Bevezetés, célkitűzések
Kísérleti tervezési módszerekkel - gondosan megválasztott technológiai paraméterekkel - különböző tulajdonságú öntött testeket állítottam elő, amelyek a gyártás során mérték a formaüregben keletkező reakciónyomást, a gyártás után pedig a fészertestek felületi keménységét, zsugorodását és tömegét. Fontos megemlíteni, hogy a vizsgálatokhoz használt formák üzemi körülmények között készültek, így a valóságot jobban leíró modell készíthető és lehetőség nyílik az egyes technológiai paraméterek közötti belső összefüggések feltárására is. Ugyanakkor a kapott eredményeknél nagyobb szórással kell számolnunk - az ipari viszonyok miatt.
Célom a habosítási folyamat mérnöki szempontból történő pontosabb megértése, a folyamatot befolyásoló gyártástechnológiai paraméterek (tényezők) közül a legfontosabbak kiválasztása és számszerűsítése, valamint a technológiai paraméterek és a termék közötti kapcsolat feltárása. tulajdonságait.
Irodalmi áttekintés
A poliuretánok fajtái
- Poliuretánhabok
- Egyéb poliuretánok
- Poliuretántermék-tulajdonságok vizsgálata
Smirnova et al. [C10] lineáris poliuretánok és PUR/PC keverékek hőkapacitásának értékét határozta meg 6-350 K hőmérséklet-tartományban adiabatikus vákuumkaloriméterrel. Következtetésük az, hogy a kemény szegmensek arányának növelésével a fázisszétválás is növekszik, és a kemény szegmensek különböző lánchosszabbítókkal módosíthatók. Kiderült, hogy a kopolimer fizikai tulajdonságait alapvetően a reakció lefolyása, valamint a lágy és kemény szegmensek aránya határozza meg, de nem elhanyagolhatóak a feldolgozás körülményei és az esetleges utólagos térhálósodás sem.
ABDUL-RANI et al. [C14] lézerszondával vizsgálta a termék felületi minőségét mikroszinten (felszíni csúcs) és makroszinten (felszíni hullámosság).
![2. ábra. A poliuretántípusok százalékos eloszlása [C1]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2498277.294474/11.892.253.682.110.344/ábra-a-poliuretántípusok-százalékos-eloszlása-c.webp)
A poliuretánhabosítás technológiája
- A habosítás mechanizmusa
- A poliuretánhabosítás alapanyagai
- A poliuretán szintézis
- A poliuretánreakció vizsgálata
- A habosodás és a poliuretánképződési reakció szimulációja
Ennek a módszernek a legnagyobb előnye, hogy viszonylag egyszerűen kivitelezhető - a reakcióhőmérsékletet az adiabatikus kaloriméterben mérik -, és a mért hőmérséklet-emelkedés segítségével állandó sűrűséget és állandót kapunk. BERUTO [C42] és munkatársai szerint a buborékban lévő nyomás jól megbecsülhető a buborék sugarából, idejéből és viszkozitásából. Szimulációjuk eredménye, hogy a reakciósebesség szabályozására számos paraméter használható, ezek közül a legfontosabb a vivőanyag és a keverék hőmérséklete.
SANTOS és munkatársai [C54] RIM keverőfej szimulálásával kimutatták, hogy a keverőfejben lévő keverék továbbra is newtoni folyadékként kezelhető, és jelentős viszkozitásnövekedés csak a szerszámban jelentkezik.
![5. ábra. Különféle izocianátok [K1]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2498277.294474/18.892.158.778.160.324/ábra-különféle-izocianátok-k.webp)
A habosítás berendezései
- A habosítógép
- Szerszámok
- A habosítási technológia vizsgálata
Szimulációi alapján megállapította, hogy a habosítószer mennyiségének növelése növeli a szerszám fala mellett kialakuló héj vastagságát, és ezzel egyidejűleg növeli a nyomást. KODAMA és munkatársai [C62] a szerszámtörés tulajdonságait is vizsgálták, mivel jelenleg nincs szabványos vagy elfogadott eljárás a szerszámtörési idő meghatározására. VESPOLI és munkatársai [C23] Kistler nyomástávadót szereltek be a formába, de nem a formaüregbe, hanem a bemeneti csatorna elejére.
