F
ACULDADE DEE
NGENHARIA DAU
NIVERSIDADE DOP
ORTOEngenharia de RAM Associada a
Soluções Eletrónicas
Filipe dos Santos Teixeira
P
ARAA
PRECIAÇÃO PORJ
ÚRIMESTRADOINTEGRADO EMENGENHARIA ELETROTÉCNICA E DE COMPUTADORES
Orientador: Professor José Alberto Peixoto Machado da Silva Orientadora: Engenheira Joana Patrícia Ribeiro Eliseu da Silva
Resumo
Atualmente, num mercado cada vez mais competitivo, as organizações vão adotando novas metodologias que lhes permitam destacar-se face a essa concorrência. Para isso é necessário que estabeleçam estratégias de competitividade que tenham o intuito de minimizar a possível ocorrên-cia de falhas ao mesmo tempo em que melhoram a produtividade. É aqui que entra a área específica de engenharia abordada durante esta dissertação, a Engenharia de RAM e as suas componentes de Fiabilidade (Reliability), Disponibilidade (Availability) e Manutenibilidade (Maintainability). Esta assenta em conceitos, ferramentas e técnicas de engenharia que permitem à organização obter uma previsão do comportamento, com base nos pilares RAM, que um produto poderá evidenciar, ao mesmo tempo que permite identificar pontos de fragilidade desde logo na fase de desenvolvi-mentos dos mesmos. Isto providencia uma identificação e correção de insuficiências que impedem que o produto ou sistema alcance o objetivo proposto.
Para além de assumir uma importância elevada na fase de desenvolvimento do produto esta área de engenharia permite, ainda, realizar uma análise dos parâmetros de fiabilidade, disponibi-lidade e manutenibidisponibi-lidade do produto ou sistema durante o seu ciclo de vida. O que possibilita uma visão e deteção de pontos de melhoria a efetuar numa atualização, ou nova versão, do produto ou ainda a introdução de medidas corretivas ou preventivas de modos de falha detetados no atual produto. Durante a análise dos parâmetros RAM, de um produto ou sistema, é possível obter uma grande quantidade de diferentes valores, no entanto, existem alguns cujas organizações têm mais sensibilidade e que, consequentemente, assumem uma maior importância nestas análises. São eles tempo médio entre falhas (MTBF), tempo médio de reparação (MTTR), a taxa de avaria (λ ) e a disponibilidade (A(t)).
Partindo dos princípios expostos acima, a presente dissertação, desenvolvida em ambiente em-presarial na EFACEC - Serviços Corporativos, incide na aplicação dos conceitos e metodologias RAM a dois produtos, desenvolvidos e produzidos pela EFACEC, as passagens de nível automá-ticas XSafe e a unidade de controlo de painel BCU 500. No primeiro produto é analisado o seu comportamento no campo e feita uma comparação com os valores obtidos no estudo realizado aquando do desenvolvimento deste. Para o segundo produto é realizada uma análise do seu ciclo de vida partindo, tal como para as passagens de nível, da comparação entre o seu comportamento no campo face aos dados teóricos e, é feita ainda, uma análise preditiva para a nova edição, atual-mente em desenvolvimento, deste produto.
Palavras-Chave: RAM, Fiabilidade, Disponibilidade, Manutenibilidade, MTBF, MTTR
Abstract
Nowadays, in a increasingly competitive and complex market, the organizations are embracing new methodologys which can lead them to stand out from that competition. In order to do so it’s necessary to set competitive strategys that have the intention to minimize the failure’s occurrence while increasing the efficiency at the same time. It’s here where the specific field of engineering approached in this essay enters, the RAM Engineering and its components, Reliability, Availabi-lity and MaintainabiAvailabi-lity. This lays in concepts, tools and technics of engineering that allows the organization the possibility of obtaining a product behavior prediction, based on the three pillars mencioned above, while at the same time it’s possible to identify weakness spots of the product even if this one is only on development state. This allows an identification and correction of unsatisfactory elements that are preventing the product from achieving the proposed goals.
Apart from the importance given in the development phase of the product this field of engi-neering can also enable an analysis of the reliability, availability and maintainability baselines of the product or system during its lifetime. This gives the organization an insight and detection of improvement points to use in a product updating or new edition as well as the introduction of corrective and preventint measures to the actual product. During the analysis of RAM parameters, of a product or system, its possible to obtain a large amount of different types of values however there are some, in which organizations are more aware to examine and thus assume greater impor-tace in this analysis. This values are the mean time between failures (MTBF), mean time to repair (MTTR), failure rate (λ ) and availability (A(t)).
Assuming the key principles presented above, the present dissertation developed in corporate environment at EFACEC - Serviços Corporativos, will focus in applying the RAM concepts and methodologies into two developed and produced EFACEC products, the automatic level-crossing solution XSafe and the unit control panel BCU 500. For the XSafe product its field data is analyzed and subsquently compared with the values obtained in the theoretical study made while the product were in development phase. For the second product an analysis of the product lifespan starting, like the XSafe, with the comparison of data field values and theoretical ones and beyond this comparison a new predictive study is made for the new edition, currently in development, of this product.
Keywords: RAM, Reliability, Availability, Maintainability, MTBF, MTTR
Agradecimentos
Primeiramente, gostaria de agradecer à EFACEC - Serviços Corporativos pela oportunidade de realizar este trabalho, a todas as pessoas com quem tive a oportunidade de trabalhar e em particular aos elementos do QAS por tão bem me terem recebido e me terem proporcionado uma primeira experiência no mundo de trabalho tão positiva.
Ao meu orientador, o Professor José Machado da Silva, por toda a ajuda, orientação e dispo-nibilidade demonstrada ao longo destes meses.
À minha orientadora, Engenheira Joana Eliseu, por todos os conhecimentos transmitidos, por toda a paciência, competência e, principalmente, por ter sempre acreditado e confiado, tanto em mim como no meu trabalho.
O caminho até aqui não teria sido, de todo, possível sem a ajuda e apoio incondicional dos meus pais. Por isso mesmo, um agradecimento especial aos pilares por trás de todo este percurso. Por todo o esforço que fizeram ao longo destes anos para me proporcionarem a oportunidade de completar o meu curso. Por todo o amor, paciência, aconselhamento e, por estarem presentes em todos os momentos. Um agradecimento à minha avó Mi por, também ela, ter estado sempre presente durante este percurso.
A todos os meus amigos. Aos que fiz durante este percurso e que, sem dúvida, foram fulcrais para o sucesso do mesmo. E aos de sempre que, passe o tempo que passar, sempre estiveram disponíveis para tudo.
Por último um agradecimento, também ele especial, à minha namorada, Rita. Por todo o cari-nho, companhia, paciência, apoio e por, de vez em quando, me dar o tão necessário "abanão"que se revelou essencial para ultrapassar os obstáculos com que me fui deparando ao longo deste per-curso.
Um sincero obrigado a todos.
Filipe Teixeira
"I’ve missed more than 9000 shots in my career. I’ve lost almost 300 games. 26 times I’ve been trusted to take the game winning shot and missed. I’ve failed over and over and over again in my life. And that is why I succeed.”
