PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE MATERIAIS
DISSERTAÇÃO DE MESTRADO
ANÁLISE DO COMPORTAMENTO REOLÓGICO DE PASTAS DE
CIMENTO CONTENDO RESÍDUOS DE PNEU
PARA POÇOS DE PETRÓLEO
ABIMAEL LOPES DE MELO
Orientador: Prof. Antônio Eduardo Martinelli
PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE MATERIAIS
DISSERTAÇÃO DE MESTRADO
ANÁLISE DO COMPORTAMENTO REOLÓGICO DE PASTAS DE
CIMENTO CONTENDO RESÍDUOS DE PNEU
PARA POÇOS DE PETRÓLEO
ABIMAEL LOPES DE MELO
Dissertação apresentada ao Programa de Pós-graduação em Ciência e Engenharia de Materiais, do Centro de Ciências Exatas e da Terra da Universidade Federal do Rio Grande do Norte, como parte dos requisitos para obtenção do título de Mestre em Ciência e Engenharia de Materiais.
Dedico este trabalho à minha
querida mãe Luiza (em memória),
à minha esposa Eliana e à minha
A DEUS, por mais esta conquista;
À MINHA MÃE, pelo estímulo, pela força e pelo exemplo de honestidade e dedicação que nos deixou;
À MINHA ESPOSA, pela sua importância em todas as minhas conquistas; AOS MEUS FAMILIARES, pela amizade e o carinho a mim dispensados; AO PROFESSOR MARTINELLI, pela paciência, compreensão e orientação dispensada, da elaboração à execução deste trabalho;
À PROFESSORA DULCE, pelas importantes contribuições;
AO PESSOAL DO LABORATÓRIO DE CIMENTO, pela amizade e pelas contribuições para a realização dos experimentos;
AO PPGCEM, especialmente aos professores que ministraram as disciplinas do Curso.
AO IFPI, pela oportunidade criada;
Ciência e Engenharia de Materiais, Universidade Federal do Rio Grande do Norte, Natal – RN.
RESUMO
A baixa tenacidade apresentada pelas pastas de cimentos Portland utilizadas na cimentação de poços de petróleo tem motivado várias pesquisas voltadas para materiais alternativos. Aditivos têm sido desenvolvidos para gerar pastas flexíveis e com resistência mecânica capaz de suportar as expansões e retrações do revestimento metálico dos poços que se sujeitam à injeção de vapor, técnica muito utilizada para aumentar o fator de recuperação em reservatórios de óleo com alta viscosidade. Uma pasta fresca com comportamento reológico inadequado pode comprometer seriamente o processo de cimentação, implicando em falhas que afetam substancialmente o desempenho da pasta no estado endurecido. Este trabalho propõe a elaboração e a análise reológica de pastas de cimento Portland com adição de resíduos de borracha de pneu em diversas proporções, com o objetivo de minimizar os estragos provocados na bainha cimentante destes poços. Por análise termogravimétrica, as partículas de borracha passantes na peneira de abertura 0,5 mm (35 mesh) e tratadas superficialmente com solução 1 mol/L de NaOH, apresentaram resistência térmica adequada para poços sujeitos à ciclagem térmica. A avaliação do estudo baseou-se nos resultados da análise reológica das pastas, complementadas pela análise mecânica, espessamento, estabilidade, teor de água livre e perda de filtrado, utilizando-se como parâmetro uma pasta referência, sem adição de borracha. Os resultados mostraram reologia satisfatória, passiva de poucas correções; considerável perda de resistência mecânica (tração e compressão), compensada por ganho de tenacidade, porém dentro dos limites estabelecidos para sua aplicação em poços de petróleo; satisfatória estabilidade, água livre e tempo de espessamento.
Engineering Materials. Program of Masters Degree in Science and Engineering
Materials, Federal University of Rio Grande do Norte, Natal - RN.
SUMMARY
The low tenacity presented by the Portland cement pastes used in the oil wells cementation has been motivating several researches with attention focused on alternative materials. Additives have been developed to generate flexible pastes with mechanical resistance capable to support the expansions and retractions of the metallic covering of the wells that submit to the steam injection, technique very used to increase the recovery factor in oil reservoirs with high viscosity. A fresh paste with inadequate rheological behavior may commit the cementation process seriously, involving flaws that affect the performance of the paste substantially in the hardened state. This work proposes the elaboration and the rheological analysis of Portland cement pastes with addition of residues of rubber tire in several proportions, with the aim of minimizing the damages provoked in the hem cementing of these wells. By thermogravimetric analysis, the particles of eraser that go by the sieve of 0,5mm (35 mesh) opening and treated superficially with NaOH solution of 1 mol/L presented appropriate thermal resistance for wells that submit to thermal cyclic. The evaluation of the study based on the results of the rheological analysis of the pastes, complemented by the mechanical analysis, thickening, stability, tenor of free water and filtrate loss, being used as parameter a paste reference, without rubber addition. The results showed satisfactory rheology, passive of few corrections; considerable loss of mechanical resistance (traction and compression), compensated by earnings of tenacity, however with established limits for its application in oil wells; satisfactory stability, free water and thickening time.
Figura 2.1 - Processo de fabricação do cimento Portland ... 20
Figura 2.2 - Evolução da resistência à compressão dos diferentes tipos de cimento Portland ... 21
Figura 2.3 - Microscopia da seção polida de um nódulo de clínquer ... 25
Figura 2.4 - (A) Micrografia eletrônica de varredura da morfologia da fase C-S-H, e (B) da fase Portlandita ... 27
Figura 2.5 - Micrografia eletrônica de varredura da Etringita ... 28
Figura 2.6 - Curva de liberação de calor na hidratação do cimento Portland .... 29
Figura 2.7 - Esquema do Sistema Petrolífero com seus elementos ... 31
Figura 2.8 - Evolução da tecnologia brasileira em águas profundas ... 32
Figura 2.9 - Esquema de uma sonda de perfuração com os principais componentes ... 33
Figura 2.10 - Tipos de plataformas marítimas ... 34
Figura 2.11 - Esquema de revestimento de poços ... 35
Figura 2.12 - Esquema de um poço com falhas de cimentação ... 37
Figura 2.13 - Métodos de recuperação de petróleo ... 39
Figura 2.14 - Esquema da injeção cíclica de vapor ... 41
Figura 2.15 - Esquema da injeção contínua de vapor ... 42
Figura 2.16 - Esquema do processamento da borracha natural ... 43
Figura 2.17 - (A) Fogo em amontoado de pneus durante o verão de 1999, em Stanislaus, EUA; (B) córrego de óleo liberado pela queima ... 44
Figura 2.18 - Partes componentes de um pneu ... 46
Figura 2.19 - Processo de moagem do pneu ... 47
Figura 2.20 - Representação do ciclo de destinação do pneu ... 48
Figura 2.21 - Tensões normais e cisalhantes em um sólido ... 50
Figura 2.22 - Deformação: (A) rotação sem deformação; (B) deformação por cisalhamento; (C) deformação por elongação ... 52
Figura 2.23 - Ilustração de um fluido cisalhado entre placas paralelas ... 53
Figura 2.29 - Representação gráfica do modelo de Bingham ... 62
Figura 2.30 - Reologia das pastas de cimento: (A) mesma tensão de escoamento e diferentes viscosidades; (B) mesma viscosidade e diferentes tensões de escoamento ... 63
Figura 2.31 - Curvas de fluxo (A) e de viscosidade (B) do fluido binghamiano ... 64
Figura 2.32 - Curvas de fluxo (A) e de viscosidade (B) para fluidos que seguem a lei de potência, em escala logarítmica ... 65
Figura 2.33 - Micrografia eletrônica de varredura da superfície de fratura de corpo de prova contendo 10% de borracha, respectivamente, com e sem tratamento superficial com NaOH... 70
Figura 3.1 - Fluxograma da rota experimental ... 75
Figura 3.2 - Misturador de Palheta Chandler Modelo 80-60 ... 77
