Aplicação do método de análise PM na solução de falhas em elevadores de martelo em uma empresa produtora de sacos industriais. Trabalho de conclusão do curso de bacharelado em engenharia mecânica no Instituto Federal de Santa Catarina como requisito para obtenção do título de bacharel em engenharia mecânica. Este trabalho de conclusão de curso foi avaliado como apto à obtenção do grau de bacharel em engenharia mecânica e aprovado em sua forma final pelo curso de bacharelado da
Sou extremamente grato a todos que um dia me ensinaram algo, principalmente ao meu orientador Rafael Gustav Schreiber e aos demais professores do Instituto Federal de Santa Catarina - Câmpus Lages. Este trabalho apresenta a implementação de uma dessas ferramentas, uma análise PM (mecanismo de fenômeno), aplicada a um elevador de embalagens presente no processo de fabricação de sacos industriais. Dessa forma, as práticas japonesas têm surtido efeitos muito positivos para quem delas usufrui, entre elas se destacam a famosa Manutenção Produtiva Total – TPM e as ferramentas da qualidade.
Introdução
Objetivo Geral
Objetivo Específico
Revisão Bibliográfica
- Sistema TPM de Gestão
- Prática do TPM
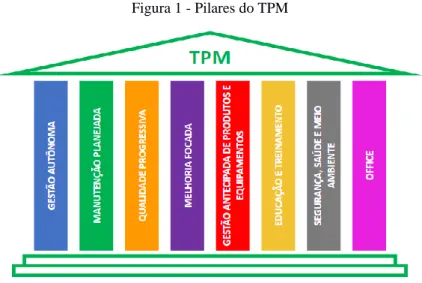
- Pilares do TPM
- Manutenção
- Conceito de Quebra
- Indicadores de Manutenção
- Ferramentas da Qualidade
- Gráfico de Pareto
- Diagrama de Ishikawa
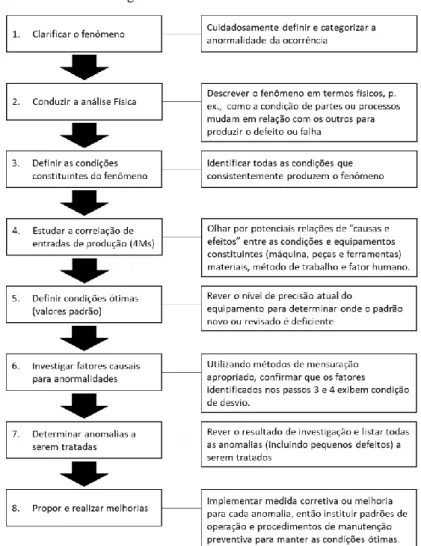
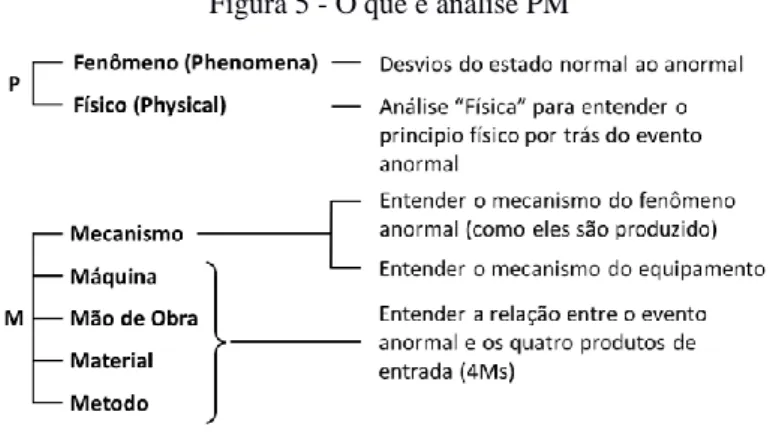
- Análise PM
- Passo 1 - Esclarecer o Fenômeno
- Passo 2 - Conduzir uma Análise Física
- Passo 3 - Definir Condições que Compõem o Fenômeno
- Passo 4 - Estudar 4M’s como Fatores de Causa
- Passo 5 - Definir Condições Ótimas
- Passo 6 - Planejar a Investigar o Método de Medição
- Passo 7 - Analisar as Anomalias
- Passo 8 - Definir e Implementar as Melhorias
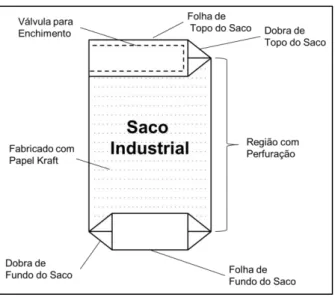
- Produção de Sacos Industriais
A organização desta força de trabalho é feita através de grupos de gestão autônomos internos, os GIGAs, este é representado pelas pessoas que compõem a operação de um determinado equipamento ou área da empresa, o GIGA é o proprietário da máquina e é responsável por manter viva as melhorias metodológicas implementadas pelos pilares (BIASOTTO, 2006). Para que as práticas de manutenção, gestão, produção ou a implementação da metodologia em si sejam eficazes, é necessário que a mão de obra seja capacitada nos termos e métodos que permeiam essas práticas, nesta frente o pilar educação atua e fornece os meios para alcançar isso maturidade do conhecimento e acompanhamento onde há oportunidades para melhorar o aprendizado na fábrica. Com o intuito de prever uma potencial falha, preparar os mantenedores para as ações planejadas e também aproveitar melhor a vida útil de um componente, são realizados trabalhos de manutenção preventiva por meio de coleta instrumentada de dados operacionais, monitoramento contínuo dos equipamentos e comparação constante dos trabalhos padrões com os executados. (FONTES, 2018).