Michael Jordan
Conteúdo
1 Introdução 1 1.1 Relevância do Tema . . . 1 1.2 Objetivos . . . 1 1.3 Motivação . . . 3 1.4 Estrutura da Dissertação . . . 3 2 Revisão Bibliográfica 5 2.1 Análise RAMS: O que é? . . . 52.1.1 Avarias . . . 6
2.2 Fiabilidade: Conceito e Importância . . . 6
2.3 Previsão e Estimativa do MTBF . . . 8 2.3.1 Métodos de Previsão . . . 8 2.3.2 Métodos de Estimativa . . . 11 2.4 Disponibilidade: Conceito . . . 12 2.4.1 Disponibilidade Operacional . . . 13 2.5 Manutenibilidade . . . 14 2.5.1 Diagnóstico . . . 15 2.6 Dependabilidade . . . 16 2.6.1 Obtenção e Validação . . . 16 2.6.2 Tipos de defeitos . . . 17 2.7 Conclusões do capítulo . . . 17 3 Produtos em Estudo 19 3.1 Passagens de Nível XSafe . . . 19
3.1.1 Mudanças no Controlo do Sistema . . . 19
3.1.2 Mudanças na deteção de comboio . . . 20
3.1.3 Características principais . . . 22
3.1.4 Arquitetura do Produto . . . 22
3.2 Unidade de controlo de painel BCU 500 . . . 26
3.2.1 Diferenças entre as edições 1 e 2 . . . 28
3.3 Conclusão . . . 29
4 Metodologia Aplicada 31 4.1 Método Estimativo - Dados de Campo . . . 31
4.1.1 Metodologia . . . 31
4.2 Método Preditivo - MIL-HDBK-217F . . . 33
4.2.1 Metodologia . . . 34
4.3 Método Preditivo - FMECA . . . 39 ix
4.3.1 Metodologia . . . 39
4.4 Conclusão . . . 41
5 Resultados obtidos 43 5.1 Caso de Estudo XSafe . . . 43
5.1.1 Considerações iniciais . . . 43
5.1.2 Passagens de nível em estudo . . . 44
5.1.3 Intervenções realizadas . . . 46
5.1.4 Resultados Obtidos . . . 49
5.1.5 Resultados teóricos vs dados de campo . . . 57
5.1.6 Conclusões retiradas . . . 58
5.1.7 Análise FMECA . . . 60
5.2 BCU500 - Caso de Estudo . . . 62
5.2.1 Estudos Teóricos BCU 500 - Edição 1 . . . 62
5.2.2 Estudos Práticos BCU 500 . . . 64
5.2.3 Edição 1 - resultados estimados vs. de campo . . . 66
5.2.4 Estudos Teóricos BCU 500 - Edição 2 . . . 68
5.2.5 Comparação de resultados Edição 1 vs Edição 2 . . . 71
5.2.6 Conclusões Retiradas . . . 72
6 Conclusões e Trabalho Futuro 75 6.1 Conclusões . . . 75
6.2 Trabalho Futuro . . . 77
A FMECA 79 A.1 Template Utilizado . . . 79
A.2 Resultado Final FMECA . . . 79
B Plataforma de Cálculo - XSafe 83
C Registo de Intervenções 87
Lista de Figuras
2.1 Curva da banheira (taxas de avaria constantes) [1]. . . 8
2.2 Tipos de Manutenção (adaptada de [2]) . . . 14
3.1 Entradas Safety CLP. . . 20
3.2 Entradas CLP tradicional. . . 20
3.3 Sistema de circuito de via atuado. . . 21
3.4 Esquema de um sistema contador de eixos . . . 21
3.5 Componentes presentes na estrutura do produto XSafe. . . 23
3.6 Periféricos de segurança do sistema XSafe (barreiras, campaínhas, lanternas). . . 24
3.7 Exemplo de PN com alimentação secundária a energia solar. . . 25
3.8 Arquitetura do sistema de controlo. . . 26
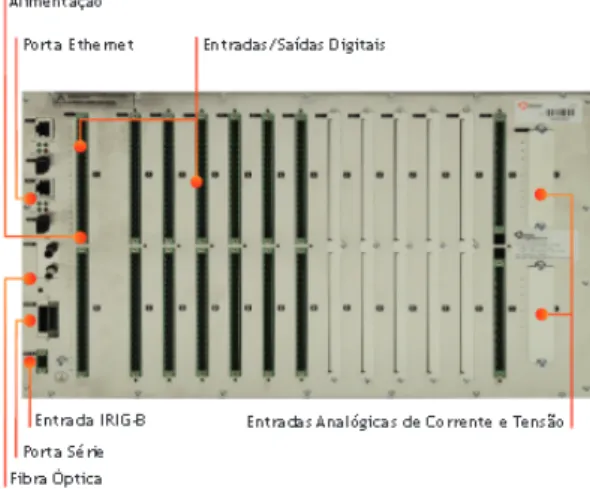
3.9 Parte traseira da BCU 500, evidenciando a sua estrutura flexível (cartas eletrónicas). 27 3.10 Interface local BCU 500. . . 28
3.11 BCU 500 edição 1. . . 29
3.12 BCU 500 edição 2. . . 29
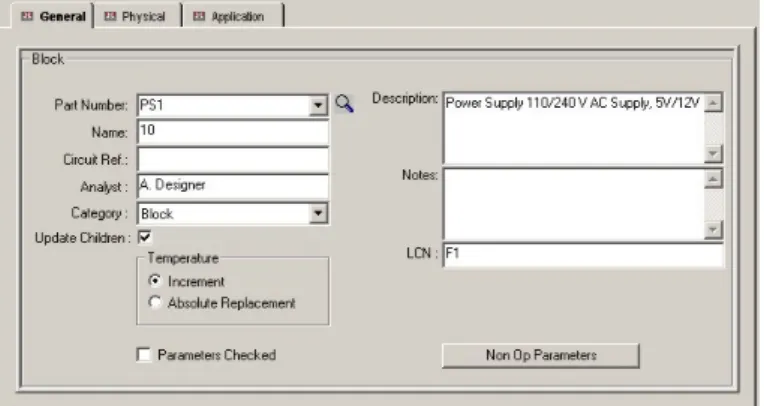
4.1 Ecrã de introdução de parâmetros gerais no módulo MIL-217 . . . 35
4.2 Ecrã de introdução de parâmetros físicos no módulo MIL-217 . . . 35
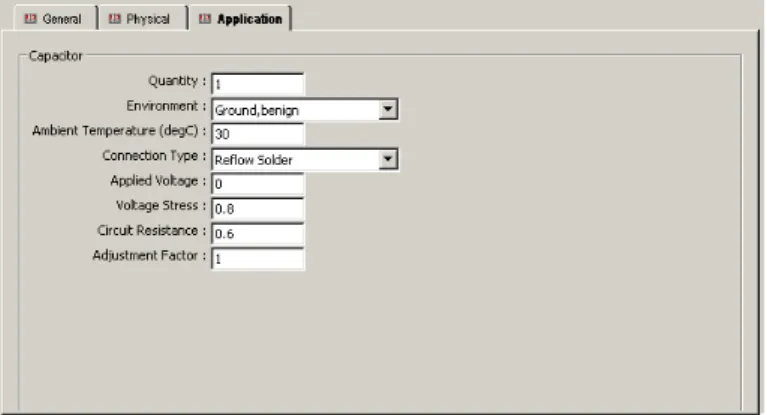
4.3 Ecrã de introdução de parâmetro de aplicação no módulo MIL-217 . . . 36
4.4 Exemplo de utilização do módulo MIL-217. . . 36
4.5 Exemplo de um diagrama RBD contendo elementos em série e paralelo . . . 37
4.6 Exemplo de utilização do módulo RBD. . . 38
4.7 Modelo utilizado para realização de análise FMECA. . . 39
5.1 Plataforma de registo de intervenções. . . 47
5.2 Intervenções realizadas no produto. . . 48
5.3 Intervenções realizadas no produto (exceto causas externas). . . 49
5.4 Comparação entre valores de MTBF (por Subsistema). . . 51
5.5 Comparação entre valores de MTBF (por Subsistema) - XSafe Influência de Estação. 54 5.6 Comparação entre valores de MTBF (por Subsistema) XSafe - Plena Via . . . 56
5.7 Comparação entre MTBF e MTTR (por tipo). . . 57
5.8 Comparação MTBF (por subsistema e tipo). . . 60
5.9 Secção de cálculo de MTBF para produtos a ser introduzida na plataforma infor-mática. . . 67
5.10 Carta eletrónica da BCU500 Ed.2 carregada no programa. . . 69
5.11 Diagrama de blocos de fiabilidade BCU 500 Ed.2. . . 71
5.12 Resultados estimados para a BCU500 Ed.2. . . 71
A.1 Template utilizado para a realização da análise FMECA . . . 79 xi
B.1 Página de introdução de dados dos relatórios de intervenção para o produto XSafe. 83
B.2 Página de estatísticas de intervenção do produto XSafe. . . 84
B.3 Página de resultados obtidos através dos dados de campo. . . 84
B.4 Resultados gerais PNs PV. . . 85
B.5 Resultados gerais PNs IE. . . 85
Lista de Tabelas
4.1 Tabela de Severidade. . . 40
4.2 Tabela de Probabilidade. . . 40
4.3 Tabela de Relacionamento de Probabilidade e Severidade. . . 40
4.4 Tabela de Risco. . . 41
5.1 Passagens de Nível do contrato 12PNs. . . 45
5.2 Passagens de Nível do contrato 8PNs. . . 45
5.3 Passagens de Nível do contrato 23PNs. . . 46
5.4 Intervenções realizadas no produto. . . 48
5.5 Tempo total de funcionamento por PN. . . 50
5.6 Valores calculados para cada subsistema . . . 51
5.7 Resultados XSafe total. . . 52
5.8 MTTR XSafe total. . . 52
5.9 Disponibilidade XSafe total. . . 52
5.10 Intervenções realizadas XSafe Influência de Estação. . . 53
5.11 Resultados XSafe Influência de Estação. . . 53
5.12 Resultados XSafe Influência de Estação. . . 54
5.13 MTTR XSafe Influência de Estação. . . 54
5.14 Disponibilidade XSafe Influência de Estação. . . 55
5.15 Intervenções realizadas XSafe Plena Via. . . 55
5.16 Resultados XSafe Plena Via. . . 55
5.17 Resultados XSafe Plena Via. . . 56
5.18 MTTR XSafe Plena Via. . . 56
5.19 Disponibilidade XSafe Plena Via. . . 57
5.20 Comparação de valores teóricos e práticos PN Influência de Estação. . . 57
5.21 Comparação de valores teóricos e práticos PN Plena Via . . . 58
5.22 Valores calculados para cada LRU da BCU500 ed.1. . . 63
5.23 Valores calculados para opções selecionadas da BCU500 ed.1. . . 64
5.24 Valores dos dados de campo BCU500 ed.1. . . 65
5.25 Cálculo do tempo total de funcionamento. . . 65
5.26 Comparação entre os dois estudos - BCU500 ed.1. . . 66
5.27 Cartas eletrónicas constituintes da BCU 500 (Ed.1 vs Ed.2). . . 68
5.28 Resultados obtidos para as cartas eletrónicas constituintes da BCU 500 Edição 2. 70 5.29 Comparação entre as duas edições - BCU 500. . . 72
Abreviaturas e Símbolos
AI Analog Input AC Alternating Current BOM Bill of Materials
CLP Controlador Lógico Programável COTS Commercial off-the-shelf
DI Digital Input DO Digital Output
FMEA Failure Mode and Effects Analysis
FMECA Failure Mode, Effects, and Criticality Analysis GE Gestão de Energia
HALT Highly Accelerated Life Test HMI Human-Machine Interface
IEEE Institute of Electrical and Electronics Engineers IE Influência de Estação
I/O Entradas e Saídas LED Light-Emitting Diode LRU Line-Replaceable Unit
MIEEC Mestrado Integrado em Engenharia Eletrotécnica e Computadores MMB Mecanismo de Meia-Barreira
MTBF Mean Time Between Failures MTTR Mean Time to Repair
PC Posto-Chefe PN Passagem de Nível PV Plena Via
RAM Reliability, Availability and Maintainability RAMS Reliability, Availability, Maintainability and Safety RBD Reliability Block Diagram
SF Sinalização Ferroviária SR Sinalização Rodoviária
Capítulo 1
Introdução
Neste capítulo faz-se uma introdução à presente dissertação, bem como são expostos a rele-vância do tema, objetivos e motivação. É apresentada também a estrutura do documento.