Figura 3.3 - Consistômetro atmosférico Chandler, modelo 1200 ... 78
Figura 3.4 - Balança de lama atmosférica e balança pressurizada ... 79
Figura 3.5 - Viscosímetro rotativo de cilindros coaxiais Chandler Modelo 3500 . 80 Figura 3.6 - Consistômetro pressurizado chandler modelo 7716 ... 81
Figura 3.7 - Filtro Prensa Fann HPHT Série 387 ... 82
Figura 3.8 - Tubo decantador com amostra seccionada em quatro partes iguais ... 84
Figura 4.1 - Micrografias da borracha de pneu obtidas por MEV ... 88
Figura 4.2 - Curva granulométrica da borracha de pneu ... 89
Figura 4.3 - Curva granulométrica do cimento Portland classe especial ... 89
Figura 4.4 - Análise Termogravimétrica da borracha de pneu ... 90
Figura 4.5 - Curvas de fluxo das pastas ensaiadas a 27 °C ... 91
Figura 4.6 - Curvas de fluxo das pastas ensaiadas a 52 °C ... 92
Figura 4.7 - Área de histerese da pasta com 10% de borracha ensaiada a 27 °C ... ... 93
temperatura... 99 Figura 4.12 - Gel final em função da concentração de borracha e da
temperatura ... 100 Figura 4.13 - Índice de comportamento de fluxo em função da concentração
de borracha e da temperatura ... 102 Figura 4.14 - Índice de consistência em função da concentração de borracha
e da temperatura ... 102 Figura 4.15 - Água livre ambiente em função da concentração de borracha ... 104 Figura 4.16 - Rebaixamento de topo das pastas em função da concentração
de borracha ... 106 Figura 4.17 - Tempo de bombeabilidade em função da concentração de
borracha 107
Figura 4.18 - Consistência inicial máxima para o intervalo de 15 min a 30 min .. 108 Figura 4.19 - Volume de filtrado em função da concentração de borracha
extrapolado para 30 min ... 109 Figura 4.20 - Resistência à compressão em função da concentração de
borracha e do tempo de cura ... 110 Figura 4.21 - Resistência à tração por compressão diametral em função da
concentração de borracha e do tempo de cura ... 111 Figura 4.22 - Energia de fratura na tração por compressão diametral em função
da concentração de borracha e do tempo de cura ... 112
Tabela 2.1 - Exigências físicas e mecânicas dos diferentes tipos de cimentos
Portland ... 21
Tabela 2.2 - Classificação e características dos cimentos Portland ... 22
Tabela 2.3 - Componentes químicos principais do cimento Portland ... 23
Tabela 2.4 - Propriedades dos compostos principais do cimento Portland ... 24
Tabela 2.5 - Principais produtos de hidratação do cimento Portland ... 26
Tabela 2.6 - Modelos reológicos dos fluidos ... 61
Tabela 3.1 - Ensaios químicos e especificação para o cimento classe G e Portland classe especial ... 72
Tabela 3.2 - Ensaios físicos e especificação para cimento Portland especial ... 73
Tabela 3.3 - Características e propriedades do anti-espumante ... 73
Tabela 3.4 - Características e propriedades do dispersante ... 74
Tabela 3.5 - Composição das pastas em função do percentual de borracha .... 76
Tabela 3.6 - Valores de densidade e volume específico dos materiais utilizados para a realização dos cálculos ... 76
Tabela 4.1 - Razão entre as leituras ascendentes e descendentes das médias dos ensaios à temperatura de 27 °C ... ... 93
Tabela 4.2 - Resultado da aproximação dos modelos de Bingham e de Potência aos valores experimentais dos ensaios reológicos à temperatura de 27 °C ... ... 95
Tabela 4.3 - Resultado da aproximação dos modelos de Bingham e de Potência aos valores experimentais dos ensaios reológicos à temperatura de 52 °C ... ... 95
Tabela 4.4 - Força gel em função da concentração de borracha e da temperatura ... 99
Tabela 4.5 - Índice de comportamento de fluxo (n) e índice de consistência (k) das pastas ensaiadas, baseado no modelo de potência ... 101
Tabela 4.6 - Resultados das medidas de estabilidade das pastas formuladas .. 105
γ Taxa de cisalhamento
τ Tensão de cisalhamento
τ0 Limite de escoamento real
τL Limite de escoamento
a
µ Viscosidade aparente
p
µ Viscosidade plástica
µ Viscosidade dinâmica
API American Petroleum Institute
ASTM American Society of Testing and Materials C2S Silicato dicálcico
C3A Aluminato tricálcico
C3S Silicato tricálcico
C4AF Ferro-aluminato tetracálcico
CP Cimento Portland
CPP Cimento Portland para poços de petróleo C-S-H Silicato de cálcio hidratado
FAC Fator água/cimento ou relação água/cimento G Tipo de classe de cimento Portland
Gf Gel final
Gi Gel inicial
K Índice de consistência LE Limite de escoamento
Mesh Tipo de classificação de abertura de peneira n Índice de comportamento ou de fluxo
1. INTRODUÇÃO ... 15
2. REVISÃO BIBLIOGRÁFICA ... 19
2.1. Cimento Portland ... 19
2.1.1. Processo de fabricação ... 19
2.1.2. Tipos de cimentos Portland ... 20
2.1.3. Composição química ... 23
2.1.4. Reações de hidratação ... 25
2.2. O petróleo ... 30
2.2.1. Generalidades ... 30
2.2.2. Perfuração de poços ... 32
2.2.3. Revestimentos de um poço ... 34
2.2.4. Cimentação de poços de petróleo ... 36
2.2.4.1. Cimentação primária ... 36
2.2.4.2. Cimentação secundária ... 37
2.2.5. Completação de poços ... 38
2.2.6. Elevação artificial do petróleo ... 38
2.2.7. Recuperação do petróleo ... 39
2.2.7.1. Métodos térmicos ... 40
2.3. Pneus ... 43
2.3.1. Generalidades ... 43
2.3.2. Constituição do pneu ... 45
2.3.3. Reciclagem ... 47
2.4. Reologia: aspectos conceituais ... 49
2.4.1. Generalidades ... 49
2.4.2. Classificação dos fluidos ... 54
2.4.2.1. Fluidos Newtonianos ... 54
2.4.2.2. Fluidos não-Newtonianos ... 56
a) Fluidos independentes do tempo ... 56
2.4.3.2. Modelo de Potência ... 64
2.5. Pastas de cimento Portland ... 66
2.5.1. Reologia da pasta de cimento ... 66
2.5.2. Pastas contendo resíduos de borracha de pneu ... 69
3. MATERIAIS E MÉTODOS ... 72
3.1. Materiais utilizados ... 72
3.2. Tratamento superficial da borracha ... 74
3.3. Rota experimental ... 75
3.4. Cálculo das pastas ... 76
3.5. Mistura ... 77
3.6. Homogeneização das pastas ... 78
3.7. Peso específico ... 79
3.8. Ensaios Reológicos ... 80
3.9. Ensaio de Consistometria ... 81
3.10. Filtrado ... 82
3.11. Ensaio de água livre ambiente ... 83
3.12. Ensaio de estabilidade ... 84
3.13. Ensaio de resistência à compressão ... 85
3.14. Ensaio de resistência à tração por compressão diametral ... 86
4. RESULTADOS E DISCUSSÃO ... 88
4.1. Caracterização dos materiais ... 88
4.1.1. Análise granulométrica da borracha e do cimento ... 88
4.1.2. Análise térmica da borracha ... 90
4.2. Caracterização do compósito cimento/borracha ... 91
4.2.1. Reologia ... 91
4.2.1.1. Curvas de fluxo e área de histerese ... 91
4.2.1.2. Viscosidade plástica ... 96
4.2.4. Espessamento ... 106
4.2.5. Filtrado ... 108
4.2.6. Resistência mecânica ... 110
5. CONCLUSÕES ... 114
SUGESTÕES PARA TRABALHOS FUTUROS ... 116
1. INTRODUÇÃO
O petróleo tem um papel importante na provisão da energia mundial, além de ser uma das principais matérias primas utilizadas em diversas indústrias químicas. No Brasil já ocupa o primeiro lugar dentro da matriz energética nacional. Não obstante, se observa uma realidade bastante preocupante no tocante à disponibilidade deste recurso energético. Por um lado, um aumento contínuo na demanda energética mundial e, por outro, o esgotamento das reservas de energia. Entretanto, o grande volume das reservas de óleo pesado justifica uma cuidadosa pesquisa no que se refere ao seu fator de recuperação. Reservatórios de óleos pesados e poços antigos geralmente apresentam baixa energia e conseqüente baixa produtividade. A recuperação térmica, particularmente a injeção de vapor, tem se mostrado eficiente para esses casos, tendo em vista que o calor reduz a viscosidade do óleo e facilita o seu deslocamento, porém de emprego restrito a reservatórios em terra, particularmente os arenitos relativamente rasos, espessos e permeáveis (Queiroz, 2006).