YOKONO et al. [C51] nyomástávadót is használt méréseik során, de eszközük nem volt ipari méretű, méréseikkel igazolták szimulációjukat.
![8. ábra. Krauss-Maffei habosítógép [C58]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2498277.294474/28.892.152.785.484.897/ábra-krauss-maffei-habosítógép-c.webp)
Kísérlettervezési módszerek
- A Taguchi-módszer
- Varianciaanalízis (ANOVA)
- Regressziós vizsgálat
- A Taguchi-módszer alkalmazásai
A Taguchi módszert széles körben alkalmazzák a folyamatot befolyásoló tényezők feltárására, a köztük lévő kölcsönhatások bemutatására és az optimális beállítások megtalálására. KIM et al. [C67] kereste a legjobb gyártástechnológiai paramétereket a fékbetétek gyártásához a jó kopásállóság és az egyenletes súrlódási tulajdonságok elérése érdekében, valamint vizsgálták a termék fizikai tulajdonságai - felületi keménység és porozitás - és a tribológiai tulajdonságok közötti lehetséges összefüggést is. a súrlódási együttható és a kopás között. KUMAR et al. [C69] Taguchi módszerrel választotta ki a gyártástechnológiai paramétereket egy párolgásos mintázatú öntési technológiával készült Al7Si öntvény optimális szakítószilárdságához.
Először egy Ishikawa-diagram segítségével gyűjtöttük össze a lehetséges faktorokat, amelyből négyet választottunk ki további tesztelésre, amelyeket három szinten vizsgáltunk egy L9 ortogonális mátrix segítségével. A kapott eredményeket grafikusan és ANOVA táblázattal is bemutatjuk, amely alapján kiválasztható az optimális paraméterbeállítás. Szerintük a Taguchi módszer kiemelkedően alkalmas a leghatékonyabb befolyásoló tényezők kiválasztására és az optimális feltételek meghatározására.
Négy tényezőt választottunk ki - hőmérsékletet, térfogatáramot, kémiai hatást és feszültséget -, amelyeket három szinten vizsgáltunk L9 kísérleti tervvel. SRIVASTAVA et al. [C72] a Taguchi módszerrel optimalizálta a rizshéj hamuból a nikkel- és cinkionok extrakciójának folyamatát, hogy elérje az extrahálható ionok maximális mennyiségét. KIM et al. [C73] a füstölt szilícium-dioxidot tartalmazó biszfenol-glicidil-dimetakrilát reológiai tulajdonságait vizsgálta Taguchi-módszerrel.
Az adatokat varianciaanalízissel dolgoztuk fel, és grafikusan is megjelenítettük az egyes tényezők célmennyiségre gyakorolt hatását. A módszer - mint a publikációkból kiderült - az ANOVA módszerrel együtt alkalmas a folyamatot befolyásoló tényezők közül a szignifikáns tényezők kiválasztására, az optimális beállítások megtalálására.
Az irodalom kritikai elemzése, a célkitűzés pontosítása
A szakirodalom alapján az is megállapítható, hogy a kísérleti tervezést – beleértve természetesen a Taguchi-módszert is – a műszaki tudomány számos területén széles körben alkalmazzák.