1.1
Relevância do Tema
Um dos grandes objetivos das empresas, ao longo dos tempos, tem-se prendido com a melho-ria da eficiência da produção e distribuição dos seus produtos, obtendo daí uma minimização de custos e consequente aumento dos proveitos. Isto advém do facto de, num mercado cada vez mais competitivo, os próprios clientes serem cada vez mais exigentes, solicitando produtos disponíveis quando e onde necessários e com um rácio qualidade/preço elevado. Isto faz com que as empresas adotem metodologias e procedimentos que as catapultem para patamares de eficiência mais eleva-dos de competitividade em determinado mercado. Uma das abordagens que permite às empresas obter níveis mais elevados de qualidade nos seus produtos passa pela aplicação de conceitos e metodologias RAMS (Reliability, Availability, Maintainability and Safety). Estas permitem iden-tificar, por exemplo, quais os componentes onde ocorrem o maior número de falhas, a sua origem, ou ainda os efeitos que estas provocam no funcionamento do produto. O conhecimento destas ca-racterísticas é bastante importante quer para saber quais os componentes que irão requerer maior manutenção, o que permite contornar o problema através de redundâncias ou outras ações que fa-çam com que uma falha num componente não afete o funcionamento do produto ou sistema, quer para a seleção dos próprios componentes aquando do desenvolvimento e fabrico do produto.
1.2
Objetivos
O foco desta dissertação assenta principalmente na elaboração e comparação de estudos RAM teóricos (preditivos) e reais (estimativos) de dois produtos eletrónicos da EFACEC. Este tipo de estudos envolvem bastantes variantes e cobrem um vasto conjunto de conhecimentos e áreas po-dendo, por isso, ser divididos pelos seus principais objetivos.
Primeiramente, foi necessário um estudo e formação nos conceitos de Engenharia de RAM por forma a possibilitar a sua implementação e aplicação nos produtos alvo de análise. Depois da aquisição destes fulcrais conhecimentos foi possível a sua aplicação aos produtos em estudo.
Começando pela sua aplicação num produto cujo principal foco é a segurança, neste caso as passagens de nível automáticas, foi realizado um estudo de fiabilidade assente nos dados recolhi-dos com o comportamento deste produto no terreno. Os resultarecolhi-dos aqui obtirecolhi-dos foram alvo de comparação com o estudo preditivo realizado aquando da criação e desenvolvimento deste pro-duto. Para a realização deste estudo foi necessária a análise dos dados relativos às intervenções realizadas nas passagens de nível. Como estes relatórios de intervenção são preenchidos pela equipa de manutenção responsável naquela altura, o seu preenchimento fica sujeito à interpreta-ção do membro da equipa que efetua a interveninterpreta-ção, o que leva à existência a várias manifestações do mesmo modo de falha registados de maneira diferente. Este facto, levou à aplicação de outra das ferramentas da engenharia de RAM, a FMECA, por forma a tipificar os modos de falha do produto e, através disto, permitir, no futuro, uma melhor classificação da avaria ocorrida. Ainda dentro deste produto, verificou-se que não existia nenhuma ferramenta ou template que permitisse o rápido tratamento dos dados recebidos aquando de uma intervenção e obtenção de valores de fiabilidade e disponibilidade. Desta forma, o ficheiro Excel contendo a metodologia aplicada foi deixado completamente automatizado permitindo a sua futura aplicação a outros produtos deste género ou a realização de um estudo contínuo sobre este produto.
O segundo produto alvo de estudo foi um produto da área de automação, mais concretamente um equipamento de controlo de painel, que engloba uma variedade de funções de controlo para permitir o funcionamento em segurança dos produtos sob o seu controlo. Aqui a aplicação dos conceitos estudados cobriu uma vasta área, tendo sido realizado um estudo estimativo (análogo ao produto anterior) e ainda um estudo preditivo para a segunda edição deste produto. Isto, per-mitiu que fosse elaborada uma comparação e que fossem tiradas conclusões sobre a fiabilidade e disponibilidade de um produto desde a sua conceção, comportamento no terreno e ainda a sua evolução para uma nova versão. Para este produto, os dados de terreno estavam ainda bastante incompletos por, de momento, estarem a ser migrados para uma plataforma informática que está a ser desenvolvida. Por este facto, foi ainda possível, contribuir para a implementação de uma secção de análise de dados do produto e cálculo dos valores de MTBF para esta plataforma.
Posto isto, os principais objetivos da realização desta documentação passaram por: • Estudo, formação e integração nos conceitos e procedimentos de Engenharia de RAM • Formação nos softwares e bases de dados dos produtos
• Realização de estudos RAM com base nos dados de campo
• Participação na elaboração de estudos de fiabilidade e disponibilidade de produtos desen-volvidos pela EFACEC
• Comparação entre os resultados obtidos através dos estudos teóricos e dos estudos dos dados reais
1.3 Motivação 3
• Conclusões e oportunidades de melhoria
1.3
Motivação
Uma das áreas prediletas do percurso académico do autor é a que diz respeito à importância que a qualidade e fiabilidade dos processos de fabrico e dos próprios componentes assumem na criação de produtos com alto valor para o consumidor. O que está consequentemente relacionado com o sucesso alcançado por uma organização. Por isso mesmo a escolha do tema da dissertação recaiu sobre a Engenharia de RAM, na medida em que a oportunidade de obtenção de conhecimento sobre as temáticas da fiabilidade, disponibilidade e manutenção (temas ainda pouco abordados no MIEEC) poderão completar os conhecimentos adquiridos com a realização da especialização em Gestão Industrial. Para além disso, esta é uma temática em grande implementação e evolução no seio de grandes organizações e tem-se revelado de enorme importância para o sucesso das mesmas no mercado competitivo em que se situam.
Ao nível da organização, esta dissertação foi motivada pela ininterrupta busca pela melhoria contínua da qualidade e fiabilidade dos seus produtos. Sendo a EFACEC uma empresa onde os estudos RAM são já parte integrante do vasto catálogo de equipamentos e, estando esta inserida em vários mercados onde os potenciais clientes começam, cada vez mais, a requerer a apresentação destes estudos antes de efetuar encomendas, torna-se fulcral a perceção dos níveis de fiabilidade dos seus produtos quando utilizados no campo.
1.4
Estrutura da Dissertação
Para além deste primeiro capítulo introdutório, esta dissertação é constituída por mais cinco capítulos.
No capítulo2é descrito o estado da arte do domínio da Engenharia de RAM, onde são apresen-tados os conceitos essenciais para a realização da dissertação. Procura-se neste capítulo identificar em que consiste a Engenharia de RAM e ainda a explicação sobre cada um dos seus constituin-tes. São também apresentados os vários métodos de cálculo para o valor de MTBF bem como o conceito de dependabilidade.
No capítulo 3 é feita uma apresentação mais detalhada dos dois produtos da EFACEC que foram alvo de estudo. Serão apresentadas as suas funcionalidades, constituição e são ainda apre-sentadas as diferenças destes face às soluções anteriores existentes no mercado.
Segue-se o capítulo4— Metodologia Aplicada — que, como o seu nome indica, apresentada a metodologia seguida e aplicada durante a realização deste estudo e que permitiu estabelecer a estratégia a seguir para obtenção dos resultados finais. Resultados esses que serão apresentados ao longo do capítulo5.
No final do documento, no capítulo6, são apresentadas as conclusões a que se chegou com este trabalho. Serão, ainda, apresentadas sugestões para trabalho futuro tendo em vista a continuação ou o melhoramento dos resultados aqui obtidos.