Nos poços da região Nordeste, em particular, nos campos de Mossoró-RN, o emprego da técnica de injeção de vapor faz com que operações de cimentações secundárias (correções na cimentação primária) sejam freqüentes, em função do surgimento de fissuras nas bainhas dos poços (Bezerra, 2006).
Como tentativa de solucionar este problema, vários materiais estão sendo pesquisados, visando melhorias no desempenho das propriedades da pasta de cimento Portland e no aumento da vida útil dos poços que passam por ciclagem térmica. Alguns desses materiais são cimentos alternativos, outros são caracterizados por adições ao cimento Portland, como é o caso das pastas de cimento com resíduos de borracha de pneus fora de uso. O baixo custo e a grande quantidade faz desse resíduo uma fonte em potencial de material a ser explorada. Das aplicações bem sucedidas desse resíduo, destaca-se a adição em cimentos asfálticos e em concretos convencionais de cimento Portland. Segre (1999), em seu trabalho com pastas de cimento com adição de resíduos de borracha de pneu para concreto, concluiu sobre a sua viabilidade técnica. A autora fez tratamento superficial do resíduo de borracha, com H2SO4 e com NaOH, constatando
significativas melhoras na aderência entre a pasta e a borracha e, conseqüentemente, melhora na resistência mecânica da pasta endurecida.
Utilizando resíduo de borracha de pneu, tratado superficialmente com NaOH, em pastas para cimentação de poços de petróleo sujeitos à ciclagem térmica, Vale (2007) também concluiu que, apesar da perda de resistência mecânica, os valores se encontram dentro da faixa de uso em poços de petróleo, além de apresentar significativo ganho de energia de fratura. Na composição das pastas, a autora usou resíduos de borracha passantes na peneira 14 mesh da ABNT e, com essa granulometria, a mesma não conseguiu realizar os ensaios de reologia.
de cimento, e o sucesso na cimentação depende desse controle. Segundo Lima (2004), somente se as propriedades da pasta são bem caracterizadas, a perda de carga e o regime de fluxo podem ser corretamente prognosticados.
Além do mais, o uso de resíduos de pneu em compósitos à base de cimento tem contribuído sobremaneira para a redução do impacto ambiental provocado pelos mesmos. O pneu fora de uso disposto incorretamente é um excelente meio para proliferação de epidemias. A sua disposição em aterros é inviabilizada pela baixa compressibilidade e lenta degradação. A queima a céu aberto libera enorme quantidade de fumaça negra (altamente nociva à saúde humana) e óleos tóxicos que penetram e contaminam solos e lençóis freáticos. Isto, por si só, justifica este trabalho como uma alternativa limpa de descarte para este material prejudicial à saúde humana e ao meio ambiente, como também pelas propriedades elásticas, resistência ao impacto e baixa massa específica da borracha de pneu, características estas muitas vezes desejadas em pastas de cimento.
Dessa forma, o objetivo geral deste trabalho é a caracterização das propriedades reológicas de pastas de cimento Portland contendo resíduos de borracha fina de pneu (passante na peneira 35 mesh da ABNT), pela análise dos parâmetros reológicos do modelo de Bingham (Viscosidade plástica e limite de escoamento) e do modelo de potência (índice de consistência e índice de comportamento), bem como da força gel. Também serão analisadas outras propriedades como: tempo de espessamento, estabilidade, formação de água livre, perda de filtrado e resistência mecânica.
Os objetivos específicos foram resumidos nos seguintes aspectos:
• Comparar o comportamento da pasta de referência com pastas contendo
resíduos de borracha de pneu nas proporções 5%, 7% e 10%, em relação às propriedades reológicas, estabilidade, tempo de espessamento, volume de filtrado e formação de água livre.
• Avaliar as propriedades de resistência à compressão, tração e energia de
2. REVISÃO BIBLIOGRÁFICA
2.1. Cimento Portland
O cimento Portland, fundamental para a construção civil, resulta da moagem de um produto denominado clínquer, obtido pelo cozimento até fusão incipiente da mistura de calcário e argila convenientemente dosada e homogeneizada, à qual é adicionada pequena quantidade de sulfato de cálcio (Thomas, 2001).
2.1.1. Processo de fabricação
O processo de fabricação do cimento Portland consiste, basicamente, em retirar o calcário da jazida, levá-lo ao britador para ficar em tamanhos menores e misturá-lo a argila. Em seguida, a mistura é levada a um moinho de bolas para gerar um pó bem fino denominado farinha de cru. Essa farinha é bombeada até os silos,
onde é feito o balanceamento nas proporções adequadas à produção do cimento por meio de peneiras. Após o processo de balanceamento, a farinha de cru é colocada em um forno rotativo até atingir cerca de 1450 ºC, temperatura necessária às reações químicas de formação do clínquer. Ao sair do forno, o clínquer é resfriado para manter as características físico-químicas do produto final e, logo após, o mesmo é moído juntamente com gesso, que age como retardador de pega. O resultado desta última moagem é o cimento pronto para ser comercializado, conforme ilustra a Figura 2.1 (Santos Júnior, 2006).
Figura 2.1 – Processo de fabricação do cimento Portland (Kihara & Marciano Jr, 2005).
Como os silicatos de cálcio são os principais constituintes do cimento Portland, a matéria-prima para sua produção deve fornecer cálcio e sílica em proporções adequadas. O cálcio é obtido de fontes naturais de carbonato de cálcio, como a pedra calcária, giz, mármore e conchas do mar, enquanto que a sílica é extraída de argilas e xistos argilosos.
2.1.2. Tipos de cimentos Portland
Tabela 2.1 – Exigências físicas e mecânicas dos diferentes tipos de cimentos Portland (ABCP, 2002).
A evolução da resistência média à compressão dos diferentes tipos de cimentos pode ser vista na Figura 2.2.
O API (American Petroleum Institute) padronizou os processos de fabricação e composição química do cimento em classes (de A a H), arranjadas de acordo com a profundidade de aplicação, pressão e temperatura às quais podem ser expostos (Tabela 2.2).
Tabela 2.2 – Classificação e características dos cimentos Portland (API SPEC, 2000; Nelson, 1990)
Classe API
Profundidade
de uso (m) Características
A até 1830 m - Similar ao ASTM tipo I
B até 1830 m
- Alta resistência aos sulfatos - Baixo teor de C3A
- Similar ao ASTM tipo II
C até 1830 m
- Alto teor de C3S e alta área superficial
- Alta resistência mecânica no início da pega - Similar ao ASTM tipo III
D até 3050 m
- Média e alta resistência aos sulfatos
- Moderada resistência a altas temperaturas e altas pressões
E até 4270 m
- Média e alta resistência aos sulfatos
- Alta resistência a altas temperaturas e altas pressões
F até 4880 m
- Média e alta resistência ao sulfato
- Alta resistência a temperaturas e pressões de altas profundidades
G até 2440 m
- Admite uso de aditivos para ajuste de propriedades
- Média e alta resistência aos sulfatos
H até 2440 m
- Admite aditivos para ajuste de propriedades - Média e alta resistência ao sulfato
2.1.3. Composição química
Os cimentos são, essencialmente, produzidos a partir de uma mistura de calcário e argila, tendo como componentes químicos principais os elementos constantes na Tabela 2.3 abaixo:
Tabela 2.3 – Componentes químicos principais do cimento Portland.
Componente Indicação Porcentagem
CaO (Cal) C 60% a 67%
2
SiO (Sílica) S 17% a 25%
3 2O
Al (Alumina) A 3% a 8%
3 2O
Fe (Óxido de Ferro) F 0,5% a 6%
Tabela 2.4 – Propriedades dos compostos principais do cimento Portland.
Compostos Fórmula
Química Símbolo
% no clínquer Propriedades ALITA (Silicato Tricálcico) 2 .
3CaO SiO C3S 50 a 65
- Endurecimento rápido - Alto calor de hidratação - Alta resistência inicial
BELITA
(Silicato Dicálcico)
2
.
