EXPERIMENTAL ESTIMATION OF
TOOL WEAR AND CUTTING
TEMPERATURES
IN MQL USING CUTTING FLUIDS
WITH CNT INCLUSION
S.NARAYANA RAO
Dept. of Industrial Production Engg., GIT, GITAM University,
Visakhapatnam, India.
Dr.B.SATYANARAYANA
Dept. of Mechanical Engg., AU College of Engineering,
Andhra University, Visakhapatnam, India
Dr.K.VENKATASUBBAIAH Dept. of Mechanical Engg., AU College of Engineering,
Andhra University, Visakhapatnam, India
Abstract:
Machining often witnesses frequent interruption caused by friction and heat. Cutting fluids are being used in machining for centuries to counter the effects of friction and temperatures. However, because of many disadvantages, MQL has emerged. MQL demands fluids with high performance. This work tries to estimate tool wear and cutting temperatures while using cutting fluids, prepared with carbon nano tube (CNT) inclusion.
Keywords: Machining; cutting fluids; carbon nano tube; MQL.
1. Introduction
In the contemporary scenario of cutthroat competition, the quality and economy are the buzzwords of any industry. However, the long idle times and overheads associated with the production processes prevent achieving the goal. Machining, being a major manufacturing process, contributes to the majority of the products’ cost. Economy of machining is affected by the frequent interruptions during tool change as cutting tool wears, thus prolonging the production times and increasing the cost of product. Of all the parameters, cutting temperatures and cutting forces are found to affect tool wear the most. Hence, it has constantly been the drive to device techniques for reducing friction and temperatures associated with metal cutting. Among such methodologies, application of cutting fluids is prominent (Shaw, 2004).
With several limitations of cutting fluids, the search for substitutes is underway (Byers, 1994). This has given rise to Minimum Quantity Lubrication (MQL) where a bare minimum quantity of the fluid is employed. Since high cooling is to be achieved with minimum quantity of the fluid, the coolant needs to be of high thermal conductivity (Srikant et al., 2009 & Krishna et al., 2010). Nanofluids have emerged as a promising solution to this problem. Nanofluids are engineered colloidal suspensions of nanoparticles (1-100 nm) in a base fluid (Das S.Narayana Rao et al. / International Journal of Engineering Science and Technology (IJEST)
et al., 2008). The use of nanofluids as coolants in radiators and other applications is under study. The applicability of the fluids as coolants is mainly due to the enhanced thermal conductivity of the fluids due to the solid particle inclusion.
In the present work, cooling abilities of the fluid are assessed by the carrying out machining tests using the fluids with and without nanoparticles (carbon nano tube) inclusion. Carbon nano tubes (CNT) were chosen due to their unique properties (Reich et al., 2004). To estimate the cutting tool temperature, machining is carried out. Cutting conditions are selected considering the chosen workpiece material and tool combination besides the machine tool available in the laboratory for conducting experiments.
2. Experimentation
Cutting fluids are popularly used in machining. However, the use of cutting fluids with nano particle inclusion is not much reported in literature. In order to arrive at a decision on effectiveness of the cutting fluids with nano particle inclusions, it is necessary to investigate on the properties of the fluids, their machining performance.
In the present work, cutting fluids with varying CNT content are formulated and used in machining. Cutting forces, cutting temperatures, surface finish of the samples and tool wear are measured during the machining tests under constant cutting conditions using HSS and cemented carbide tools. Cutting parameters are selected based on the tool manufacturer’s (Sandvik) recommendations for workpiece material and tool combination. Selected cutting parameters are:
Fig. 1 Experimental set up on PSG-124 lathe
Average cutting speed = 102 m/min
Feed = 0.44 mm/rev
Depth of cut = 0.5 mm.
Machining is carried out using the formulated cutting fluids and only water as coolants in addition to dry machining (Venkatesh and Chandrasekaran, 1982). Cutting temperatures were measured using embedded thermocouple technique. Tool wear is measured at regular intervals using an optical projector. Experimental set-up is shown in Fig. 1.
3. Results and Discussions
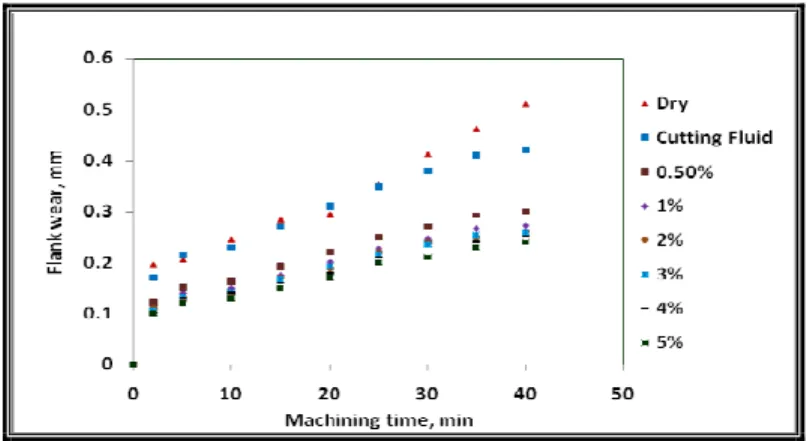
The progress of tool wear with machining time is shown in Figs. 2 & 3 for HSS and cemented carbide tools respectively. It may be observed from the results that initially tool wear is rapid and gets stabilized with progress in machining time.