Capítulo 2
Revisão Bibliográfica
No presente capítulo documenta-se o levantamento bibliográfico dos tópicos que servem de fundamento ao tema da dissertação. Começando por uma introdução sobre o que é a metodologia RAMS e como é que esta pode ser aplicada, segue-se uma explicação de cada um dos seus consti-tuintes, a saber Reliability, Availability, Maintainability. O quarto componente da análise RAMS, a Segurança, não é alvo de estudo nesta dissertação, uma vez que o estudo efetuado para este com-ponente é realizado durante a fase de desenvolvimento do produto por forma a obter a certificação do mesmo. Por isso mesmo, o estudo da componente de segurança, de ambos os produtos em estudo nesta dissertação, já se encontra realizado.
2.1
Análise RAMS: O que é?
Como mencionado anteriormente graças ao contínuo aumento da competitividade no mercado, as empresas têm cada vez mais que encontrar novos meios que lhes permitam produzir produtos com a melhor qualidade e ao menor custo possível. Isto pode ser feito através de, por exemplo, uma gestão mais eficaz dos seus ativos, evitando as suas falhas ou, caso não seja possível, resolvendo-as com a maior prontidão possível. Aqui, e devido ao envolvimento entre resolvendo-as três áreresolvendo-as do conceito RAM, é necessário considerar estudos referentes à Fiabilidade, Disponibilidade e Manutabilidade dos produtos. Estes traduzem a preocupação da engenharia com a otimização dos processos e abordagens, com o intuito de proporcionar às organizações que os utilizam a tão desejada redução de custos e aumento da qualidade dos seus produtos. Por isto mesmo têm surgido, ao longo dos tempos, muitas metodologias e abordagens nestas três áreas, tendo sido bastante positivos os resultados das mesmas.
Mais tarde foi também introduzido o conceito de Segurança, criando o acrónimo RAMS ( Re-liability, Availability, Maintainability and Safety). Este pode ser considerado como um indicador qualitativo e quantitativo do grau de fiabilidade com que um sistema, ou os subsistemas e compo-nentes que o integram, funcionam como requerido, garantindo disponibilidade em segurança [3]. A metodologia RAM pode ser aplicada tanto em unidades fabris já em funcionamento, como nas que ainda estejam a ser implementadas.
O crescente interesse por estes métodos conduziu ao aparecimento da Engenharia de Fiabili-dade, tendo sido Walter Shewhart um dos seus maiores impulsionadores. Esta área da engenharia tem com objetivo a previsão e menorização dos efeitos e diminuição da taxa de falhas dum equi-pamento ou componente. O resultado obtido permite uma redução da manutenibilidade e con-sequente melhoria da disponibilidade do equipamento. Permite ainda avaliar e prever o grau de fiabilidade dos componentes ou produtos [4]. No entanto, antes de partir para a utilização dos métodos de cálculo da fiabilidade é necessário definir o conceito de falha ou avaria.
2.1.1 Avarias
Existem duas definições fundamentais de avaria:
• Cessação da capacidade de o produto executar a sua função como um todo [5].
• Cessação da capacidade de um determinado componente executar a sua função, sem impedir a capacidade de o produto funcionar como um todo [5].
Estas não são as duas únicas definições de avaria na medida em que os fabricantes podem ter diferentes tipos de definição de avaria consoante o tipo de produto o que pode dar lugar a diferentes definições. Por isso mesmo é necessário colocar mais questões por forma a poder definir corretamente uma avaria ou falha. É necessário que sejam colocadas questões como: se a incorreta utilização do produto pelo consumidor é considerada avaria; se a própria conceção do produto pode aumentar a probabilidade de avaria de um procedimento já de si arriscado; se um consumível, por exemplo uma bateria, ao gastar-se ou deixar de funcionar antes do tempo previsto, é considerado avaria; ou se os danos causados pelo transporte poderão ser considerados também como avaria. São questões como estas que lançam os fundamentos sobre quais as decisões sobre a fiabilidade dos produtos ou componentes que se devem tomar. Estes pressupostos revelam-se assim fulcrais para a simplificação e obtenção de um resultado de fiabilidade o mais fiel possível, já que o cálculo de um número exato seria praticamente impossível de obter [1].
2.2
Fiabilidade: Conceito e Importância
O conceito de fiabilidade (Reliability) surgiu no início do século XIX e provém do facto de o ser humano sempre ter tentado "prever o futuro". Inicialmente era feito através da observação de comportamentos e acontecimentos e partindo daí tentando adivinhar o que iria acontecer com comportamentos similares. Naturalmente, as técnicas de medição e análise dos dados obtidos foram sofrendo uma grande evolução ao longo do tempo, atingindo agora valores muito mais sa-tisfatórios e permitindo prever um valor de fiabilidade bem mais próximo do valor real. Este tipo de estudos começou a ter bastante preponderância durante a Segunda Guerra Mundial, abordando questões como a probabilidade de falha do sistema de mísseis ou o desempenho dos componentes durante as missões aéreas. Posteriormente passou a ser aplicado em áreas como a espacial ou nu-clear universalizando-se, por fim, a outros tipos de indústria e produtos. Os valores de fiabilidade obtidos, usando modelos matemáticos, tentam responder a questões como:
2.2 Fiabilidade: Conceito e Importância 7
• Durante quanto tempo é o equipamento capaz de funcionar sem falhar?
• Qual é o momento adequado para realizar a substituição de determinado componentes, antes que este falhe?
A fiabilidade pode ser definida como "a capacidade que um sistema ou componente tem de executar as suas funções sob determinadas condições e durante um certo período de tempo" [6]. Isto é, a fiabilidade pode ser descrita como a probabilidade de um componente levar a cabo a sua missão dentro do tempo previsto e sem avarias.
No entanto nem todas as análises aos dados de vida possuem igual grau de dificuldade. Um exemplo claro disso mesmo seria a tarefa de prever o surgimento de uma doença grave ou mesmo da morte de um determinado indivíduo, mesmo existindo dados que possam levar a que seja feita uma análise sobre a esperança média de vida ou probabilidade de ocorrência de uma doença. Por forma a combater isto é necessária uma clarificação das unidades de medição e ainda, como referido no capítulo sobre as avarias, o que constituirá uma avaria para as unidades em estudo. O que, caso não seja feito rigorosamente, pode invalidar os resultados das análises efetuadas.
A fiabilidade, R(t), pode então, após serem bem definidos os seus pressupostos, ser calculada através da seguinte equação:
R(t) = e−(MT BFtempo) (2.1)
Onde MTBF corresponde ao Mean Time Between Failures, ou seja, Tempo Médio Entre Ava-rias. Esta é a medida básica para a fiabilidade do sistema e a sua unidade de medida é geralmente expressa em horas. É já utilizado há mais de 60 anos como base para várias decisões e como maneira de prever o ciclo de vida de equipamentos ou componentes. Um erro bastante comum em relação ao MTBF consiste em afirmar que este é equivalente ao número estimado de horas de funcionamento antes da ocorrência de uma falha no equipamento e caso fosse literalmente esse o caso, não seria de estranhar a obtenção de valores de MTBF na ordem de 1 milhão de horas, o que se traduziria em mais de 100 anos de funcionamento sem falhas. O que não seria de todo o mais correto pois estes valores baseiam-se na taxa de avaria durante o período de vida útil do equipa-mento, ou seja, durante o período enquanto este foi utilizado, sendo que esta é a fase sob a qual os produtos têm a taxa de avaria constante e mais reduzida. Como tal, a melhor forma de calcular um MTBF mais realista seria esperar que toda a amostra de equipamentos a testar avariasse. No entanto, este não seria de todo prático em produtos cujo mercado esteja em constante evolução, pois poderia ter que se esperar bastante tempo. O que se traduziria em que na altura em que o nú-mero fosse obtido, a sua utilidade já fosse muito reduzida ou mesmo nula. Já que provavelmente ninguém quereria utilizar o MTBF de um produto já ultrapassado em várias gerações, mesmo que o seu valor fosse o maior possível.
O objeto de estudo desta dissertação inclui produtos eletrónicos e a maioria destes, ao contrário dos equipamentos mecânicos, não possui componentes móveis. Devido a este facto, pode-se ge-neralizar que os sistemas eletrónicos possuem taxas de avaria constantes ao longo do seu período de vida útil devido à inexistência de desgastes permanentes por atrito.
Figura 2.1: Curva da banheira (taxas de avaria constantes) [1].
Na figura2.1é apresentada a "curva da banheira"da taxa de avaria, onde é possível comprovar que foi tido como pressuposto a taxa de avaria constante, como anteriormente mencionado. Ainda na figura é possível verificar que a zona constante do gráfico é o "período de vida normal", ou seja, é o período de tempo em que o produto está a ser utilizado. As avarias que ocorram durante este período de tempo podem, por exemplo, advir de fatores humanos, avarias naturais, defeitos não detetados durante a conceção do produto ou utilização mais forte do que o esperado. Uma manutenção cuidada, aliada a uma substituição atempada de componentes mais passíveis de so-frerem falhas e ainda uma seleção de componentes com maiores níveis de fiabilidade, podem ser o suficiente para reduzir a taxa de falhas acentuada durante o período de desgaste. Em seguida serão apresentados os métodos de previsão e estimação do MTBF [1].