2CaO SiO C2S 15 a 25
- Endurecimento lento
- Baixo calor de hidratação
- Baixa resistência inicial
CELITA (Aluminato Tricálcico) 3 2 .
3CaO Al O C3A 6 a 10
- Acelera a pega
- Alto calor de hidratação - Suscetível ao ataque de sulfatos
- Aumenta a retração e reduz a resistência final
FERRITA (Ferro Aluminato Tetracálcico) 3 2 3 2 . .
4CaO Al O Fe O
AF
C4 3 a 8
- Endurecimento lento - Não contribui para a resistência mecânica - Resistente a sulfatos e de coloração escura
CAL LIVRE CaO C 0,5 a 1,5
- Em elevadas quantidades provocam expansibilidade e fissuração
Geralmente, outros elementos secundários como
P e Mn Ti Cr K Na Mg Fe
Al, , , , , , , aparecem como impurezas sob a forma de soluções
sólidas. Além da cal livre (CaO) presente em clíqueres com alto teor de cal ou com
individualizado em clínqueres magnesianos: o MgO, também conhecido como
periclásio (Taylor, 1998). A Figura 2.3 exibe as principais fases mineralógicas contidas no clínquer:
Figura 2.3 – Microscopia da seção polida de um nódulo de clínquer (Campos et al., 2002)
2.1.4. Reações de Hidratação
O processo de hidratação do cimento não é totalmente entendido e, ainda assim, está sujeito a controvérsias. Análises por calorimetria mostram que as reações químicas, durante o processo de hidratação, ocorrem muito rapidamente nas primeiras quatro horas e continuam mais lentamente ao longo do tempo.
Tabela 2.5 – Principais produtos de hidratação do cimento Portland.
Fase Simbologia da
indústria do cimento
Massa específica ( / 3
cm
g )
Volume molar (cm3/mol)
Silicato de cálcio hidratado (tobermorita)
H S
C− − 1,85 124,0
Hidrato de cálcio
(Portlandita) CH 2,24 33,1
Etringita C6AS−3 H32 1,75 715,0
Monossulfato
12
4ASH
C
−
1,99 313,0
Hidrogranada C3AH6 2,52 150,0
Hidróxido de
Ferro FH3 2,20 95,2
A hidratação do cimento Portland depende de muitos fatores e as condições em que a mesma ocorre determina boa parte do comportamento à fissuração da pasta endurecida. A adição de sulfato de cálcio, que tem a função de controlar a pega do cimento, atua retardando a reação do C3A, fase que apresenta cinética
mais rápida. Quando em hidratação, o sulfato de cálcio forma uma película de etringita ao redor do C3A que funciona como uma blindagem, impedindo que o
mesmo se hidrate rapidamente. Com o tempo, a etringita se expande, a película se rompe e a água volta a entrar em contato com o sulfato de cálcio restante, até que este seja totalmente consumido, quando então a água irá reagir com o C3A gerando
Acredita-se que, ao se misturarem com água, os dois silicatos reagem formando o silicato de cálcio hidratado (C-S-H) ou gel de tobermorita (Figura 2.4 A), com liberação de cal na forma de Ca(OH)2, também conhecida como portlandita,
(Figura 2.4 B).
Figura 2.4 – (A) Micrografia eletrônica de varredura da morfologia da fase C-S-H, e (B) da fase Portlandita (Lima, 2004).
O processo de hidratação dos silicatos é exotérmico e acontece simultaneamente, entretanto a do C3S (Alita) é bem mais rápida que a do C2S
(Belita) e libera mais hidróxido de cálcio. Além disso, a rede cristalina formada
(A)
durante a hidratação desses compostos é que garante a resistência da pasta de cimento Portland (Nelson, 1990). O grande responsável pela resistência mecânica do cimento é o C-S-H que possui estrutura praticamente amorfa, Figura 2.4 A. Já a Portlandita (CH) possui morfologia bem definida, de forma cristalina e prismática, com tendência à forma hexagonal, como mostra a Figura 2.4 B. Este elemento pouco contribui para a resistência mecânica da pasta de cimento, mas tem grande influência no tempo de pega da mesma (Gomes, 2005).
A hidratação do C3A é muito importante para as condições reológicas durante
as primeiras horas. Este composto reage com o gesso hidratado evitando a pega instantânea, que prejudicaria as propriedades físicas da pasta de cimento. O resultado da reação do gesso com o C3A é a formação do sulfoaluminato insolúvel
(3CaO.Al2O3.3CaSO4.32H2O) com eventual formação de um composto metaestável
chamado de aluminato de cálcio hidratado, também conhecido como etringita, a qual se cristaliza com morfologia fibrosa com longas agulhas hexagonais, conforme ilustra a Figura 2.5 (Taylor, 1997).
Figura 2.5 – Micrografia eletrônica de varredura da Etringita (Lima,2004).
Além disso, existe a reação do ferroaluminato tetracálcico (C4AF) com o
dissociação do CaSO4 gerando íons de cálcio e sulfato, fazendo com que apenas
uma pequena parte do composto C3A se converta em etringita.
A problemática envolvida na hidratação do cimento Portland diante de temperaturas elevadas refere-se às mudanças de fase que ocorrem no C−S−H e
que são responsáveis pelo fenômeno da retrogressão de resistência. Para minimizar os efeitos da retrogressão de resistência, a indústria de cimentação de poços de petróleo adiciona sílica cristalina (até 40%) em substituição ao cimento, com o objetivo de incrementar a reação pozolânica (Metha e Monteiro, 1994).
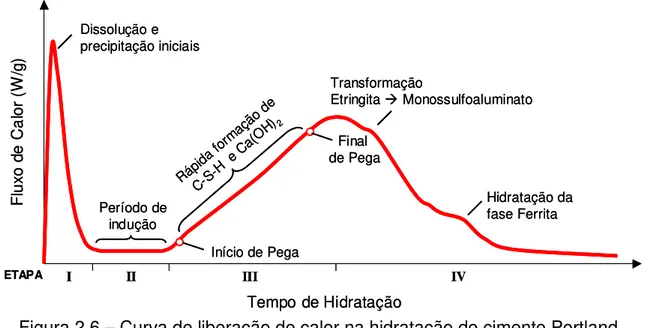
Em função do caráter eminentemente exotérmico das reações de hidratação do cimento, uma das maneiras mais usuais de acompanhar o desenvolvimento dessas reações tem sido através de medidas calorimétricas, nas quais se registra a quantidade de calor liberado em função do tempo de reação. A curva de liberação de calor em pastas de cimento Portland é composta basicamente por quatro etapas, ilustradas na Figura 2.6.
F lux o d e Ca lo r (W /g ) Dissolução e precipitação iniciais Período de indução
Início de Pega
Final de Pega Rápid
a for maçã
o de
C- S-He C
a(OH )2
Transformação
Etringita Monossulfoaluminato
Hidratação da fase Ferrita
ETAPA
Tempo de Hidratação
I II III IV
F lux o d e Ca lo r (W /g ) Dissolução e precipitação iniciais Período de indução
Início de Pega
Final de Pega Rápid
a for maçã
o de
C- S-He C
a(OH )2
Transformação
Etringita Monossulfoaluminato
Hidratação da fase Ferrita
ETAPA
Tempo de Hidratação
I II III IV
Figura 2.6 – Curva de liberação de calor na hidratação do cimento Portland (Quarcioni, 2008).
período de dormência. Em seguida (Etapa III), a liberação de calor começa a aumentar indicando a rápida formação de C-S-H (a partir do C3S) e hidróxido de
cálcio, com a ocorrência do início e final de pega. Na última etapa (Etapa IV) ocorre a formação do monossulfoaluminato a partir da etringita formada inicialmente e, após 24 horas ocorre a hidratação da fase ferrita.
2.2. O Petróleo
2.2.1. Generalidades
Sem qualquer sombra de dúvida o petróleo é, de longe, o mais importante combustível na sociedade industrializada deste século. Já era usado na antiga Mesopotâmia, há cerca de 5000 anos, como betume, em argamassa para construções. Por volta de 1850, seu uso na iluminação abriu caminho para sua exploração industrial. Hoje, mais da metade da quantidade total da energia que a humanidade produz vem do petróleo. Desse combustível fóssil podemos obter muitas das substâncias com as quais estamos acostumados hoje, como a gasolina de nossos carros e a grande variedade de plásticos que se tornaram sinônimo da nossa época.