S.Narayana Rao et al. / International Journal of Engineering Science and Technology (IJEST)
Fig. 2 Progress of tool flank wear with machining time for HSS tool
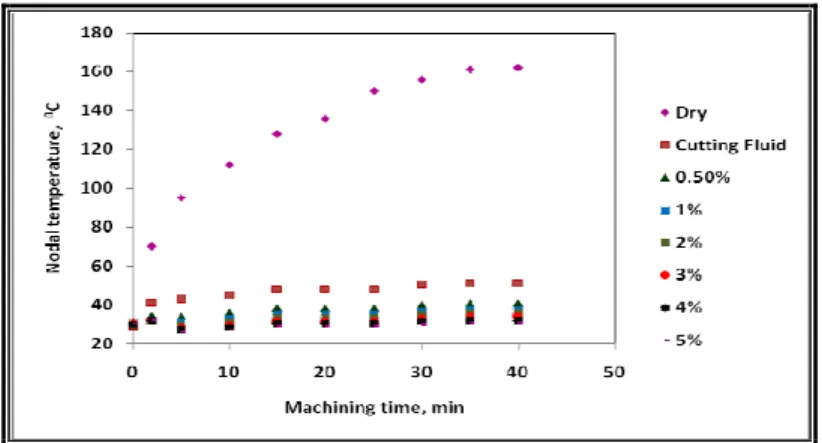
The prime function of a cutting fluid is to act as a coolant in machining. In order to estimate the performance of the cutting fluids with varying emulsifier content, machining was carried out in the present work employing all the cutting fluids. To draw a comparison, machining was done with water as coolant and without application of any coolant. Nodal temperatures at a point on the tool nearer to the tip were recorded while machining under different lubricating conditions and dry machining were recorded. The results are presented in Figs. 4 & 5.
Fig. 3 Progress of tool flank wear with machining time for cemented carbide tool
Fig. 4 Variation of nodal temperatures with machining time while using HSS tool
S.Narayana Rao et al. / International Journal of Engineering Science and Technology (IJEST)
Fig. 5 Variation of nodal temperatures with machining time while using cemented carbide tool
Higher nodal temperatures were observed in carbide tools compared to HSS tool during dry machining. Nodal temperatures increase initially and stabilize over time as the tool attains steady state. Nodal temperatures decreased with increase in CNT content but not much change is observed beyond 2% inclusion. This may be attributed to the similar trend in tool wear that drastically influences tool temperature. Further, similar changes in thermal conductivity of the fluids contribute to the results.
4. Conclusions
The performance and effectiveness of fluids in machining is the prime concern. In the present work, machining of AISI 1040 was carried out using HSS and carbide cutting tools. Several parameters were measured to determine the effectiveness of the fluids as lubricants and coolants.
Nodal temperatures that represent the cooling capabilities of the fluid decrease with CNT content. But, the change is less beyond 2% CNT inclusion, corresponding to the change in thermal conductivity.
Tool wear decreases with increase in emulsifier content. But as both the parameters are affected by cutting forces and temperatures, their trend has an influence. Tool wear decreases rapidly up to 2% inclusion and rate of change remains constant at higher percentages.
References
[1] Milton C. Shaw, "Metal Cutting Principles", 2nd
Edition, Oxford University Press, USA, 2004. [2] Jerry P. Byers, "Metalworking Fluids", 1st
Edition, CRC, USA, 1994.
[3] R.R.Srikant, D.Nageswara Rao, M.Siva Subrahmanyam, P.Vamsi Krishna, “Determination of Required Quantity of Nano Cutting Fluids for Optimized Lubrication using Artificial Intelligence”, International Journal of Production and Quality Engineering, Vol. 1 (1) (2010) 1-6.
[4] P. Vamsi Krishna, R.R. Srikant, D. Nageswara Rao, “Experimental investigation on the performance of nanoboric acid suspensions in SAE-40 and coconut oil during turning of AISI 1040 steel”, International Journal of Machine Tools & Manufacture 50 (2010) 911– 916.
[5] Sarit K. Das, Stephen U. Choi, Wenhua Yu and T. Pradeep “Nanofluids: Science and Technology”, Wiley-Interscience, USA, 2008. [6] Stephanie Reich, Christian Thomsen, Janina Maultzsch, "Carbon Nanotubes: Basic Concepts and Physical Properties”, Wiley, USA,
2004.
[7] Venkatesh, V.C, Chandrasekaran, H, “Experimental Methods in Metal Cutting”, Prentice-Hall of India Pvt. Ltd, 1982.
S.Narayana Rao et al. / International Journal of Engineering Science and Technology (IJEST)