2.3
Previsão e Estimativa do MTBF
A diferença entre os métodos de previsão e de estimativa do MTBF reside no facto de os primeiros serem utilizados quando existem poucos ou nenhuns dados reais sobre o produto, ao passo que os métodos de estimativa são os mais usados quando já existem bastantes dados de campo. Estes calculam um valor com base em valores retirados de amostras com características semelhantes, amostras essas que são uma parcela de um maior grupo já colocado no mercado. O método de estimativa, por se basear em produtos já sujeitos a uso real, é o mais usado para o cálculo do MTBF, sendo o método de previsão utilizado para tecnologias pioneiras ou produtos inovadores.
Como não existe um método padronizado para toda a indústria, cada fabricante é responsável por perceber e escolher o método que melhor se adeque ao produto ou equipamento que produz.
2.3.1 Métodos de Previsão
A origem dos métodos de previsão da fiabilidade remonta aos anos 40, durante a II Guerra Mundial, pelas mãos do cientista Wernher von Braun e do matemático Eric Pieruschka, ambos de nacionalidade alemã. Von Braun pensava que o míssil que estava a testar possuiria a mesma fiabilidade que a do seu componente menos fiável. Pieruschka ao verificar isso, mostrou-lhe que
2.3 Previsão e Estimativa do MTBF 9
a fiabilidade do míssil seria igual ao produto das fiabilidades dos seu componentes. Tendo ficado este como o primeiro modelo de previsão de fiabilidade documentado, sendo que este ficaria mais tarde referenciado como a Lei de Lusser [7].
2.3.1.1 Norma MIL-HDBK 217
O primeiro método a ser referido é o Military Handbook 217, que foi criado pelo exército americano e tinha como objetivo a fixação de um padrão de previsão da fiabilidade dos equipa-mentos militares. Segundo este guia existem duas possibilidades para prever a fiabilidade que são as seguintes:
• Previsão pela contagem das peças, que é utilizada como previsão da fiabilidade do produto no início do seu ciclo de desenvolvimento. Como o seu nome indica, este método de cálculo consiste na contagem e agrupamentos dos componentes semelhantes do produto sendo o número obtido para cada grupo multiplicado por um fator de qualidade e uma taxa de avaria predefinidos. Obtendo este valor para cada um dos grupos de componentes segue-se a soma destes para obter o valor de fiabilidade global.
• Previsão de análise de esforço das peças, utilizado como método de previsão de fiabilidade mais tarde no ciclo de desenvolvimento. Este é em grande parte semelhante ao anterior, no entanto aqui a taxa de avaria não é predefinida mas sim calculada tendo em conta os esforços específicos a que cada componente está sujeito.
Como atualmente os produtos eletrónicos possuem fiabilidades muito superiores, foi possível ve-rificar que as avarias ocorridas eram em grande parte devidas à má utilização dos produtos ou a falhas na conceção ou controlo de qualidade do produto, ao invés da fraca fiabilidade dos seus componentes internos. No entanto, este método de previsão continua a ser um dos mais utilizados pelos fabricantes de produtos eletrónicos.
2.3.1.2 Telcordia
O método de previsão Bellcore é baseado na norma MIL-HDBK 217 mas surgiu aliado à indústria de telecomunicações e foi criado pela empresa Bellcore Communications Research. Em 1985 as suas equações foram alteradas para incluir dados retirados de experiências de campo. Este método foi comprado pela empresa SAIC em 1997 e o seu nome alterado para Telcordia, tendo a sua última versão até à data saído em 2001. Esta é agora uma ferramenta de cálculo mais complexa e que continua ainda a ser utilizada na indústria de telecomunicações.
2.3.1.3 HRD5
Este método de previsão da fiabilidade foi criado pela British Telecom e é constituído por um conjunto de modelos de previsão para variados componentes eletrónicos incluindo os utilizados nos sistemas de telecomunicações [8].
2.3.1.4 RBD
RBD é o acrónimo de Reliability Block Diagram e, como o seu nome indica, é um método de representação e cálculo da fiabilidade de um sistema através de um diagrama de blocos. Neste tipo de diagramas não estão representadas as ligações entre componentes, mas sim a interação lógica entre avarias no sistema. Realizando uma análise de fiabilidade através de um RBD do produto é possível verificar a gravidade do efeito que uma falha num determinado componente terá no sistema.
2.3.1.5 Modelo de Markov
Este modelo assume particular importância pelo facto de uma quantidade assinalável de produ-tos possuir uma taxa de avarias essencialmente constante. Isto permite que estes produprodu-tos possam ser eficazmente analisados e representados através de Modelos de Markov. Um dos fatores que se assume como vantagem destes modelos consiste no facto de terem em conta tanto as repa-rações como as falhas dos componentes, o que os torna bastante úteis para avaliar a fiabilidade de um produto a longo prazo conjuntamente com a definição de uma estratégia de manutenção e reparação. Estes, apesar de serem também representados por diagramas, diferem dos RBD por apresentarem uma imagem do sistema mais exata e por incluírem também ramificações das avarias dos componentes.
2.3.1.6 FMEA / FMECA
A FMEA (Failure Mode and Effect Analysis) consiste num processo utilizado com o intuito de analisar os modos de avaria de um determinado produto, informação esta que será depois utilizada na determinação do impacto que cada tipo de avaria terá no produto. E, caso seja atribuído um ní-vel de importância a cada tipo de avaria, permite que o produto possa ir sendo melhorado durante a sua conceção. Sendo precisamente a atribuição deste nível de importância o que distingue FMEA de FMECA (Failure Modes, Effects and Criticality Analysis), pois este último tem em conta a gra-vidade que a falha tem no produto. A FMEA é muito utilizado em organizações que se regem por uma cultura de melhoria contínua, pois este, por ser um registo, pode evitar que problemas revela-dos no passado voltem a ocorrer, funcionando como um documento vivo que pode ser atualizado e representar as últimas alterações sofridas pelo equipamento. Como o conhecimento dos modos de falhas, ou avarias, de produtos ou componentes permite tomar as providências necessárias para que a manifestação dessa mesma falha seja contido este método tem também impacto nos aspetos da manutenibilidade e fiabilidade do produto. Como mencionado acima, FMECA apenas difere de FMEA pela introdução da componente da severidade da falha e, por isso mesmo, pode ser definido por:
2.3 Previsão e Estimativa do MTBF 11
com,
C= (Severidade) ∗ (Probabilidade de Ocorr ˆencia) (2.3) onde o fator Probabilidade de Ocorrência é utilizado para avaliar a probabilidade de a falha ocorrer ao passo que a Severidade avalia, como o nome indica, a gravidade e o impacto que esta pode ter no sistema [9].
2.3.1.7 Árvore de Falhas
Este método de análise de fiabilidade foi desenvolvido pela empresa Bell Telephone Labora-toriespara o projeto Minuteman da Força Aérea dos Estados Unidos da América e posteriormente adotada e extensamente aplicada pela Boeing Company. Este método, por ser também uma técnica de desenho gráfico, constitui como uma alternativa ao RBD. O cálculo da Fiabilidade é realizado através da conversão da Árvore de Falhas num conjunto de equações equivalentes que são obti-das através de álgebra booleana. A maior desvantagem deste método consiste na dificuldade de obtenção dos dados de probabilidades necessários para os cálculos da fiabilidade.
2.3.1.8 HALT
O crescimento existente nos mais variados setores eletrónicos fez com que a necessidade de componentes que fazem parte de subsistemas cruciais da maioria dos produtos fossem também requeridos em maior escala e num menor tempo. Esses componentes normalmente necessitam de serem sujeitos a testes de stress, ou envelhecimento rápido, por forma a garantir a sua fiabilidade durante o tempo de vida dos produtos onde vão ser aplicados. Desta forma forma foi criada a metodologia HALT (Highly Accelerated Life Testing) que consiste num teste, acelerado, ao tempo de vida de um componente e que é efetuado ainda durante o desenvolvimento do produto. Isto assegura que o tempo para o produto chegar ao mercado é menor e garante ainda que, ao ser lançado no mercado, o produto já se encontrará num estado de maturação bastante elevado. Para o seu funcionamento é utilizado um modelo matemático que consegue prever o tempo real que demorará a ocorrer uma falha num produto a ser testado no terreno. No entanto, apesar de com o HALT ser possível calcular o MTBF, este tem como principal função o melhoramento da fiabilidade do produto durante a sua fase de conceção [10].
2.3.2 Métodos de Estimativa
Os métodos de estimativa do MTBF são os mais utilizados no mercado, principalmente por se fazerem valer de experiências anteriores obtidas através de dados do terreno. Estes podem ser realizados através de dois métodos, Medição de Dados no Terreno e Previsão de Itens Semelhantes, que serão vistos de seguida.
