PRODUCTION OPTIMIZATION USING AGENT-BASED SYSTEM
Texto
Imagem
Documentos relacionados
The iterative methods: Jacobi, Gauss-Seidel and SOR methods were incorporated into the acceleration scheme (Chebyshev extrapolation, Residual smoothing, Accelerated
Até o final do mandato do Presidente Figueiredo, apenas 20 empresas estatais passaram ao controle da iniciativa privada (Tabela 1) - representando uma modesta arrecadação de
The probability of attending school four our group of interest in this region increased by 6.5 percentage points after the expansion of the Bolsa Família program in 2007 and
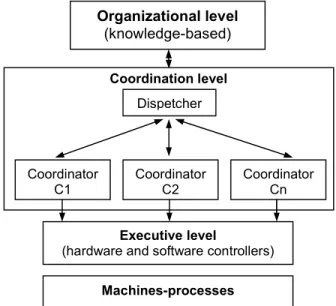
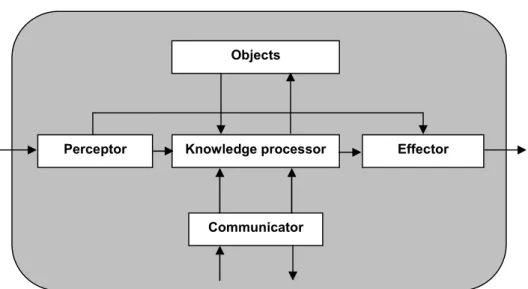
In order to facilitate the development of agent based control applications for distributed manufacturing systems it is important to have standard mechanisms and protocols to
This paper presents the state-of-the-art in intelligent and distributed manufacturing control systems using emerging para- digms, such as multi-agent systems and holonic
6% dos indivíduos com NF1 desenvolvem hiperten- são arterial, sendo que causas secundárias de HTA, como doença renovascular (estenose da artéria renal secundária a
The present study had the aim of finding out about production systems and parasite control in dairy farms in the northwestern region of the state of São Paulo, with emphasis
In Argentina, there are periodic ILT outbreaks, especially in areas with high density of industrial poultry farms with poor management and biosecurity measures, in farms that