Poliuretán integrálhabok és a habosítási technológia vizsgálata
A kísérleti szerszám és a mérőrendszer felépítése
Mérési módszerek
Előzetes kísérletek
- A hatótényezők kiválasztása
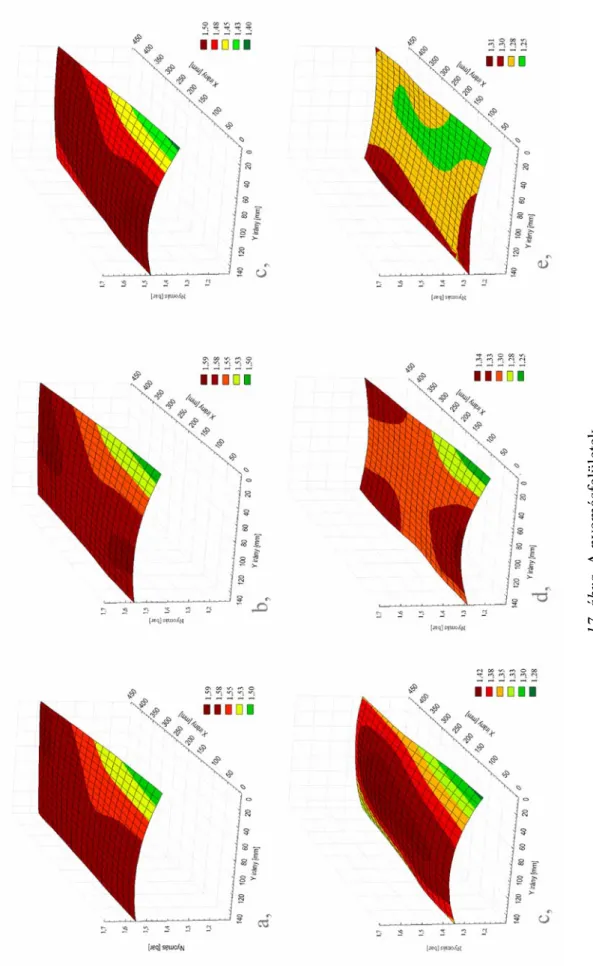
- A szerszámban ébredő nyomás eloszlásának vizsgálata
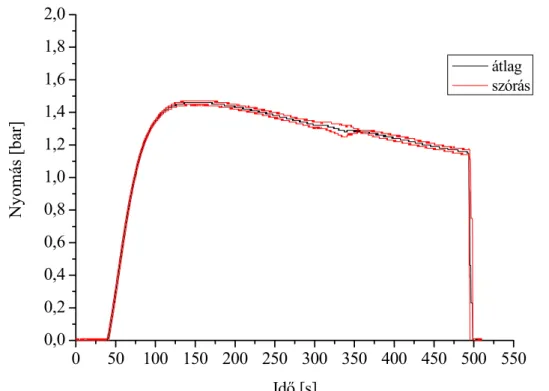
- Reprodukálhatósági vizsgálat
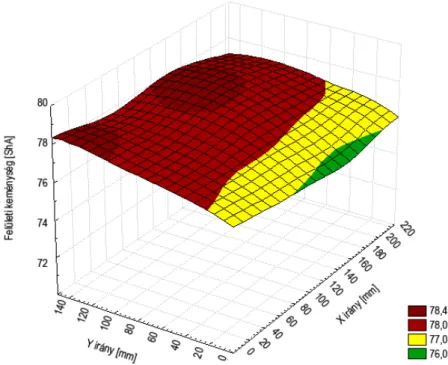
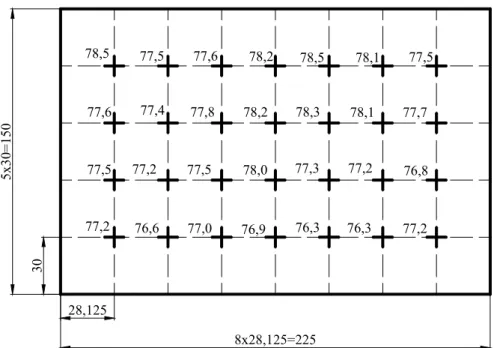
- A felületi keménység eloszlása
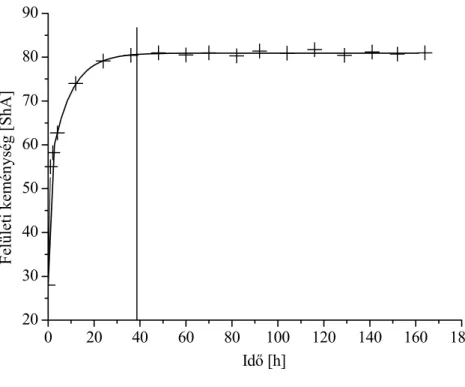
- A felületi keménység és a zsugorodás időfüggése
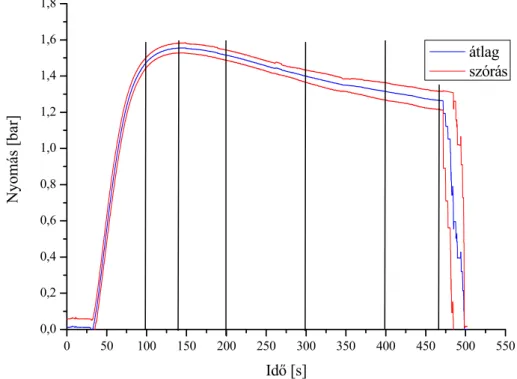
A befecskendezési nyomás – az az adagolási nyomás, amelyen az anyag elhagyja a keverőfejet nagynyomású keverés után, az érték a keverőfej geometriájától függ és nem változtatható. Ez azt is jelenti, hogy a formaüreg geometriájától függetlenül a nyomás nagysága és időbeli változása állandó a termék felületén. Ezért egy helyen - a 11. mérési ponton - mértem meg a nyomás értékét, mivel a kísérlet azt mutatta, hogy ez az egy pont is helyesen reprezentálja minden beállításnál a keletkező nyomás maximális értékét.