2.3.2.1 Medição de Dados no Terreno
O primeiro método a ser apresentado é o Método da Medição de Dados no Terreno que é o mais utilizado pelos fabricantes, na medida em que é parte integrante no controlo de qualidade de uma linha de produção. Por ser baseado em avarias reais no terreno é possível que este método tenha em conta tipos de avaria que os métodos de previsão não estejam preparados para consi-derar, o que se destaca como sendo uma mais valia para os fabricantes pelo facto de desta forma conseguirem identificar e corrigir os problemas antes de o produto ser colocado no mercado. A sua aplicação consiste no tracking de um grupo de amostras do produto e recolha de dados sobre as avarias destes, sendo depois calculado o MTBF. A taxa de avaria apresenta-se como o número de unidades que se estima que falharão num ano (normalmente é considerado o ano civil). Este, por ser tão utilizado entre fabricantes, serve como base de comparação de valores obtidos para o MTBF, o que permite ao utilizador poder avaliar as diferenças entre os rácios fiabilidade/preço dos vários fabricantes e com isto tomar decisões sobre quais os melhores a utilizar para o sistema que pretendem.
2.3.2.2 Previsão de Itens Semelhantes
Para além do Método de Medição de Dados no Terreno existe ainda o Método de Previsão de Itens Semelhantes. Este baseia-se em dados históricos de fiabilidade recolhidos em compo-nentes ou produtos semelhantes, onde o grau de eficácia é proporcionalmente ligado ao grau de semelhança entre o equipamento a testar e aqueles para os quais existem dados no terreno. Essas semelhanças entre produtos verificam-se em termos de conceção, processos de fabrico, condições de funcionamento e funções do produto. Por tudo isto é possível verificar que este método é parti-cularmente importante e útil em produtos que sigam uma linha evolutiva, pois podem tirar partido da experiência que a versão anterior retirou do mercado.
2.4
Disponibilidade: Conceito
O segundo parâmetro de uma análise RAMS consiste no estudo da disponibilidade (Availa-bility) dos produtos. Esta pode ser definida como sendo a capacidade que um dado equipamento apresenta de estar pronto a desempenhar a função para o qual foi desenhado num dado momento e durante um determinado período de tempo [11].
A disponibilidade assume maior importância quando ocorre uma avaria, na medida em que a variável mais importante nessa altura é a rapidez com o que o sistema recupera dessa mesma ava-ria. Ao invés da fiabilidade que tem como função caracterizar a continuidade do funcionamento sem falhas de um produto sem ter em conta o que acontece após a ocorrência da falha, a dispo-nibilidade apenas tem em conta o estado do produto num determinado momento, não tendo em conta se este falhou e foi reparado de seguida ou não. Por isso mesmo, podemos verificar que estas características são complementares entre si. É também possível afirmar que a disponibilidade é
2.4 Disponibilidade: Conceito 13
determinada pela fiabilidade do sistema, bem como o seu tempo de recuperação após a ocorrência de uma avaria.
Sendo a disponibilidade, A, determinada pela fiabilidade e o tempo de recuperação do sistema, a sua equação é dada por:
A= MT BF
MT BF+ MT T R (2.4)
onde MTTR, Tempo Médio de Reparação, consiste no tempo estimado para que o sistema recupere perante a ocorrência de uma avaria. Este, tal como o MTBF, é expresso em horas e pode conter o tempo de diagnóstico, de chegada de um técnico ao local e ainda o tempo de reparação da avaria. E pela análise da equação podemos perceber que, quanto mais tempo o sistema levar a recuperar menor será a sua disponibilidade e maior será o seu MTTR.
Existem dois tipo de disponibilidade, a programada e a não programada. Estes dois tipos estão associados aos dois tipos de manutenção, corretiva e preventiva, que serão alvo de maior detalhe no capítulo sobre a componente de manutenibilidade.
2.4.1 Disponibilidade Operacional
É necessário ter em consideração que o conceito de disponibilidade pode não estar relacionado com avarias ou falhas em produtos e é aí que entra a disponibilidade operacional. O melhor exemplo desta ocorrência pode ser visto pelo facto de bastar que não esteja nenhum operador para utilizar o equipamento ou ter havido uma falha de energia ou atrasos noutros processos anteriores na cadeia produtiva para um equipamento não possuir disponibilidade [12].
A disponibilidade operacional pode ser definida, objetivamente, como a disponibilidade que uma empresa possui, tendo em conta todos os equipamentos existentes e as suas inatividades. Esta pode ser definida matematicamente através da seguinte equação:
A0=
U ptime
Ciclo (2.5)
onde Uptime, corresponde ao tempo em que o sistema este operacional e o Ciclo corresponde ao ciclo operacional do equipamento. A probabilidade de todos os equipamentos que compõem o sistema falharem ao mesmo tempo é muito próxima de zero, o que significa que aquando da ocorrência de falhas, estas ocorrerão em instantes distintos. Estas avarias em instantes distintos irão provocar a inoperacionalidade do sistema durante o tempo de recuperação do equipamento ou componente em falha, sendo que esse tempo poderá ser ainda maior caso não seja possível efetuar a reparação.
É possível perceber que a disponibilidade de um sistema é obtida em função da disponibilidade dos equipamentos e componentes que o compõem. O que permite afirmar que esta será sempre menor ou igual à disponibilidade de cada uma das partes do sistema, sendo apenas igual quando este é composto por unicamente um componente ou equipamento e sendo tão menor quanto maior o número de componentes presentes no sistema.
2.5
Manutenibilidade
O conceito de Manutenibilidade (Maintainability) assenta, primeiramente, apenas em produ-tos que podem ser reparáveis pois, este mede a facilidade com que uma reparação é feita num equipamento ou componente que apresente uma falha. Contém tudo o que possa influenciar a propensão do equipamento a ser reparado, tais como:
• Acesso facilitado;
• Condições ideais de segurança; • Conceção para substituição rápida;
Pode então ser definido através da capacidade do produto ser convenientemente reparado, num período de tempo pertinente, por um operador especializado e sob condições ambientais e operacionais específicas. Por isso mesmo a manutenibilidade assume-se como uma característica da conceção e fabrico dos produtos, pelo facto de ser, precisamente, durante esta fase que é tido em conta tudo o que possa facilitar ou dificultar a sua manutenção.
É possível, desta forma, distinguir o conceito de manutenibilidade e manutenção, apresentando-se este último como apresentando-sendo um conjunto de tarefas reparadoras que permitem ao equipamento apresentando-ser mantido em boas condições operacionais ao passo que o primeiro inclui todo o processo desde a identificação até à correção da falha. A manutenção é fundamental para assegurar que o equipa-mento ou componente não só realize a função para o qual foi desenvolvido como ainda mantenha os níveis de performance esperados na medida em que, permite evitar ou prevenir que o sistema falhe ou, caso tenha ocorrido alguma falha ou avaria, permite que esta seja corrigida tão rápido quanto possível. Como foi referido anteriormente, existem dois tipos de manutenção principais que se encontram representados na seguinte imagem:
Figura 2.2: Tipos de Manutenção (adaptada de [2])
A manutenção preventiva, relacionada com o indisponibilidade programada do produto, é uti-lizada com vista a evitar futuras falhas no produto, tentando prevenir ou diminuir a frequência de ocorrência destas. Este tipo de manutenção pode ser realizada periodicamente (manutenção preventiva sistemática), ou quando é recebido um sinal que um componente irá necessitar de uma
2.5 Manutenibilidade 15
reparação (manutenção preventiva condicionada). Por outro lado, a manutenção corretiva, relaci-onada com a indisponibilidade não programada do produto, é realizada com o intuito de repor o normal funcionamento de um produto após a ocorrência de uma falha. Esta pode ser feita logo que se detete a falha (manutenção corretiva imediata), ou contornada temporariamente e posteri-ormente aplicada (manutenção corretiva diferida).
A manutenibilidade pode ser quantificada através do indicador de tempo médio de reparação, MTTR, já mencionado na secção sobre a disponibilidade. Este pode ser calculado através da seguinte equação:
MT T R=∑ T T Ri
n (2.6)
Onde o TTR, tempo técnico de reparação, corresponde ao somatório dos vários tempos desde o tempo de verificação da existência da avaria até ao tempo de controlo e arranque do sistema. E o n corresponde à quantidade de intervenções registadas.
Para além desta fórmula, e por poder ser traduzida por uma probabilidade, a manutenibilidade pode também ser estimada por uma aproximação através de distribuições como:
• Weibull, muito prática pelo facto de englobar a maioria dos casos possíveis devido à possi-bilidade de variação do parâmetro de forma.
• Exponencial, semelhante à distribuição de Weibull com o parâmetro de forma a tomar o valor 1.
• Normal, a mais utilizada em estudos de manutenibilidade pelo facto de a maior parte das reposições se situarem em torno de valores considerados tempos-padrão. Tal como a expo-nencial revela-se semelhante à distribuição de Weibull, no entanto isso acontece quando o parâmetro de forma toma o valor de 3,4.
Existem ainda outros tipos de distribuições que podem ser utilizadas, no entanto as anteriores cobrem a maior parte dos tempos de reposição do equipamento em funcionamento que se verificam normalmente.
2.5.1 Diagnóstico
Por forma a detetar falhas ou defeitos no sistema é necessário que seja feito um diagnóstico eficaz do funcionamento do mesmo. Por isso mesmo importa referir em que consiste o diagnóstico. Diagnosticar consiste na deteção de comportamentos inesperados, ou resultados indesejáveis e, para além disso, a causa que levou à ocorrência da anormalidade no sistema.