Figura 2.7 – Esquema do Sistema Petrolífero com seus elementos (Hall, 2006).
Pela teoria mais aceita, o petróleo surgiu da decomposição orgânica em condições muito especiais. O acúmulo de camadas de materiais que se precipitam no fundo do mar origina bacias sedimentares. Enormes quantidades de plâncton, constituído de organismos vegetais e de minúsculos animais que flutuam na água e que morrem facilmente quando ocorre a mais leve mudança no seu ambiente, são depositados no fundo do oceano. Esses resíduos orgânicos são sucessivamente cobertos por diversos sedimentos. O peso crescente das diversas camadas produz um aumento cada vez maior da pressão e da temperatura. Ao mesmo tempo, ao longo de um período de milhões de anos, essa matéria orgânica é gradualmente decomposta por bactérias até se transformar em um fluido viscoso de carbono e hidrogênio denominado petróleo. Infiltrando-se por rochas porosas, o petróleo migra para regiões de menor pressão até atingir a superfície ou topar em uma camada impermeável. Bloqueado, o petróleo se acumula nos poros e fraturas das rochas sedimentares, de onde é extraído. O gás fica retido no alto do reservatório rochoso, com o óleo embaixo.
No começo só era possível explorar lençóis petrolíferos perto da superfície, mas, com a crescente demanda por combustível, teve-se a necessidade de descobrir outras maneiras de achar novos campos de petróleo, em profundidades bem maiores. A Figura 2.8 ilustra a evolução da tecnologia brasileira na exploração de petróleo em águas profundas.
Figura 2.8 – Evolução da tecnologia brasileira em águas profundas (Mansano, 2004).
2.2.2. Perfuração de poços
Através de movimentos de rotação e de peso transmitidos pela coluna de perfuração à broca, as rochas são perfuradas.
Figura 2.9 – Esquema de uma sonda de perfuração com os principais componentes (Thomas, 2001).
Figura 2.10 – Tipos de plataformas marítimas (Thomas, 2001).
2.2.3. Revestimentos de um poço
Figura 2.11 – Esquema de Revestimento de poços (Nascimento, 2006).
Revestimento Condutor: tem o objetivo de sustentar os sedimentos superficiais não consolidados. É o primeiro revestimento do poço, assentado a pequenas profundidades (10 m a 50 m).
Revestimento de Superfície: visa proteger os horizontes superficiais de água e previnir desmoronamento de formações não consolidadas. É assentado em uma profundidade maior que a do tubo condutor (100 m a 600 m).
Revestimento intermediário: tem a finalidade de isolar e proteger zonas de alta ou baixa pressão, zonas de perda de circulação, formações desmoronáveis, formações portadores de fluidos corrosivos ou contaminantes de lama. Sua faixa de profundidade de assentamento é bem vasta, variando de 1000 m a 4000 m.
Revestimento de Produção: tem a finalidade de permitir a produção do poço, suportando suas paredes e possibilitando o isolamento entre os vários intervalos produtores.
2.2.4. Cimentação de poços de petróleo
Para fixar a tubulação de revestimento e evitar a migração de fluidos entre as zonas permeáveis, geralmente o espaço anular entre a coluna de revestimento e as paredes do poço é preenchido com pasta de cimento. Após o endurecimento da pasta, o cimento deve ficar fortemente aderido à superfície externa do revestimento e à parede do poço nos intervalos previamente definidos.
2.2.4.1. Cimentação primária
Denomina-se cimentação primária a cimentação de cada coluna de revestimento, logo após a sua descida no poço. Seu objetivo básico é colocar uma pasta de cimento não contaminada em determinada posição no espaço anular, entre o poço e a coluna de revestimento, de modo a se obter fixação e vedação em todas as fases cimentadas do poço.
Figura 2.12 – Esquema de um poço com falhas na cimentação (Thomas, 2001)
Uma cimentação primária satisfatória está associada a uma boa aderência ao revestimento e à formação rochosa, além do preenchimento de todo o espaço anular. Antes do bombeamento da pasta de cimento, são feitos exames laboratoriais para garantir o sucesso na colocação da pasta no anular (Santos Júnior, 2006)
2.2.4.2. Cimentação secundária
Destina-se à correção da cimentação primária, quando esta apresenta falha. Se, por alguma razão, o topo do cimento não alcançar a altura prevista no espaço anular, pode-se efetuar uma recimentação, fazendo-se circular pasta de cimento por
trás do revestimento, através de canhoneios (perfurações realizadas no
revestimento). Quando não é possível a circulação da pasta, realiza-se a compressão de cimento ou squeeze, visando corrigir defeitos localizados na
cimentação primária ou sanar vazamentos na coluna de revestimento. Os tampões
são utilizados para o isolamento de zonas inferiores, para abandonos de poços e, às vezes, no processo de perfuração para combate de perda de circulação (Thomas, 2001).
Formações
Adjacentes
Bainha Cimentante
Revestimento exposto à formação com zonas de gás ou
sulfatos
2.2.5. Completação de poços
Técnicas de avaliação das formações são utilizadas para determinar a capacidade produtiva e o valor estimado de suas reservas de óleo e gás. Constatada a viabilidade econômica, após a perfuração segue-se o processo de completação, que consiste no conjunto de operações destinadas a equipar o poço para produzir óleo ou gás de forma segura e econômica durante toda a sua vida produtiva. A otimização da vazão de produção representa um dos aspectos técnicos mais relevantes a ser planejado na fase de completação. A fim de minimizar as necessidades de intervenções futuras na manutenção do poço e tendo em vista os altos custos envolvidos, essa etapa deve ser cuidadosamente planejada.
2.2.6. Elevação artificial do petróleo
Os métodos de elevação de petróleo são classificados como naturais ou artificiais. Na elevação natural os fluidos contidos no reservatório subterrâneo alcançam a superfície devido, exclusivamente, à energia contida no reservatório. Os poços que produzem desta forma são chamados de surgentes. Se a pressão do
2.2.7. Recuperação do petróleo
No processo de recuperação do petróleo de uma rocha-matriz, grande parte do óleo fica retida nos poros da rocha. Um valor numérico que expressa a ordem de grandeza de recuperação natural corresponde a cerca de 30 %. A produção de um poço tende a diminuir com o tempo tornando-se, às vezes, inviável economicamente. A indústria do petróleo vem desenvolvendo, há mais de meio século, métodos de recuperação dessa grande parcela que fica retida nas rochas.
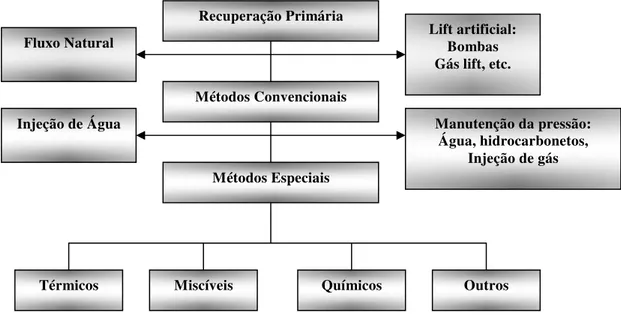
Os métodos de recuperação são classificados conforme esquema representado pela Figura 2.13, em: métodos convencionais e métodos especiais.
Figura 2.13 – Métodos de recuperação de petróleo.
Os métodos convencionais caracterizam-se pela injeção de um fluido, que pode ser água ou o próprio gás natural produzido, em um conjunto de poços que passarão a se chamar de poços injetores. Os poços injetores deixam de produzir passando a estimular a produção dos demais poços que continuam sendo poços produtores.
Recuperação Primária
Métodos Convencionais
Fluxo Natural Lift artificial: Bombas Gás lift, etc.
Métodos Especiais
Injeção de Água Manutenção da pressão:
Água, hidrocarbonetos, Injeção de gás
As baixas taxas de recuperação resultantes de um processo convencional de injeção de fluidos podem ser creditadas basicamente a dois aspectos principais: alta viscosidade do óleo do reservatório e elevadas tensões interfaciais entre o fluido injetado e o óleo. Essas duas situações definem a forma de atuação dos métodos especiais de recuperação, sendo o ponto de partida para a sua distribuição nas seguintes categorias: Métodos Térmicos, caracterizados pelo aumento da
temperatura da região produtora por meio da injeção de um fluido aquecido ou pela combustão in situ de gás natural; Métodos Miscíveis, caracterizados pela injeção de
fluidos (dióxido de carbono, gás natural, nitrogênio, etc.) que se misturam com o petróleo, provocando o seu arrasto para os poços produtores; Métodos Químicos,
caracterizados pela injeção de produtos (polímeros, tensoativos, microemulsões, soluções alcalinas, etc.) que interagem quimicamente com os hidrocarbonetos do petróleo resultando em um fluido relativamente homogêneo e de menor viscosidade que é arrastado com mais facilidade para o interior dos poços produtores (Thomas, 2001).