A felületi keménység, az átlagos sűrűség és a térfogati zsugorodás mért értékei és az eredmények elemzése jól látható a 3. táblázatban, hogy a kapott értékek szórása mind a felületi keménységre, mind az átlagos sűrűségre, mind a térfogati zsugorodásra kisebb. mint az átlagos érték 1%, így megállapítható: ezen célmennyiségek esetén a próbadarabon végzett mérés jól reprezentálja a termék tulajdonságait. A minták szórása kisebb, mint az átlagérték 1%-a, így megállapítható, hogy a felületi keménység eloszlása a poliuretán termék felületén egyenletes. Mivel a szakirodalomban erről nem találtam információt, és a habgyártók sem tudtak erre vonatkozóan útmutatást adni, megmértem, hogyan változnak a felületi keménység és zsugorodási értékek az idő múlásával.
Így az általam vizsgált Elastofoam I 4703/100/schw habrendszerrel készült poliuretán integrálhab termékek felületi keménysége 39 óra elteltével szinte állandónak tekinthető. Az általam tesztelt Elastofoam I4703/100/schw poliuretán integrálhab rendszerrel készült termékek térfogati zsugorodása 148 óra elteltével szinte állandónak tekinthető. Megmutattam, hogy az általam vizsgált habrendszer esetében a szerszámban keletkező nyomás maximumát és időbeli lefutását tekintve azonosan keletkezik.
Továbbá a reprodukálhatósági vizsgálatokkal igazoltam, hogy az általam vizsgált habrendszer esetében a felületi keménység, a térfogati zsugorodás és az átlagos sűrűség értékeit egy mintán történő mérés helyesen reprezentálja. Végül megvizsgáltam a felületi keménység és a térfogati zsugorodás időfüggését, és megállapítottam, hogy a felületi keménység 39, míg a térfogati zsugorodás 148 óra elteltével szinte állandónak tekinthető.
Elsődleges mérési terv
- A vizsgált anyag és a mérési terv
- A szerszámban kialakuló legnagyobb nyomás
- A termék felületi keménysége
- A termék lineáris zsugorodása
- A térfogati zsugorodás
A maradékok normál eloszlást követnek, ha az értékek Gauss-hálózaton ábrázolva a húzott egyenes mentén helyezkednek el, és nincsenek kiugró értékek vagy szisztematikus eltérések [K7]. A faktorok hatásának elemzése, az ANOVA táblázat és a Pareto diagram alapján megállapítható, hogy a befecskendezési tömegáram (BT), a befecskendezési térfogat (TF) és a befecskendezési idő (BI) a legnagyobb hatással a nyomás keletkezik a szerszámban. Ezekből az a következtetés vonható le, hogy bár több tényező is jelentős, a beillesztési idő, a betáplált tömegáram és a termék térfogata igazán jelentős hatással van a felületi keménységre.
A szerszámhőmérséklet hatása azért is fontos – ahogy azt korábban többen kimutatták [C7, C15] – a felületi keménység szempontjából, mert a hőmérséklet növelésével a nagy sűrűségű héj vastagsága megnő, így a felületi keménység is nő. . Mivel az ábrán nincsenek szisztematikus eltérések vagy eltérések, lehetséges az ANOVA alkalmazása. Ezek alapján nem lehet egyértelműen azonosítani egy vagy több olyan tényezőt, amely jelentős hatással lenne a lineáris zsugorodásra.
Ennek oka valószínűleg az, hogy a termék zsugorodása sokkal inkább függ a feldolgozás utáni "élettartamától", mint a szerszámban eltöltött időtől és a technológiai paraméterektől. Ezt támaszthatja alá az ANOVA táblázat hibasorának csaknem 25%-os része, amely más tényezőket jelent, nem vettek figyelembe. Mivel az ábra nem mutat az egyenestől lényegesen eltérő értéket vagy szisztematikus eltérést, megállapítható, hogy a reziduumok eloszlása normális, az ANOVA módszer alkalmazható.