Ao estudar o histórico de um componente, boas práticas de mercado, recomendações do fabricante e/ou condições ambientais no local de instalação, são identificados períodos durante os quais o equipamento deve ter parada preventiva planejada, tais como: 200 horas de operação da máquina; uma vez por ano; cada 300 produtos produzidos. Para se conseguir uma estratégia de planeamento bem desenhada é necessário que existam indicadores de gestão e, portanto, os objetivos a atingir. O monitoramento desse indicador é fundamental para que a manutenção não seja apenas um serviço de reposição de peças, mas um sistema ordenado de atuação que visa minimizar o desperdício financeiro e garantir que os custos sejam compensados pelos resultados da produção (HILDEBRANDO, 2022).
Muitas vezes esse indicador é apresentado na forma de gráfico de Pareto, justamente para representar o acúmulo de quebras em um grupo específico. A gestão da manutenção da qualidade depende em grande parte de saber localizar as fontes de defeitos e quebras que ocorrem nos equipamentos, para que então se possa planejar a forma ideal de solucioná-los (PENEDO, DE CARVALHO, et al., 2020). Esta ferramenta é um gráfico, como o título já revela, de barras verticais que organiza os dados de forma visualmente clara agrupando determinados temas, de forma que se tomem como ponto de partida as causas mais prováveis de um fato global ( LEONEL, 2008) .
Atrelado ao gráfico está o princípio de Pareto, que consiste em considerar que aproximadamente 20% dos motivos de falha, quando limitados, são responsáveis por 80% da solução de um problema (ROCK CONTENT, 2018). A relação entre esse percentual é mostrada por uma linha ascendente com a soma total de 100%, que atravessa o gráfico de barras, conforme mostra a figura. Para ajudar a esclarecer o fenômeno, utiliza-se o 5W1H, ferramenta citada anteriormente, para que sua ocorrência possa ser descrita de forma objetiva. Para evitar conclusões precipitadas, o segundo passo sugere uma análise da física do problema, para investigar as interações entre os elementos (SUZUKI, 1994).
Nesta fase, todas as condições que causam consistentemente o problema devem ser listadas e revistas; estas são condições suficientes e necessárias para o aparecimento de um fenômeno físico. Para determinar o estado ideal é necessário determinar quais variáveis do processo devem ser analisadas para garantir a confiabilidade do processo (SHIROSE, KIMURA; KANEDA, 2014). Os sacos passam então para a fase de empacotamento, depois paletização e finalmente enfardamento para serem enviados ao cliente.
Materiais e Métodos
Entre as notas de perturbação apresentadas, a “Mecânica – Levantamento de Encomendas” ocupa o quinto lugar com uma indisponibilidade de 2.034 minutos, o que corresponde a 37 perturbações. Optou-se por trabalhar nesta falha específica porque as outras falhas importantes já foram abordadas em outros projetos e porque tem um caráter recorrente que está claramente refletido na Figura 11. O fator de recorrência, adaptado à gravidade dos custos e à disponibilidade de cada evento, o fracasso e com a causa obscura do fenômeno, investigado através de outras iniciativas, mas sem sucesso, foram os fatores decisivos para a decisão de implantação do projeto e da utilização da metodologia de análise PM.
36 A aplicação do método PM no feixe localizado na linha K, visto na Figura 12, teve origem no pilar manutenção planejada, mas foi realizada por um grupo de estudos multissetorial, cujos integrantes eram: engenheiro de manutenção; Supervisor De Manutenção; operador de máquinas; mecânico; técnico de manutenção mecânica; eletricista;. As reuniões dessa equipe foram registradas em planilha Excel e ocorreram semanalmente, e nessas datas foram trocadas as informações obtidas na perspectiva de cada participante. O projeto teve três grandes momentos de desenvolvimento, sendo o primeiro a observação do fenômeno e suas características básicas.
Em especial, nesse período o evento foi verificado por meio de câmeras instaladas no grupo analisado, pois sua repetição ocorreu na ordem de meses, dificultando a observação. Posteriormente, com as etapas 3, 4, 5 e 6, foram realizadas análises práticas sobre o estado do fenômeno mecanicamente, eletricamente e com intervenção humana e a ligação destes tópicos com o desfecho do evento. Por fim, com as etapas 7 e 8, as anomalias do fenômeno foram observadas pela mensuração prática das variáveis consideradas geradoras do fenômeno.

Resultados e Discussões
- Aplicação do Passo 1
- Aplicação do Passo 2
- Aplicação do Passo 3
- Aplicação do Passo 4
- Aplicação dos Passos 5 e 6
- Aplicação do Passo 7
- Aplicação do Passo 8
Na Figura 16, quadro 1, quando as bolsas estão em frente ao sensor, apenas a luz verde do sensor permanece acesa, indicando que ele estava prestes a ser acionado; no quadro 2, as malas passam para o elevador e assim saem pela frente do sensor, fazendo com que ele deixe de ser acionado (indicado pela luz amarela acesa). Quando o próximo pacote passa pelo mesmo processo do anterior, a luz do sensor pisca rapidamente, o que pode ser percebido pela baixa intensidade do tom amarelo. 48 Na Figura 20 - Estado atual, na etapa 2, o evento mostrado na figura 16 é denominado “dupla ativação” do sensor, e então, na etapa 3, considera-se que para que isso aconteça, o feixe de sacolas abre com um momento uma lacuna para o sensor mudar.
Para interpretar os mecanismos de elevação que podem ou não fazer parte do fenômeno, eles estão destacados na Figura 23 e estudados na Tabela 5. Condição ideal: altura entre a extremidade do fardo e os roletes no momento da queda dos sacos as placas Track devem ser menores que a posição vertical do sensor; Condição ideal: a superfície do cilindro não deve estar suficientemente polida a ponto de causar um direcionamento indesejável do feixe de luz do sensor;
Enquanto isso, o estado do sensor foi observado através de um aplicativo móvel que apresenta um gráfico do estado do sensor versus tempo, visto na Figura 26. 55 O segundo teste consiste no mesmo princípio básico do primeiro, direcionando a luz para dentro do cilindro , chegando ao espelho e retornando um sinal positivo ao sensor, porém desta vez o método de visualização é feito observando o comportamento da luz emitida e dos LEDs do sensor. O experimento, mostrado na figura 27, foi realizado em uma sala escura para enfatizar o comportamento do feixe de luz.
Os dados coletados foram de 2,8 mm para a diferença entre alturas, 390 mm para a menor fase entre os produtos, 585 mm para a maior e a posição do sensor foi de 190 mm. Ao comparar os resultados com a posição horizontal do sensor, de 1,7 mm, confirmou-se que haveria a possibilidade do sensor “passar” e passar “por baixo” dos sacos num curto espaço de tempo. Além disso, os fatores do sensor não necessitar de reflexão direta no espelho, e o cilindro ser menos rugoso, portanto mais brilhante, pouco contribuíram para o resultado final, já que a reflexão do feixe de luz apenas em uma área muito próxima ao espelho funcionou, com Nestas condições a transmissão do feixe de luz não deve diferir muito do valor de 1,82mm.
Para solucionar a falha estudada até o momento, algumas alternativas podem ser exploradas, tais como: alterar o programa de comando do “Controlador lógico programável” para que o pulso desnecessário do sensor não cause interferência; corrigir a sincronização entre rolos e correia transportadora para reduzir o passo na passagem do feixe; substituir o sensor por outro, com características de detecção diferentes; ou reposicione o sensor original. E por fim, a troca do sensor distorcerá o estado original de fábrica do elevador, além de a característica de funcionamento do componente em si não ter sido a causa da falha. Portanto, a alternativa de alteração da posição do sensor foi a mais simples e menos invasiva, e por isso foi a escolhida para ser implementada.

Conclusão
Aplicação da ferramenta metodológica AQF a uma impressora flexográfica automática de uma empresa de embalagens para melhoria de disponibilidade. Aplicação prática da técnica PDCA e ferramentas da qualidade na gestão de processos industriais para melhoria e manutenção de resultados. Planejamento e Controle de Manutenção (PCM): Um Estudo de Caso em uma Empresa de Fabricação de Bonés.
Aplicação de metodologia e mecanismo de análise de fenômenos para redução do nível de não conformidade em linha de produção de chocolate. Entenda a ciência por trás do Princípio de Pareto e aprenda como aplicá-lo em diferentes áreas do seu negócio.