2.2.7.1. Métodos térmicos
A recuperação térmica, particularmente a injeção de vapor, tem sido aplicada com sucesso, considerando que o calor reduz a viscosidade do óleo facilitando o seu deslocamento, embora o seu emprego esteja restrito a reservatórios em terra, particularmente os arenitos relativamente rasos, espessos e permeáveis (Queiroz, 2006).
Inicialmente, os métodos térmicos objetivavam apenas o aumento do fluxo do óleo pela redução da sua viscosidade provocada pela injeção de calor. Os processos evoluíram e, hoje, vários métodos de recuperação são utilizados, dos quais destacamos: combustão in situ, que consiste no aquecimento do reservatório a
partir da combustão de parte do óleo ali existente; aquecimento eletromagnético que
se baseia na transformação da energia elétrica em energia térmica através da interação direta entre o campo eletromagnético e as partículas eletricamente sensíveis do meio (Costa, 1998); injeção de fluídos aquecidos que consiste no
vapor onde o vapor superaquecido injetado no reservatório forma um banco de
vapor que se condensa e transfere calor para o óleo, para a água e para a própria rocha.
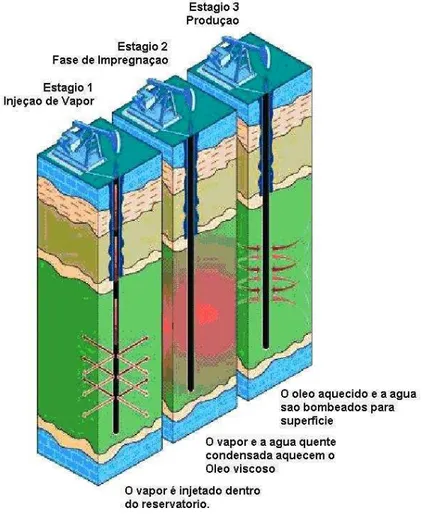
A injeção de vapor é um processo bastante apropriado para poços que apresentam óleo muito viscoso, como é o caso dos poços da bacia de Mossoró – RN, e apresenta dois modos de operação: cíclico e contínuo. O modo cíclico alterna fases de injeção e produção em um mesmo poço, enquanto no modo contínuo a injeção permanece em um mesmo poço injetor até os poços produtores vizinhos serem atingidos pelo banco de alta temperatura. Este método não é recomendado para formações muito profundas haja vista a grande perda de calor ao longo do poço, nem para reservatórios com altas saturações de água, uma vez que grande parte do calor seria consumido no aquecimento da água, sem nenhum benefício para a recuperação do óleo (Queiroz, 2006). As Figuras 2.14 e 2.15 ilustram, respectivamente, a injeção cíclica e contínua de vapor.
Figura 2.15 – Esquema da injeção contínua de vapor (Green e Willhite, 1998)
Esses poços são sempre cimentados na superfície e quando o calor é inicialmente injetado, o aumento da temperatura deve ser controlado para prevenir choque térmico inadequado, tanto no tubo de revestimento como na bainha de cimento. Contudo, por causa da expansão térmica, altos níveis de tensão são despertados na tubulação e na bainha de cimento. Cimentos resistentes a temperaturas elevadas e com baixa permeabilidade são os preferidos para estas situações (Bezerra, 2006).
Figura 4: Injeção de vapor.
Lavador de gás
Gerador de vapor
Unidade de separação e armazenamento dos fluidos produzidos (óleo, água e água)
Poço injetor
Vapor e água
condensada quente Água Banco de óleo
Água e óleo próximos a temperatura de
2.3. PNEUS
2.3.1. Generalidades
O látex natural é a matéria-bruta extraída da seringueira, principalmente do tipo Hevea brasiliensi, e um dos principais componentes do pneu. A partir da extração o látex poderá tornar-se uma borracha sólida após a evaporação ou ser preservada líquida para posteriormente tornar-se um artefato de borracha. A Figura 2.16 ilustra o processamento da borracha natural desde a sua extração até o embarque.
Figura 2.16 – Esquema do processamento da borracha natural (Borracha Atual, 2000).
A borracha natural possui uma grande reatividade química, tornando possível sua vulcanização por enxofre e aceleradores, por peróxidos e outros agentes vulcanizantes especiais, por radiações de grande energia, dentre outros. O mais comum é a vulcanização por enxofre devido à velocidade de vulcanização relativamente alta.
e roedores. A sua disposição em aterros é inviabilizada pela baixa compressibilidade e lenta degradação.
Outro problema relacionado à falta de controle quanto à disposição dos pneus é a possibilidade de incêndios nos locais de descarte. Uma vez iniciado um incêndio, sua extinção é dificultada devido ao elevado poder calorífico da borracha de pneu. Além disso, na combustão de pneumáticos há liberação de grandes quantidades de dióxido de enxofre (altamente nocivo à saúde humana) e de óleos tóxicos que podem contaminar o solo e o lençol freático, como pode ser visto na Figura 2.17.
(A) (B)
Figura 2.17 – (A) Fogo em amontoado de pneus durante o verão de 1999, em Stanislaus, EUA; (B) córrego de óleo liberado pela queima (Campos, 2006).
bilhões de unidades. No Brasil, o montante de pneus/ano colocados no mercado chega a 68 milhões (Santos et al., 2002).
O conselho nacional do meio ambiente – CONAMA, conseguiu em agosto de 1999, que o governo brasileiro oficializasse, através da resolução nº 258, publicada no diário oficial de 2/12/1999, uma destinação final de forma ambientalmente adequada e segura aos pneumáticos inservíveis dispondo, entre outras coisas, sobre a reciclagem e os prazos de coleta. Esta resolução proíbe a destinação final de pneus inservíveis em aterros sanitários, mar, rios, lagos ou riachos, terrenos baldios ou alagadiços e queima a céu aberto.
Estimativas indicam que, atualmente, o Brasil ainda possui um passivo ambiental de mais de 900 milhões de pneus e, apenas cerca de 50% desse total são descartados de forma adequada, enquanto os demais são descartados em campos, terrenos baldios, aterros sanitários, beiras de estradas ou córregos (ANIP, 2008).
2.3.2. Constituição do Pneu
Os pneus são constituídos de uma mistura de borracha natural e elastômeros com negro de carbono, que fornece resistência mecânica, durabilidade e resistência à radiação ultravioleta. A mistura é vulcanizada em temperaturas que variam entre 120 ºC e 160ºC, utilizando aceleradores (compostos de enxofre e zinco) e anti-oxidantes. Um fio de aço é embutido no talão que se ajusta ao aro da roda. No pneu radial, uma manta de tecido de nylon reforça a carcaça e a mistura é espalmada a uma malha de arames de aço entrelaçada nas camadas superiores (Andrietta, 2002).
Figura 2.18 – Partes componentes de um pneu. (http://www.rodasepneus.com.br)
• Carcaça: parte resistente do pneu que deve resistir à pressão ao peso e a
choques. Compõe-se de lonas de poliéster, nylon ou aço.
• Flancos: são constituídos de um composto de borracha de alto grau de
flexibilidade, dispostos lateralmente, com o objetivo de proteger a carcaça contra os agentes externos.
• Talões: são constituídos internamente por arames de aço de grande resistência,
tendo por finalidade manter o pneu fixo no aro da roda.
• Banda de rodagem: é a parte do pneu que entra em contato direto com o solo.
Oferece grande resistência ao desgaste devido à sua composição.
Um pneu típico para veículos de passeio, como por exemplo, o modelo P195/75R14, possui (Morilha, 2004):
2,50 kg de 30 diferentes tipos de borracha sintética; 2,05 kg de 8 tipos diferentes de borracha natural; 2,27 kg de 8 tipos de negro carbono;
0,68 kg de aço para o cinturão; 0,45 kg de poliester e nylon; 0,23 kg de arame de aço;
1,36 kg de 40 tipos diferentes de componentes químicos, ceras, óleos, pigmentos, etc.
