos como a Listeria monocytogenes, associada a casos de listeriose provocados pelo consumo de queijo contaminado (Pintado et al., 2010; Var et al., 2006).
Os microrganismos psicotróficos representam uma percentagem considerável da carga microbiana presente no leite não pasteurizado (Ledenbach e Marshall, 2009). As bactérias psicotróficas que constituem a grande preocupação na contaminação microbiológica de lacticínios são Pseudomonas spp. No entanto, estas bactérias são destruídas durante o processo de pasteurização, o que significa que contaminações em queijos obtidos a partir de leite pasteurizado resultam de novos pontos de contaminação durante o processo de fabrico. A proliferação de Pseudomonas spp. em queijos resulta em alterações nas características sensoriais do produto como sabores amargos e rancificação, provocando também alterações na textura do queijo (Farkye e Vedamuthu, 2002). Outros microrganismos psicotróficos associados ao leite não pasteurizado são espécies dos géneros Bacillus, Micrococcus, Aerococcus e Lactococcus e pertencentes à família Enterobacteriaceae (Ledenbach e Marshall, 2009). Os principais microrganismos deterioradores presentes no queijo são coliformes, entre os mais comuns encontam-se Salmonella spp., Staphilococcus aureus, Listeria monocytogenes e E. coli (Cogan e Beresford, 2002).
O Regulamento (CE) nº 1441/2007 da Comissão de 5 de Dezembro de 2007, relativo a critérios microbiológicos em géneros alimentícios, estabelece limites legais para alguns dos microrganismos referidos em vários tipos de queijo (Tabela 4).
21
Tabela 4 – Critérios microbiológicos estabelecidos pelo Regulamento (CE) nº 1441/2007
Categoria de alimentos Microrganismos Limites Fase em que o critério se aplica
Queijo fabricado com leite ou soro de leite que tenha sido submetido a tratamento térmico.
E. Coli 100 ufc/g – 1000 ufc/g
Durante o processo de fabrico, no momento em que se prevê que o número de E. coli seja mais elevado.
Queijo fabricado com leite cru.
Estafilococos coagulase positivos 104 ufc/g – 105 ufc/g Durante o processo de fabrico, no momento em que se prevê que o número de estafilococos seja mais elevado. Queijo fabricado com leite que
tenha sido submetido a tratamento térmico mais baixo que o da pasteurização e queijo curado fabricado com leite ou soro de leite que tenha sido submetido a pasteurização ou tratamento térmico mais elevado.
Estafilococos coagulase positivos 100 ufc/g - 1000 ufc/g Durante o processo de fabrico, no momento em que se prevê que o número de estafilococos seja mais elevado.
Queijo de pasta mole não curado (queijo fresco) fabricado com leite ou soro de leite que tenha sido submetido a pasteurização ou tratamento térmico mais elevado.
Estafilococos coagulase
positivos
10 ufc/g – 100 ufc/g Fim do processo de fabrico.
Queijo, manteiga e natas fabricados com leite cru ou leite que tenha sido submetido a tratamento térmico mais fraco que a pasteurização.
Salmonella Ausência em 25 g
Produtos colocados no mercado durante o seu período de vida útil.
Os principais microrganismos associados a intoxicações alimentares provocadas pelo consumo de queijo contaminado são Salmonella spp., Staphlycoccus aureus, Listeria monocytogenes e estirpes de Escherichia coli enteropatogénicas. A segurança microbiológica do queijo está claramente dependente de uma série de parâmetros como a qualidade e tratamento térmico do leite, condições higiénicas de toda a linha de produção, qualidade das culturas de arranque, práticas de processamento, entre outros (McSweeney, 2007).
2.6.1 Leveduras
As leveduras são fungos unicelulares, heterotróficos e apresentam forma esférica, elíptica ou cilíndrica (Bylund, 1995). As várias espécies de leveduras apresentam uma grande diversidade fisiológica, o que permite o seu crescimento e desenvolvimento numa vasta gama de habitats nomeadamente o solo, insetos, plantas, frutas, algas, pedaços de madeira, entre outros (Jacques e Casaregola, 2008; Santra et al., 2014).