O diagnóstico de falhas será tão importante para o sistema quanto maior for a importância e o efeito que tal falha causar neste e permitirá, na maior parte das vezes, uma poupança grande quer em tempo, quer em dinheiro na medida em que mal seja encontrada a origem da falha, a correção da mesma poderá ser aplicada muito mais rapidamente. Este permite ainda economizar bastante na manutenção do equipamento pois, caso seja feito atempadamente, poderá detetar componentes do sistema em risco de sofrerem falhas e, com isto, poderá ser efetuada a manutenção ou substituição
do mesmo antes que ocorra a falha podendo assim diminuir possíveis custos que a ocorrência da falha acarretaria.
Desta forma, o diagnóstico, assume-se como ferramenta de suporte à tomada de decisões sobre a manutenção de um determinado equipamento.
2.6
Dependabilidade
Outro conceito que surge quando se fala de engenharia de RAM é a dependabilidade. Este termo possui duas definições, uma qualitativa e uma quantitativa. Qualitativamente, pode então ser definido como a capacidade de oferecer um serviço que pode ser justificadamente de confiança e, quantitativamente, a dependabilidade de um sistema é a capacidade de evitar as falhas de serviço que são mais frequentes e graves do que o aceitável pelo utilizador [13]. Este, sendo um conceito integrador, engloba atributos tais como:
• Fiabilidade - Continuidade do correto serviço; • Disponibilidade - Prontidão para o correto serviço;
• Segurança - Ausência de consequências graves para o utilizador e o ambiente. • Integridade - Ausência de alterações impróprias no sistema.
• Manutenibilidade - Capacidade para ser submetido a modificações e reparações;
Como é possível verificar, para além de outro, os quatro elementos que constituem o RAMS encontram-se presentes, e integrados, no conceito de dependabilidade. Aqui, o atributo com mais importância e que é sempre necessário é a disponibilidade sendo que os outros serão mais ou menos necessários mediante a aplicação concreta.
2.6.1 Obtenção e Validação
Vivemos num mundo imperfeito e, por isso mesmo, mais cedo ou mais tarde surgirá um defeito que, por sua vez, irá fazer despontar uma, ou mais, falhas no sistema. Desta forma é fulcral que se utilizem as várias técnicas e métodos para eliminar ou diminuir o número e frequência de ocorrências de defeitos. Sendo esses quatros métodos os seguintes:
• Prevenção de defeitos: Meios utilizados para prevenir a ocorrência ou aparecimento de defeitos;
• Tolerância a defeitos: Meios utilizados para evitar que ocorram falhas no sistema na pre-sença de defeitos;
• Remoção de defeitos: Meios utilizados para reduzir a gravidade e o número de defeitos; • Previsão de defeitos: Meios utilizados para estimar os atuais e futuros defeitos presentes no
2.7 Conclusões do capítulo 17
Os primeiros dois pontos têm como principal objetivo fornecer a capacidade de oferecer um serviço que possa ser confiável por parte do utilizador e são as técnicas que tornam um dado sistema dependível (obtenção). Os dois pontos finais são as técnicas que permitem melhorar ou verificar a dependibilidade de um sistema (validação) e, têm como objetivo atingir a confiança na capacidade, dada pelos primeiros métodos, provando que as especificações funcionais e de dependabilidade são as adequadas e que o sistema muito provavelmente as irá cumprir.
2.6.2 Tipos de defeitos
Existem quatro tipos de defeitos que podem afetar a dependabilidade de um determinado sis-tema, a saber:
• Defeitos de serviço, podem ser definidos como um evento que ocorre quando o serviço entregue se desvia do seu correto e esperado funcionamento.
• Defeitos no desenvolvimento, causam o término do processo de desenvolvimento do sis-tema antes mesmo deste estar pronto a ser utilizado. Este ocorre, por exemplo, quando os fundos de financiamento são cortados antes da finalização do produto ou quando este não é terminado e posto em ação antes de se tornar obsoleto.
• Defeitos de dependabilidade: como visto anteriormente é esperado que a certa altura defei-tos de vários tipos afetem o sistema. Por isso mesmo são efetuados estudos para prevenir e prever onde e quais os defeitos que poderão ocorrer. Um defeito de dependabilidade ocorre então quando um dado sistema falha mais vezes ou com mais gravidade do que o utilizador acha aceitável.
• Erro: uma parte do estado total do sistema que pode levar à ocorrência de uma falha, sendo detetado na presença de indicadores de error message ou error signal. Um erro poderá ou não desencadear uma falha, estando isso dependente de dois fatores:
– Estrutura do sistema, nomeadamente da natureza das redundâncias que possam existir e que podem ser ou não intencionais;
– Comportamento do sistema, onde a parte deste que contém o erro poderá não ser ne-cessária para o seu correto funcionamento ou este pode ainda ser eliminado antes de gerar uma falha [13].
2.7
Conclusões do capítulo
Neste capítulo foi feita uma introdução ao conceito do RAMS, mostrando um pouco da sua importância atual no seio industrial. Seguindo-se uma apresentação de cada um dos seus aspetos, nomeadamente a Fiabilidade, a Disponibilidade e a Manutenibilidade, não tendo sido abordada a componente da Segurança por não ter sido alvo de estudo durante a realização da dissertação.
Foram também apresentados alguns dos métodos existentes para o cálculo do MTBF e do MTTR, variáveis fulcrais para a previsão dos valores dos parâmetros acima mencionados.
Por fim foi abordado o conceito de dependabilidade, primeiramente por ser um conceito mais abrangente e que possui como atributos todos os aspetos do RAMS anteriormente falados. A diferença principal da dependabilidade para o RAMS prende-se com a flexibilidade possível do primeiro onde, apenas a disponibilidade é um componente fixo, todos os outros mencionados po-derão ser, ou não, utilizados bem como, e dependendo da aplicação, outros componentes popo-derão ser adaptados a este conceito de dependabilidade. Para além do seu conceito foram ainda referidas as ferramentas que permitem obter e validar a dependabilidade bem como os tipos de defeitos que a este conceito estão associados.
Desta forma, este capítulo teve como principal objetivo a apresentação e cimentação de toda a pesquisa bibliográfica efetuada até à data, tendo permitido a obtenção de bases sólidas e funda-mentais para a compreensão do trabalho desenvolvido durante a dissertação.
Capítulo 3
Produtos em Estudo
No presente capítulo apresentam-se os dois produtos eletrónicos alvo de estudo durante esta dissertação. Estes são fabricados pela EFACEC, sendo no entanto originários de duas áreas de negócio distintas. O primeiro, o sistema de controlo de passagens de nível eletrónicas XSafe, pertencem à unidade de negócio Transportes, ao passo que o segundo, a unidade de controlo de painel BCU 500, pertence à unidade de negócio Automação.
3.1
Passagens de Nível XSafe
As passagens de nível eletrónicas fazem parte de um tipo de produtos que conta já com mais de 30 anos de desenvolvimento e trabalho pelo Grupo EFACEC bem como com já mais de 500 instalações, tanto em Portugal como em outros países, sendo possível destacar projetos como o metro de São Paulo (Brasil), Dublin (Irlanda) ou ainda no Porto e em Lisboa. Este tipo de produtos de segurança tem sido também alvo de grandes evoluções tecnológicas ao longo do tempo e foi a partir desta crescente e contínua evolução tecnológica que surgiu o produto em estudo nesta dissertação: o sistema de proteção de passagens de nível automáticas XSafe.
Este sistema surgiu dando resposta a limitações de comunicação e flexibilidade que os sistemas anteriores, utilizando relés, demonstravam, bem como o facto de alguns dos tipos de tecnologia e componentes utilizados estar já em fim de vida. O XSafe, sendo um produto de última geração acarreta algumas mudanças face ao anteriormente utilizado neste tipo de soluções, tais como o controlo do sistema ou o sistema de deteção apresentados de seguida.
3.1.1 Mudanças no Controlo do Sistema
Aqui o controlo do sistema, anteriormente realizado através da utilização de relés é agora subs-tituído por CLPs de segurança. Este tipo de CLP tem algumas diferenças quando comparado com um controlador lógico programável tradicional começando na redundância dos seus componen-tes vitais, como processador e memórias (RAM e flash) e na monitorização contínua do seu bom funcionamento através um circuito de deteção. As entradas são, também elas, alvo de contínua verificação de bom funcionamento ao passo que as saídas, como pode ser visto na figura seguinte,
diferem do tradicional CLP por possuírem um ponto de teste depois de cada um dos interruptores de segurança que se encontram antes do controlador da saída e ainda um terceiro ponto de teste a jusante deste. Os interruptores de segurança são controlados por microcontroladores em separado e, caso seja detetada uma falha em qualquer um destes ou no terceiro ponto, o sistema reconhece automaticamente a falha e procede à colocação do sistema num estado seguro.