A maradékok ábrázolása a Gauss-hálózaton térfogat-zsugorodás esetén A térfogat-zsugorodásra ugyanazok az állítások vonatkoznak, mint a lineáris zsugorodásra: igaz, hogy a 2. ábra. 36.
![5. táblázat. A beállítási értékek az elsődleges mérésnél 1. szint 2. szint Szerszámhőmérséklet (TS) [ o C] 35 45 Alapanyag hőmérséklet (TA) [ o C] 23 29](https://thumb-eu.123doks.com/thumbv2/9dokorg/2498277.294474/59.892.237.699.132.291/táblázat-beállítási-értékek-elsődleges-mérésnél-szerszámhőmérséklet-alapanyag-hőmérséklet.webp)
Másodlagos mérési terv
- A vizsgált anyag és a mérési terv
- A szerszámban ébredő nyomás
- A termék felületi felületi keménysége
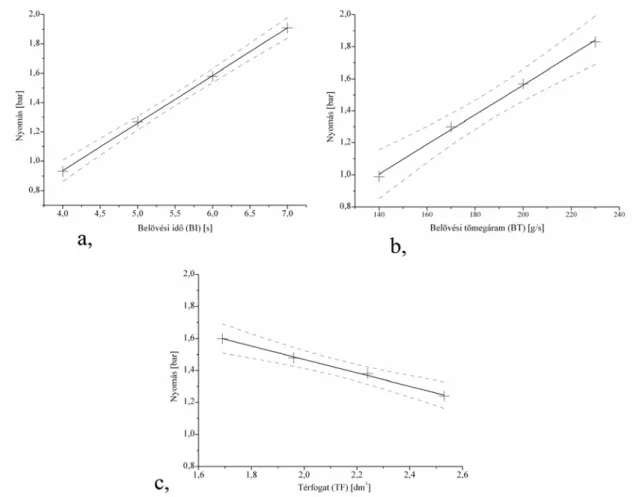
A keresztek a mért és számított pontokat, a fekete görbe a regressziós görbét, a szaggatott görbe pedig a 99%-os konfidencia intervallumot jelzik.
Az átlagsűrűség és a célfüggvények kapcsolata
- A nyomás és az átlagsűrűség kapcsolata
- A termék felületi keménysége és átlagsűrűsége közötti kapcsolat
- A zsugorodás és az átlagsűrűség kapcsolata
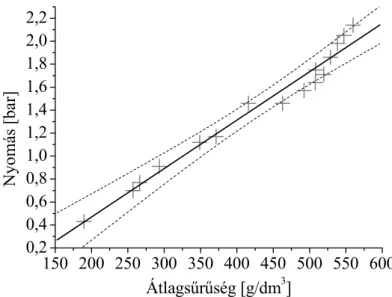
Az ábrán látható, hogy az átlagos sűrűség és a kialakuló maximális nyomás között nagyon jó lineáris kapcsolat van. A szerszámban habzó hab sűrűsége a benne égetett anyag mennyiségének és a szerszám térfogatának aránya, a szabadon habzó hab sűrűsége pedig a habot jellemző technológiai paraméter. A hab műszaki adatlapja (1. sz. melléklet) szerint az általam vizsgált habrendszer esetében a szabadon habzó hab sűrűsége 130 g/dm3.
A névleges nyomásgörbe nagyobb nyomásértéket ad, mint a tényleges (mért) nyomás, ami azt jelenti, hogy a poliuretán habszerszámok, ha e besorolási képlet szerint vannak méretezve, túlméretezettek.
Összefoglalás
Az eredmények gyakorlati alkalmazhatósága
További megoldásra váró feladatok
Tézisek
Megállapítottam, hogy a félmerev poliuretán integrálhabok esetében az injektálási idő (BI), a befecskendezési tömegáram (BT) és a térfogat (TF) a meghatározó tényező a formaüregben keletkező nyomás, ill. a gyártástechnológia paramétereinek felületi keménysége. Ezen túlmenően kimutattam, hogy lineáris vagy térfogati zsugorodás esetén nincs olyan tényező, amely jelentősen befolyásolná azok értékét. Bizonyítottam, hogy a nyomás értéke a formaüregben meghatározható a befecskendezési időből a p=0,33(BI) 0,37− egyenlettel, vagy a befecskendezési tömegáramból p=0,01(BT) 0,30−, vagy a a termék mennyisége.