2.3.3. Reciclagem
Do ponto de vista ambiental, a reciclagem desses resíduos seria a solução mais satisfatória, mas o pneu, por ser um material compósito, não é verdadeiramente reciclável, tornando impossível obter as matérias-primas iniciais a partir da reciclagem.
Algumas soluções utilizadas para dar um descarte adequado aos pneus inservíveis são: o co-processamento em fornos (indústrias de cimento) com o controle rigoroso dos gases de combustão; o processo da pirólise ou a moagem dos pneus, reciclando a borracha como matéria prima. No processo de moagem (Figura 2.19), os pneus são cortados e triturados em várias operações de separação dos diferentes materiais, obtendo-se borracha pulverizada ou granulada que irá ter diversas aplicações.
Figura 2.19 – Processo de moagem do pneu (Reschner, 2006).
Figura 2.20 – Representação do ciclo de destinação do pneu (http://www.institutoventuri.com.br/img)
É importante observar que, quando analisados os vários mercados para utilização da borracha de pneus inservíveis, atualmente, somente dois têm apresentado potencial para utilização de número significativo de pneus: o energético e o de misturas asfálticas. Entretanto, em alguns locais já existe o reaproveitamento de pneus como matéria-prima na construção de arrecifes para criação de espécies marinhas ou na confecção de tatames e tapetes de automóveis, ou ainda, como combustível na produção de cimento Portland.
2.4. Reologia: Aspectos conceituais
2.4.1. Generalidades
Na determinação das propriedades das pastas de cimento no estado fresco, utilizam-se métodos arbitrários e empíricos numa tentativa de simular situações reais. Para o estudo do comportamento dos aglomerantes no estado fresco, nada mais adequado do que a utilização do conceito de reologia.
O termo reologia, originado da palavra grega “rhein” que significa escorrer, foi utilizado por E. C. Bingham em 1929, no estudo da deformação e escoamento da matéria. Dessa forma, a reologia pode ser definida como a ciência que estuda o fluxo e a deformação dos materiais quando submetidos a uma determinada tensão ou solicitação mecânica externa.
No caso dos fluidos, a reologia está relacionada a um sistema de forças que faz com que os mesmos escoem. Portanto, para melhor compreensão, conceituaremos coesão, viscosidade e atrito interno que, conjugados, determinam a trabalhabilidade da pasta.
Coesão: definida como união ou aglutinação, está diretamente ligada aos constituintes mais finos, ou seja, à área específica dos sólidos. No estado endurecido da pasta, a coesão tem um significado de tensão e pode ser medida por meio de um ensaio de tração pura.
Viscosidade: está relacionada à velocidade de deformação de um corpo. A relação entre viscosidade e consistência é direta, ou seja, quanto maior a viscosidade, maior a consistência. Geralmente a viscosidade de materiais à base de cimento é diminuída por agitação, que provoca uma redução na coesão entre as partículas bem como no atrito interno do volume envolvido.
Atrito interno: está relacionado ao volume intersticial da pasta e seu teor de água e, principalmente, aos grãos mais grossos e sua distribuição na pasta.
A coesão e o atrito interno determinam o limite de escoamento, que
reduz, praticamente, à coesão. No caso das pastas de cimento, o limite de
escoamento expressa uma resistência à tração, entendida como uma variação na coesão devido à pega do aglomerante.
Nas pastas de aglomerantes, o primeiro parâmetro a considerar é sua granulometria. Caso seja descontínua, haverá grande compacidade entre as partículas, prejudicando o rolamento entre elas e resultando no aumento da viscosidade para uma quantidade fixa de água. Quanto mais contínua for a curva granulométrica, melhor as partículas se distribuem propiciando um melhor rolamento e, consequentemente, um aumento na fluidez da pasta com a mesma quantidade de água fixada.
Quando um fluido está em movimento, vários tipos de forças atuam sobre ele. Essas forças surgem devido o seu movimento (forças de convecção), devido à ação da gravidade (forças de campo) e devido aos gradientes de pressão e interações entre as moléculas do fluido (forças de superfície). Considerando um elemento de volume com a forma de um paralelepípedo e a resposta do material a uma força externa aplicada, se desenvolverá uma força interna agindo na mesma direção, mas em sentido contrário, denominada tensão (Figura 2.21).
A tensão é, portanto, uma força por unidade de área, expressa matematicamente por: A F A Δ Δ = → Δlim0
τ (1)
onde ΔF é a força que atua em uma área ΔA. Assim, todas as forças que atuam em
um fluido estão relacionadas à tensão. Ao considerar que tanto a força quanto a
área na qual esta força é aplicada são grandezas vetoriais, pode-se definir tensão de
forma mais rigorosa, associando um escalar a uma direção para obter-se um tensor
tensão ⎠ ⎞ ⎜ ⎝
⎛=
τ , definido por:
F→ =n−.τ= (2)
onde F→ é o vetor força e
−
n é o vetor unitário normal à superfície onde a força é
aplicada. O tensor tensão representa as tensões em um elemento de fluido sem considerar a pressão hidrostática ou termodinâmica atuando no elemento. Cada componente do vetor força está associada a uma direção. Dessa forma, em coordenadas cartesianas, o tensor tensão tem nove componentes, usualmente representados na forma de matriz por:
⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎣ ⎡ = = = zz zy zx yz yy yx xz xy xx ij
τ
τ
τ
τ
τ
τ
τ
τ
τ
τ
τ
(3)As componentes do tensor tensão τij, com i= j, são denominadas
componentes normais de tensão (tensões normais). Já as componentes τij, com
j
i≠ , são chamadas componentes de cisalhamento (tensões de cisalhamento) e
atuam na direção paralela a uma dada face do elemento do fluido. O tensor tensão possui a propriedade de simetria, ou seja, τij =τji. Assim, para se determinar o
Quanto à deformação, a partir de uma análise física pode-se dizer que a mesma está associada à mudança de posições relativas das partes de um corpo (Figura 2.22).
Figura 2.22 – Deformação: (A) rotação sem deformação; (B) deformação por cisalhamento; (C) deformação por elongação (Bretas & D’ávila, 2000).
A deformação de um corpo pode ser arbitrariamente dividida em dois tipos: elasticidade ou deformação espontaneamente reversível, e escoamento ou deformação irreversível (Van Wazer et al., 1966). O trabalho empregado na deformação de um corpo perfeitamente elástico é recuperado quando o corpo retorna à sua forma original, enquanto que o trabalho empregado na manutenção do escoamento é dissipado na forma de calor, não sendo recuperado mecanicamente (Schramm, 2006). Assim, a elasticidade corresponde à energia mecanicamente recuperada e o escoamento à conversão da energia mecânica em calor.
(Figura 2.23). É possível medir o esforço necessário para manter constante a velocidade da placa móvel como função da velocidade de deformação.
Figura 2.23 – Ilustração de um fluido cisalhado entre placas paralelas (Schramm, 2006).
A velocidade de escoamento é máxima na camada superior e diminui à medida que atravessa o corpo-de-prova, até se anular na camada ligada à placa estacionária.
Do ponto de vista reológico, as propriedades mecânicas de todos os materiais são descritas em termos de contribuições elásticas, viscosas e inerciais (Van Wazer et al., 1966). A deformação elástica é definida de maneira elementar como uma deformação relativa, enquanto a deformação viscosa é expressa em termos de taxa de cisalhamento.
Fisicamente, a viscosidade nada mais é do que a velocidade de deformação de um corpo, ou seja, um indicativo da coesão entre as moléculas que constituem as lâminas adjacentes de um fluido. Matematicamente, a mesma pode ser entendida como a relação entre a tensão de cisalhamento e a taxa de cisalhamento de um material, ou seja:
γ τ
µ = =
to cisalhamen de
taxa
to cisalhamen de
tensão
(4)
constante. O gradiente de velocidade é denominado de taxa de cisalhamento e é definido como um diferencial da velocidade pela distância (Schramm, 2006).