Esta alteração permite uma maior flexibilidade bem como uma redução tanto na cablagem anteriormente necessária como no espaço utilizado no painel de controlo e ainda, como mencio-nado em cima, as capacidades de diagnóstico do sistema foram amplamente melhoradas face ao existente anteriormente.
Figura 3.1: Entradas Safety CLP.
Figura 3.2: Entradas CLP tradicional.
3.1.2 Mudanças na deteção de comboio
A técnica de deteção de comboio foi também alterada face ao que era utilizado anteriormente, os circuitos de via. O princípio fundamental de funcionamento destes circuitos passa pela criação de uma diferença de potencial entre os dois carris, entre os quais, aquando da passagem de um comboio, é criado um curto-circuito pelo chassi e as rodas do comboio. Este curto-circuito é detetado por um relé que posteriormente envia uma indicação de que o circuito de via se encontra ocupado, sendo possível ao sistema enviar indicações a outros comboios sobre se deverão parar ou abrandar a velocidade por forma a evitar a ocorrência de acidentes. Tendo em conta que estes são mecanismos de segurança, as falhas detetadas deverão resultar numa falha segura dando a indicação ao sistema de circuito de via ocupado.
3.1 Passagens de Nível XSafe 21
Figura 3.3: Sistema de circuito de via atuado.
A técnica de deteção de comboio passa agora a ser feita através da utilização de um sistema de contagem de eixos. Este sistema é constituído por dois ponto de deteção, instalados no início e no final de cada secção, e por um equipamento responsável pela gestão dos dados obtidos pelos pontos de deteção. Como o nome indica, cada eixo do comboio ao passar no primeiro sensor despoleta um incremento no contador sendo verificado o efeito oposto aquando da passagem deste pelo segundo sensor. Isto faz com que seja possível saber a direção e velocidade de movimento do veículo pela ordem e tempo sobre os quais os sensores foram ativados e, caso o contador tenha o valor zero, presume-se que a secção esteja livre para um próximo comboio. A mudança para este novo tipo de abordagem permite melhores e mais fiáveis resultados na deteção de comboios na medida em que situações como a presença de ferrugem, pó, sal ou minerais nos carris, levariam a um funcionamento pouco fiável dos circuitos de via e, com a utilização de contadores de eixos estes fatores deixariam de ter influência no desempenho do sistema. Esta mudança também beneficia a fiabilidade do sistema em lugares com bastante humidade e permite a sua utilização em longas secções onde, anteriormente, seria necessária a instalação de vários circuitos de via. Por isso mesmo permite uma poupança aquando da sua instalação ao mesmo tempo que requer menor manutenção face à solução usada previamente.
3.1.3 Características principais
As principais características deste produto prendem-se com a integração e utilização de solu-ções off the shelf, isto é, solusolu-ções já existentes no mercado e que não são construídas especialmente para integração neste produto. Este tipo de soluções compreende os já mencionados sistemas de deteção por contador de eixos, controlo do sistema por CLP ou ainda sinalização ferroviária e rodoviária utilizando a tecnologia LED. Outra das suas características diferenciais passa pela sua arquitetura flexível e adaptável, isto na medida em que é possível a sua integração com soluções já existentes na via, como infraestruturas de monitorização, supervisão, diagnóstico e ainda a sinali-zação, tanto rodoviária como ferroviária. Este produto possui ainda uma área de aplicação diversa, podendo ser aplicado nas mais diversas situações, como por exemplo:
• Linhas de elétricos, ou metro de superfície, sejam estas principais, secundárias ou de baixo tráfego.
• Linhas singulares, duplas ou múltiplas
• Soluções com ou sem utilização de barreiras onde, caso sejam utilizadas, a compatibilidade está assegurada quer sejam incorporados em sistemas de duas barreiras quer nos de quatro. • Locais com sistemas de sinalização já instalados, onde se inserem os mais utilizados
atual-mente como SSI (Westinghouse), ESTW (Alcatel) ou EBILOCK (Bombardier). Caso não exista nenhum sistema de sinalização instalado no local é possível o seu funcionamento através de uma solução independente já presente no produto.
• Em sistemas de controlo de tráfego pedonal ou automóvel.
3.1.4 Arquitetura do Produto
O produto XSafe pode ser decomposto na estrutura apresentada na figura seguinte, sendo os respetivos componentes constituintes apresentados nas subsecções que se seguem.
3.1 Passagens de Nível XSafe 23
Figura 3.5: Componentes presentes na estrutura do produto XSafe.
3.1.4.1 Controlador
Tanto o hardware como o software do controlador lógico programável, CLP de segurança, cumprem a certificação de segurança Safety Integrity Level 4, vulgarmente designado pela sigla SIL 4. Esta é uma medida de desempenho requerida para um sistema que tem como principal objetivo a segurança (safety instrumented system), em que quanto mais elevado for o nível maior será o risco associado a uma falha e menor será a taxa de falha aceitável. Por isso mesmo, aquando da ocorrência de uma falha, o sistema terá de entrar automaticamente num modo seguro por forma a reduzir ao máximo a possibilidade de ocorrência de fatalidades. A utilização deste tipo de com-ponentes para controlo do sistema faz com que esta solução se apresente como uma garantia de valor futuro na medida em que, através da utilização de uma lógica modular é possível garantir o cumprimento de regras (nacionais e internacionais) e ainda a flexibilidade de adaptação do sis-tema à utilização requerida. No que diz respeito às comunicações, este controlador é baseado em redes que usam os protocolos IP (Internet Protocol) para enviar e receber mensagens, garantindo capacidades de monitorização avançadas, supervisão central e ainda um registador de eventos em tempo real, aliados a uma interface rápida e intuitiva.
3.1.4.2 Periféricos
Neste sistema, como mencionado anteriormente, é necessário que, em caso de ocorrência de uma falha este entre automaticamente em modo seguro. Por forma a garantir o cumprimento desta condição os mecanismos de meia barreira utilizados possuem algumas características importantes tais como:
• Fecho de barreira por ação da gravidade, o que garante a segurança da passagem de nível em caso de falha de energia sendo depois possível o seu manuseamento em modo manual. • Bobine de retenção que garante a abertura e estabilização da barreira.
• Monitorização contínua da sua posição.
• Hastes de tamanhos predefinidos com iluminação LED opcional.
Figura 3.6: Periféricos de segurança do sistema XSafe (barreiras, campaínhas, lanternas).
Por forma a apresentar uma solução que consiga aliar o estado da arte da tecnologia atual com uma necessidade de manutenção reduzida é utilizada iluminação LED tanto nos sinais rodoviários como nos ferroviários. Esta solução permite manter o funcionamento das lanternas com a sua cor inalterada durante um intervalo de tempo mais alargado garantindo ainda alta fiabilidade e visibilidade, na medida em que reduzem em cerca de 50% o índice de reflexão solar. Permitem ainda a sua aplicação em estruturas mais leves, evitando maiores danos em eventuais derrubes.
3.1.4.3 Deteção de comboio
Os mecanismos de deteção de comboio, neste tipo de passagens de nível, foram já menciona-dos aquando das mudanças desta solução face ao utilizado no mercado. Uma das vantagens do sistema XSafe prende-se com o facto de esta ser uma solução bastante flexível, pois está prepa-rada para conjugar vários métodos de deteção de comboios utilizando os mesmos equipamentos. Isto permite uma facilitada implementação desta solução em linhas que ainda utilizem métodos de
3.1 Passagens de Nível XSafe 25
deteção mais antigos. Por isso mesmo esta é também uma solução já aplicada em vários sistemas ferroviários como linhas de Metro, Elétrico (Metro de Superfície) e ainda linhas de Comboios.
3.1.4.4 Sistemas de gestão de energia
A alimentação das PNs XSafe é feita por solução energética standard e baseada na alimen-tação da rede, normalmente alimentada a 230 V AC, podendo ser adaptada para outro tipo de tensões tendo em conta o país ou local onde for implementada. Para além da alimentação da rede, existe um sistema de gestão de energia secundário baseado na utilização de baterias que permitem garantir a alimentação, e consequente funcionamento da passagem de nível até cerca de 10 horas após uma falha da alimentação primária. É ainda possível, em zonas mais remotas, ou onde seja mais vantajoso, a utilização de energia solar garantindo uma autonomia de 3 a 5 dias em modo exclusivamente solar.
Figura 3.7: Exemplo de PN com alimentação secundária a energia solar.
3.1.4.5 Sistema de controlo de sinalização
Como mencionado anteriormente, este produto possuí a característica de ser facilmente adap-tável a sistemas de controlo de sinalização já existentes, podendo ainda, onde estes não existam, implementar a sua própria solução.
No caso de ser necessária a implementação deste sistema de controlo, o produto XSafe surge com um sistema de nome AEGIS. Este, tem alguns pontos em comum com uma das soluções mais utilizadas em linhas ferroviárias, os sistemas de interlocking. Estes sistemas permitem que seja determinada a melhor rota para um comboio seguir, conseguindo isto através da atuação da sinalização de forma a garantir que esta proporcione uma circulação segura. A solução AEGIS é, também ela, flexível e baseada em equipamentos COTS, isto é, hardware e software que não são produzidos propositadamente para este produto já existindo, portanto, no mercado. Este fator