A poliuretánhab termékekre jellemző fontos anyagként fedeztem fel az integrált félszilárd poliuretánhab termékek célfüggvényei - felületi merevsége, lineáris és térfogati zsugorodása -, valamint az átlagos sűrűség közötti mennyiségi összefüggéseket.
Köszönetnyilvánítás
Irodalomjegyzék
- Könyvek
- Szabványok
- Konferenciakiadványok, konferenciákon elhangzott előadások
- Cikkek
- Diplomamunkák, értekezések
E3] MAROSFALVI J., GRŐB P.: The effects of technological parameters on the hardness and shrinkage of PUR integral skin foam, Gépészet 2008 konferencia, Budapest, p8 (2008). C11] RYAN A.J., STANFORD J.L., STILL R.H.: Structure-property relationships in poly(urethane ureas) and polyureas formed by reaction injection molding: phase separation studies, Plastics and Rubber Processing and Applications. C12] RYAN A.J., STANFORD J.L., STILL R.H.: Application of thermal methods in the characterization of poly(urethane-urea) formed by Reaction Injection Moulding, British Polymer Journal.
C30] YOUN J.R., PARK H.: Bubble growth in reaction injection molded parts foamed by ultrasonic excitation, Polymer Engineering and Scinece C31] Kim D., CHOI K.: Cure kinetics and Physical properties of dicyanate/. C36] ANTURKAR N.R.: Petrov-Galerkin finite element analysis for advancing flow front in reaction injection molding, Computers and Fluids. C45] MOHAMMED R.K., OSSWALD T.A, SPIEGELHOFF T.J., SUN E.M.: Modeling and simulation of high Reynolds number flows during reaction injection molding filling, International Polymer Processing.
C56] LEKAKOU C.N.,RICHARDSON S.M.: Simulation of reaction injection molding in mold cavities with complex geometries, processing and applications of plastics and rubber. C69] KUMAR S., KUMAR P., SHAN HS: Optimization of tensile properties of evaporative pattern casting process by Taguchi's method, Journal of Materials Processing Technology. C73] KIM S., JANG J., KIM O.: Optimization of the rheological properties of fumed silica dispersion using statistical experimental design and Taguchi method, Polymer Testing.
C76] GRŐB P.–MAROSFALVI J.: Integrált poliuretánhab termékek időfüggő tulajdonságainak vizsgálata, Műszaki Szemle, OGÉT különszám C77] GRŐB P. MAROSFALVI J.: A formában keletkező nyomás vizsgálata. C78] GRŐB P.: Technológiai paraméterek hatása a PUR integrált bőrhabok tulajdonságaira, Periodica Polytechnica Gépészmérnöki szak (előkészítés alatt).
Mellékletek
Diplomamunkámban a félkemény poliuretán integrálhabok gyártástechnológiai paraméterei és fizikai-mechanikai tulajdonságai közötti minőségi és mennyiségi összefüggéseket kutattam azzal a céllal, hogy valós adatokat nyerjek a folyamat-, szerszám- és terméktervezés optimalizálásához. Ennek során felhasználtam mind a szakirodalom, mind az ipari gyakorlat – alapanyagokat, szerszámokat és termékeket gyártó cégek – tapasztalatait. A gyártástechnológia számos tényezője között szerepel az ún
A másodlagos mérési terv során célom volt a lényeges befolyásoló tényezők és a nyomás, valamint a felületi keménység közötti mennyiségi összefüggések leírása. Megvizsgáltam, hogy a célfüggvények - nyomás, termékfelületi keménység és zsugorodás - hogyan viszonyulnak az átlagos sűrűséghez, mint a poliuretán termékek egyik fontos jellemzőjéhez. Végül megvizsgáltam a poliuretán termékek felületi keménységének és térfogati zsugorodásának időfüggését, és matematikai egyenlettel írtam le.
![4. ábra. Az integrálhabok sűrűségeloszlása [K1]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2498277.294474/12.892.210.738.296.518/ábra-az-integrálhabok-sűrűségeloszlása-k.webp)