2.4.2. Classificação dos fluidos
De maneira geral, os fluidos podem ser classificados de acordo com a relação entre tensão de cisalhamento aplicada e taxa de cisalhamento, pois ao submetê-los a qualquer tensão externa, eles se deformam continuamente até encontrar uma barreira física capaz de impedir seu escoamento (Pandolfelli et al., 2000). No diagrama da Figura 2.24 observa-se a classificação dos fluidos em Newtonianos e não Newtonianos.
Figura 2.24 – Classificação dos fluidos segundo seu comportamento reológico.
2.4.2.1. Fluidos Newtonianos
São considerados fluidos Newtonianos aqueles que apresentam uma relação
constante entre tensão cisalhante e taxa de cisalhamento, independente da deformação e do tempo, isto é, a tensão de cisalhamento é diretamente proporcional à taxa de cisalhamento (τ ∝γ ), cuja constante de proporcionalidade
( )
µ
éviscosidade para um escoamento unidimensional (lei de Newton), ela é dada pela Equação (4).
As curvas de fluxo mostram como a tensão cisalhante varia em função da taxa de cisalhamento, e esta define o comportamento reológico dos fluidos viscosos, sendo que a equação matemática entre essas variáveis é conhecida como equação de fluxo. Os fluidos viscosos podem, ainda, ser caracterizados através da relação entre a viscosidade e a taxa de cisalhamento, relação esta conhecida como curva de viscosidade (Machado, 2002).
No caso de fluidos Newtonianos, sua curva de fluxo é uma linha reta que passa pela origem do sistema e tem uma inclinação cujo inverso é igual ao coeficiente de viscosidade (Figura 2.25 A), enquanto a curva de viscosidade é uma reta paralela ao eixo das taxas de cisalhamento (Figura 2.25 B). Desta forma, para um fluido Newtoniano, um ensaio que mede apenas um dos parâmetros reológicos é suficiente para a caracterização do seu comportamento ao escoamento (Tattersall, 1983). A água, os solventes, os óleos minerais, as soluções muito diluídas, etc., são exemplos de fluidos Newtonianos.
2.4.2.2. Fluidos não-Newtonianos
Ao contrário dos fluidos Newtonianos, muitos outros (fluidos não-Newtonianos) não podem ter seu comportamento descrito adequadamente por relações lineares e independentes do tempo.
São caracterizados como fluidos não-Newtonianos aqueles cuja relação entre
tensão de cisalhamento e taxa de cisalhamento não é linear, isto é, a viscosidade de um fluido não-Newtoniano não é constante sob uma dada temperatura e pressão, mas dependente da taxa de cisalhamento (Tattersall, 1983). Tais comportamentos são ilustrados por curvas de escoamento (Figura 2.27) que não correspondem a linhas retas passando pela origem do sistema e cujas propriedades de escoamento não podem ser caracterizadas por uma única constante.
Os fluidos não-Newtonianos são classificados, de acordo com o seu
comportamento, em: fluidos independentes do tempo cuja taxa de cisalhamento, em
qualquer ponto, é função apenas da tensão de cisalhamento naquele ponto; fluidos
dependentes do tempo, cuja relação entre tensão de cisalhamento e taxa de
cisalhamento depende do tempo em que o fluido foi cisalhado; fluidos viscoelásticos,
que apresentam características tanto de sólidos quanto de líquidos e que exibem recuperação elástica parcial após a deformação.
a) Fluidos Independentes do Tempo
Figura 2.26 – Curvas de fluxo para fluidos independentes do tempo.
Fluidos Plásticos de Bingham: Trata-se de fluidos que possuem uma pequena rigidez que lhes permitem resistir a esforços de corte sempre que estes não superam a um limite, porém escorrem facilmente quando estão submetidos a esforços grandes. Como exemplos destes tipos de fluidos podemos citar: a massa de pão, a pasta de dentes, a manteiga, a gelatina e alguns barros e suspensões.
Fluidos Pseudoplásticos: Nestes fluidos, a tensão decresce com a taxa de cisalhamento, havendo menor resistência ao fluxo para esforços maiores, ou seja, o fluido escorre mais facilmente quanto maior é o esforço. A maioria das suspensões, os barros, muitas soluções de polímeros e o sangue se comportam desta maneira.
b) Fluidos Dependentes do Tempo
Até aqui temos suposto, implicitamente, que a uma dada velocidade de deformação corresponde um esforço cujo valor se mantém constante, ou seja, a relação entre tensão e deformação não depende do tempo. Isto ocorre para muitos fluidos, mas nem sempre é assim. Como pode ser visto na Figura 2.27, o esforço e, portanto, a viscosidade pode tanto crescer como decrescer com o tempo, à medida que o fluido é submetido a uma taxa constante de deformação, e tais mudanças podem ser reversíveis ou irreversíveis.
Figura 2.27 – Curvas de viscosidade com taxa de cisalhamento constante (Machado, 2002).
escoamento. Quando o movimento termina e o fluido fica novamente em repouso, pode acontecer que ao fim de certo tempo o fluido recupere suas propriedades iniciais, caso em que as mudanças produzidas pelo movimento são reversíveis.
Fluidos Tixotrópicos: São fluidos cuja consistência depende tanto da duração do cisalhamento quanto da taxa de cisalhamento. Apresentam diminuição de viscosidade aparente com o tempo sob taxa de cisalhamento constante, ou seja, tornam-se mais fluidos com o aumento do tempo de escoamento sob condições de estado estacionário. Adquirem um estado semi-rígido quando estão em repouso e voltam a adquirir um estado de fluidez quando em movimento. Compreendem soluções de polímeros, tintas, suspensões, argilas, produtos alimentícios, cosméticos, etc.
A tixotropia ocorre, invariavelmente, em fluidos pseudoplásticos, ou seja, todos os fluidos tixotrópicos são também pseudoplásticos, ainda que a recíproca não seja verdadeira, pois existem fluidos pseudoplásticos cuja viscosidade independe do tempo.
c) Fluidos Viscoelásticos
Os efeitos da elasticidade e da viscosidade são observados na maioria dos materiais sob circunstâncias apropriadas e, caso esses efeitos não sejam posteriormente complicados pelo comportamento dependente do tempo, diz-se que esses materiais são viscoelásticos (Tanner, 1988). São considerados materiais viscoelásticos aqueles que apresentam, ao mesmo tempo, características tanto de materiais sólidos como de materiais líquidos (Bretas e D’ávila, 2000).
Figura 2.28 – Ilustração comparativa dos vários tipos de fluidos (Kiryu, 2003).
2.4.3. Modelos reológicos
Modelos reológicos são equações matemáticas que descrevem a relação entre a tensão de cisalhamento e a taxa de deformação de um fluido. A Tabela 2.6 apresenta alguns dos modelos encontrados na literatura.
Tabela 2.6 – Modelos reológicos dos fluidos.
Modelo Equação Parâmetros
Newton τ =µγ Viscosidade dinâmica
( )
µ
Bingham ou Plástico
Ideal τ =µaγ +τL
Viscosidade Plástica
( )
µaLimite de Escoamento
( )
τ
LOstwald ou Potência
( )
nK γ τ =
Índice de Consistência
( )
kÍndice de Comportamento
( )
nHerschell-Buckley
τ
=( )
γ
+τ
0n
K K, n e τ0
Casson
(
)
( )
210 2 1 2 1 τ µ
τ = ∞ +
µ
∞e τ0Robertson-Stiff
(
)
ba
γ
γ
0τ
= + a, b e γ2.4.3.1. Modelo de Bingham
Um fluido binghamiano descreve uma curva representada por uma linha reta que intercepta o eixo tensão de cisalhamento num ponto denominado tensão de escoamento (limite de escoamento) e corresponde à tensão mínima que deve ser excedida para que ocorra escoamento. Quando submetidos a valores de tensão inferiores à tensão de escoamento, tais fluidos se comportam como sólidos elásticos rígidos (Pandolfelli et al, 2000).
Bingham estudou o escoamento de soluções coloidais através de condutas cilíndricas, tendo verificado que o escoamento da solução só ocorria quando as tensões de corte (
τ
) excediam um valor crítico (τ0), a partir do qual a taxa dedeformação ao corte (γ. ) variava linearmente com a tensão (
τ
).Figura 2.29 – Representação gráfica do modelo de Bingham (Ferraris, 1999).
Quando submetidos a uma tensão inferior a τ0, os fluidos binghamianos só
escoam na forma de fluxo tampão. Dessa forma, Bingham propôs um modelo
traduzido pela expressão: