This work presents a study about the viability of possible CO2 emissions reductions scenarios for the cement manufacturing through the imple-mentation of Clean Development Mechanisms (CDM) associated with the partial replacement of cement by sugar cane bagasse ash (SCBA). Studies on the thermal, chemical and mechanical behavior of concretes containing 5 to 20% of ash indicated that there is improvement on the performance of all analyzed properties and that the ash can be used as admixture on the cement manufacturing. The CO2 emissions of two hy-pothetical scenarios of CDM Project implementation in the state of São Paulo through this technology were evaluated based on the oficial and applicable methodology. The results show that there are emission reductions on both scenarios, even for the most unfavorable, evidencing the possibility of obtaining negotiable carbon credits.
Keywords: clean development mechanisms, CO2 emissions, sugar cane bagasse ash, carbon credits.
Este trabalho apresenta um estudo sobre a viabilidade de possíveis cenários de redução de emissão de CO2 na fabricação de cimento através da implementação de projetos de Mecanismo de Desenvolvimento Limpo (MDL) associados à substituição parcial de cimento por cinza do ba-gaço de cana de açúcar (CBCA). Estudos sobre o comportamento térmico, químico e mecânico de concretos com 5 a 20% de cinza indicaram que existe melhora no desempenho de todas as propriedades analisadas e que a cinza pode ser usada como aditivo na fabricação de cimento. As emissões de CO2 de dois cenários hipotéticos de implementação de projeto de MDL através desta tecnologia no estado de São Paulo, com base na metodologia oicial aplicável, foram avaliadas. Os resultados demonstram que existem reduções de emissões em ambos os cenários, inclusive para o mais desfavorável, evidenciando a possibilidade de obtenção de créditos de carbono negociáveis.
Palavras-chave: mecanismos de desenvolvimento limpo, emissão de CO2, cinza do bagaço de cana de açúcar, créditos de carbono.
Evaluation of partial clinker replacement by sugar cane
bagasse ash: CO
2
emission reductions and potential for
carbon credits
Avaliação da substituição parcial de clínquer por
cinza de bagaço de cana: redução de emissão de CO
2
e potencial de créditos de carbono
E. M. R. FAIRBAIRN a
T. P. DE PAULA a
G. C. CORDEIRO b
B. B. AMERICANO c
R. D. TOLEDO FILHO a
a Civil Engineering Program, COPPE, Universidade Federal do Rio de Janeiro, [email protected], [email protected], CT-Ilha do Fundão, 21945-970,
Rio de Janeiro-RJ, Brazil;
b Civil Engineering Laboratory, Science and Technology Center, Universidade Estadual do Norte Fluminense Darcy Ribeiro, [email protected],
Av. Alberto Lamego, 2000, 28013-602, Campos dos Goytacazes - RJ, Brazil;
c FBDS – Fundação Brasileira para o Desenvolvimento Sustentável, Rio de Janeiro, RJ, [email protected].
Received: 26 Mar 2010 • Accepted: 20 Jan 2012 • Available Online: 02 Apr 2012
Abstract
1. Introduction
Until the early 70’s, most development projects such as dams, roads, buildings and industrial installations which require large quantities of raw materials, such as steel, cement, among oth-ers accounted only the economic beneit / cost rate. As a re-sult of this development model it has emerged an increas-ing environmental degradation caused by impacts from human activities. The production of cement, for example, is an activity that emits large amounts of gas which are capable of enhanc-ing the greenhouse effect, as carbon dioxide (CO2). The result of these various negative interferences aroused public opinion and led several intearnational organizations to consider an es-sential paradigm changing, where it should be pursued more en-vironmentally friendly means of development. One can refer to the reports generated by the Club of Rome regarding the various forms of world development, conferences such as the Stockholm Convention in 1972, the creation of UNEP (United Nations En-vironment Programme) in 1980, the Brundtland Commission, in 1987, where one has coined the concept of sustainable develop-ment. The summits of Rio 92 and its subsequent edition in 2002, Rio +10, held in Johannesburg, South Africa, sought to
formal-ize the commitment of countries to put into practice sustainable development.
1.1 Climate change
Some of the main themes discussed in Rio 92 and Rio +10 are the cli-mate change and ways to prevent dangerous anthropogenic interfer-ence with the climate system. The main scientiic evidinterfer-ences of these phenomena had already been addressed in reports drawn up by the IPCC (Intergovernmental Panel on Climate Change), created in 1988. Linked to UNEP and WMO (World Meteorological Organization), the IPCC consists of a network of scientists from over 130 coun -tries that aims to transform the scientiic knowledge of the interna-tional community on recommendations for government policies. In its irst report, the IPCC suggested the establishment of a political negotiation instance, the UNFCCC (United Nations Framework Convention on Climate Change), which was then created in 1990. In its second report, in 1995, the IPCC has shown that there is an intensiication of global warming (Figure 1) due to excessive emis -sion of greenhouse gases from human activities, such as methane (CH4), nitrous oxide (N2O), luorine gases (HFCs, PFCs, SF6) and especially carbon dioxide (CO2).
Figure 1 – Global warming: naturally existing greenhouse gases trap the part of the solar radiation
that is reflected by the Earth in the form of heat. Released by man, additional greenhouse
ing the burning of lime for the production of clinker and the burn-ing of fossil fuels. The main additives commonly used are ly ash, gypsum, blast furnace slag and limestone iller.
Like the cement industry, the sugar cane industry, currently under a great expansion process, driven by growing demand for alterna-tive fuels like ethanol, also igures as a strategic sector in the eco-nomic and environmental global scenario, having been produced about 730 million tons of sugar cane in the 2010 crop, respond-ing the southeast for about 70% of the total [4]. The sugar cane produced in Brazil serves as raw material for the production of sugar and ethanol, generating about 190 million tons of bagasse. Almost the entire bagasse generated on the sugar cane mills has been burned for biomass energy harnessing through cogeneration power plants, a process in which the inal residue is the bagasse residual ash. It is estimated that about 4.5 million tons of SCBA are generated at each crop in Brazil [5].
Within this context, recent researches on the performance of ba-gasse ash in concrete has been developed in the Laboratory of Structures at COPPE/UFRJ, based on studies of the rheological, thermal and mechanical properties and also associated with dura-bility. The results obtained [5-9] show that there is great potential for use of SCBA as pozzolan in cement production. Additionally, because of the ash biomass origin, which burning does not contrib-ute to the intensiication of the greenhouse effect, the replacement of clinker with ash allows the reduction of CO2 emissions into the atmosphere. One identiies, therefore, a promising scenario for the deployment of CDM, especially in the southeast region of Brazil, through the use of a sugar cane industry residue in the cement industry, both heavily present in this region.
1.4 Objectives
This work aims to quantify the reduction of CO2 emissions arising from the partial replacement of Portland cement by SCBA and as-sess the possibility of implementing a CDM.
1.5 Justiication
In view of that the cement industry is responsible for approximately 5% [10] of global CO2 emissions, the search for cleaner production
technologies capable of absorbing a residue which is largely gen-erated in another industry and providing inancial gains, reveals a quite promising ield of research and development. In this sense, the Laboratory of Structures of COPPE/UFRJ has researched the use of cementitious materials with new perspectives on dosage and composition, where the use of SCBA with pozzolanic potential, in the partial replacement of cement, has shown the best mechani-cal performances and potential for CO2 emission reductions in the production of cement.
2. Feasibility of SCBA as an additive
in cement
The SCBA, for being rich in amorphous silicon dioxide, can be used as pozzolan in cement manufacturing. Silica present in ash comes mainly from the epidermis of plant cells, through the absorption of monosilicic acid (H4SiO4) from the soil, and residual sand that sometimes is not entirely removed on the sugar cane washing pro-cess and is jointly burned with bagasse in steam boilers [6].
1.2 The Kyoto protocol and its mechanisms
On the basis of this evidence and within the framework of the UN-FCCC, was drawn up in 1997 in the city of Kyoto in Japan, a Pro -tocol whose main guideline would be the establishment of binding targets of greenhouse gases emissions of developed countries, so-called Annex I countries, in 5.2% compared to 1990 emissions, for the period of 2008 to 2012.
The developing countries, or non-Annex I, within which Brazil is classiied, have not contributed with signiicant emissions due to lower industrial activity and consumption over the last 150 years. Therefore they would be exempt from emission reduction commit-ment, but could contribute with the Protocol in other ways. In order to create alternatives for emissions reductions to be more lexible, the Protocol provides three mechanisms: Emissions Trad-ing, where developed countries with unused emission quotas can sell their quota for countries that have exceeded their targets for the reduction; Joint Implementation, where countries with reduc -tion targets can buy ERUs (Emission Reduc-tion Units) of other countries with targets that have implemented emission reduction projects and want to sell these credits; and CDM (Clean Devel-opment Mechanisms), where a country with targets can invest in emission reduction projects in developing countries, acquiring CER (Certiied Emission Reductions), which unit equals 1 ton of CO2. The investor country may redeem the credits in its emissions in order to fulill their goals, and the host country, beyond receiv -ing technology, has the inancial return generated from the sale of CER. These three mechanisms compose the “carbon market” [1]. The Kyoto Protocol entered into force in 2002, after ratiication of Russia, and currently it has been ratiied by a total of 184 coun -tries, among which the United States, one of the countries which have historically contributed with most of the world’s emissions, are not included.
1.3 The Portland cement, the sugar cane bagasse
ash (SCBA) and the clean development
mechanism (CDM).
Several initiatives under the Kyoto Protocol and CDM occurred in developing countries, especially Brazil, India and China. Many proj -ects related to reducing emissions as the Nova Iguaçu landill, state of Rio de Janeiro, where there is conversion of methane from de -composing garbage in CO2 which greenhouse potential is 21 times smaller; the use of biomass for energy generation; the utilization of the waste incineration energy, as performed the Usina Verde, in the UFRJ campus, also in Rio de Janeiro; the reforestation of degraded areas; the use of alternative fuels; the reduction of the clinker ratio in the cement production, where are emitted about 1 ton of CO2 per ton of cement [2], among numerous other ways of reducing emis-sions, are receiving CER. All CDM projects, as exempliied above, must meet, among other requirements, the requirement to use an innovative technology, unknown by the market and the calculation of emission reductions must follow a speciic methodology, approved and consolidated by the UNFCCC for that activity.
dur-constituent of clinker. The second product of this reaction is CO2. The heating of limestone represents more than half of the contribu-tions in greenhouse gases from cement production, having in sight that the carbon emitted is outside the natural carbon cycle. The clinker is mixed with other admixtures such as gypsum and pozzolans in variable proportion according to the type of cement. This mixture then undergoes a second grinding, giving rise to Port-land cement itself, which is bagged and stocked, and which aver-age composition (cement CPII) is of 80% of clinker, 15% of addi-tives and 5% of other materials [15].
It is estimated that one ton of CO2 is released for every ton of
ce-ment produced. This average value for the world production tends to be more or less greater in different countries mainly in function of the national energy matrix to be less or more clean. Countries with large participation of renewable energy such as wind, solar, biomass or hydroelectric power, such as Brazil, tend to show lower emissions associated with the production.
An alternative to reducing emissions from cement production activ-ity is the use of renewable fuels at the expense of mineral fuels, both in the self-generation within the factory and in the grid, and the combustion eficiency improvement of furnaces.
Another possibility is to reduce the share of clinker in cement through mineral additions, such as blast furnace slag and pozzo-lans, as the bagasse ash. This last alternative is advantageous since it does not require adaptations of engines and furnaces to new fuels avoiding therefore large inancial and technological in -vestments. However, for an effective reduction of CO2 it is neces-sary to consider all emissions relating to obtaining, transporting and preparation of the additives used, which often undermines the replacing viability of many materials that aim at reducing emissions and gains in carbon credits.
4. The SCBA as “clean” additive
Currently, the sugar cane biomass has served as fuel for steam The irst studies regarding the behavior of cementitious materials con
-taining bagasse residual ash dating to the late 1990. Studies of Martire-na Hernández et al. [11], Singh et al. [12], Ganesan et al. [13] and Mo -rales et al. [14] show that replacing cement by ash (5 to 30% by mass) is able to improve the mechanical properties and durability of concrete. More recently, through mechanical, rheological, calorimetric and durability tests in concrete samples with 0 to 20% of bagasse ash, Cordeiro et al. [5] concluded that there is considerable improve -ment in rheological performance and durability and maintenance of long-term compressive strength, as shown in Figure 2. The ash used in this study was collected during the cleaning operation of the bagasse burning boiler and it was ground to improve homog-enization and reactivity. This work also indicated that the maximum adiabatic temperature rise of concrete decreased by 11%. In this way, it is possible to infer that the use of residual SCBA as a min-eral admixture in cement is technically viable, since it is able to improve several physical and mechanical properties of concretes.
3. Emissions from the cement production
Emissions in cement production are mainly associated with the step of clinkerization and the combustion of fossil fuels such as coal, mineral and diesel oil, both for electricity self-generation and for the power generation on the grid. The clinkerization step consists in the heating of the lour or “the raw” until temperatures around 1450°C. With this, the limestone undergoes a thermal decomposition giving rise to the clinker, according to the calcination reaction shown below:
(1)
2
3
CaO
CO
CaCO
+D
¾®
¾
The irst product of the reaction is calcium oxide, the main oxide
thermoelectric generation, where the energy generated is sufi -cient to ensure the self-suficiency of sugar cane mills and still gen-erate surpluses. The CO2 emissions from biomass burning does not contribute to the intensiication of greenhouse effect, since the carbon from sugar cane already existed in the atmosphere and was absorbed during the vegetal growth.
The main product of bagasse burning is the SCBA. The mass of ash generated corresponds to about 2.5% of the bagasse burned, or 0.6% of the mass of sugar cane harvested.
5. Considerations on the methodology
for CDM implementation
In accordance with the UNFCCC guidelines, a CDM project must follow a speciic methodology for the activity developed. For the case of this study, the methodology applied is the ACM 0005, entitled Approved and Consolidated Baseline Methodology for
In-creasing the Blend in Cement Production [16], which deines all
the prerequisites, constraints, and equations needed for legitimate determination of emission reductions.
The ACM 0005 methodology is applicable to any project that in-creases the share of additives in cement, i.e. reduce the share of clinker. In addition, there are prerequisites such as that there is no shortage of additive used, there is no suitable alternative destina-tion for the additive and cement producdestina-tion is geared only to the internal market.
Considering national production of SCBA (2.556 Mt) and cement (46 Mt) in the year 2007, and assuming a replacement of up to 50% permitted by Brazilian standard [17], it is concluded that the amount of additive produced is enough to supply 37% of national production of cement during the project implementation with re-placement fraction of 15%, with no shortage of ash.
Currently, the most common destination of the ash produced is the use as soil fertilizer, although its fertilizers properties are not relevant and its degradation is very slow, so that this practice aims at the sim-ple disposition of ash. Searches for new destinations that add value to the ash, as an additive in cement production, are preferable alter-natives, and therefore, more suitable than the common practice [6]. According to the SNIC [3], the cement production geared to expor -tation in 2007 corresponded to 2.7% of total cement produced, so that national cement production is predominantly geared towards the domestic market. Still according to the SNIC, the south/south-east region, responsible for the majority of national production, has not registered cement exportation in the year of 2007, with the exception of the State of Paraná which has exported about 1% of its production [3].
Another important prerequisite for the acceptance of the CDM project is that this presents what is named on the methodology as “additionality”. Additionality occurs if emissions arising from the implementation of the project are lower than those that would have occurred in the absence of the project. In addition, it is necessary to prove that the project is only feasible or becomes economically advantageous only if approved as CDM and if carbon credits are obtained. Projects considered more attractive than others when it is evaluated only the inancial returns they bring, so that they could be deployed without even the gains of the carbon credit, do not have additionality. Projects resulting from the introduction of unfa-miliar technologies and which face market acceptance barriers are examples of projects which may be legitimized as CDM.
The use of SCBA as an additive in cement is a non-existent prac-tice on the market. The use of this agro-industrial waste, which emissions balance is null, is a new technology, consequently being incipiently studied by academia, indicating that the use of ash as additive generates additionality.
5.1 The calculation of emissions
According to the ACM 0005 methodology, the analysis of emis-sions is not made for all greenhouse gases, but only for CO2, since reductions in emissions of CH4 and N2O by changes in combustion process are not signiicant.
The methodology requires deinition of two distinct realities (sce -narios) for the calculation of emissions. The irst, so-called Base-line Scenario, relects the emissions that would occur in a particu -lar future period if the current processes of production were not changed, representing a historical trend in emissions. The other, called Project Scenario, represents the emissions that would occur as a result of project implementation. The Baseline should con-sider the situation in which occur the lowest possible emissions, so that the calculation of emission reductions is conservative. The calculation of emissions involves four main steps: Baseline emissions, Leakage, Project emissions and Emissions reduction.
5.1.1. Baseline emissions
The Baseline emission is calculated using the following equation:
(2)
BC ADD ele y
Blend clin
y
BC
BE
B
BE
BE
,=
(
ker × , )+ _ _where 〖BE〗BC,y is the Baseline CO2 emissions per ton of blended cement type; 〖BE〗clinker the clinker CO2 emissions per ton of clinker in the baseline in the project activity plant; 〖BE〗blend the blend Base-line benchmark of share of clinker per ton of blended cement and 〖BE〗ele_ADD_BC the emissions relating to electricity for grinding and preparation of additives in the Baseline, including gypsum, given in tons of CO2 per ton of cement.
The terms of the above equation are in turn calculated as below:
(3)
CLNK sg ele CLNK grid ele fuel fossil calcin
clin
BE
BE
BE
BE
BE
ker=
+ _ + _ _ + _ _self-generation for clinker production, and is calculated in a similar manner to the term le_grid_clnk. All terms used for the calculation of the term 〖BE〗linker are divided by annual production of clinker so that the unit of the terms is ton of CO2 per ton of clinker.
5.1.2. Leakage
The second step of the calculation of emissions is called Leak-age, which corresponds to “fugitive” emissions that occur outside of the process due to burning of fossil fuels for the transport of raw materials, fuels and additives to the plant. However, the methodol-ogy quantiies these emissions only for the transportation of the additive used in the project, since these tend to decrease when it is reduced the amounts of clinker in cement. This type of emissions is calculated using the following equation:
(4)
y y Blend y Blend trans addy
L
A
P
BC
L
=
_(
, - , )×being Ly the total leakage emissions relating to the transportation of additives in kt of CO2; Ladd_trans the transport-related emissions of additives in tons CO2 per ton of the additive; Ablend, y the fraction of additives in the Baseline cement and Pblend, y the fraction of ad-ditives for the Project cement, both in tons of additive per ton of cement. The term 〖BC〗y represents the total production of cement for each year of the project in kt.
The burning of fossil fuels needed to transport the additive used from its origin site to the plant is the main source of emissions of the new scenario. The average distance of transportation, the fuel used and the eficiency of the transport system used also inluence this amount. The term Ladd_trans synthesizes these emissions and is given by:
(5)
y grid ADD conveyor add source add cons transadd
TF
D
TEF
C
Q
ELE
EF
ADD
L
_ =(
× _ × × 4/)
+(
_ ×/)
being 〖TF〗cons the consumption of the vehicle in kg of fuel per km; Dadd_source the average distance of transportation in km; TEF the fuel emission factor used in kg of CO2 per kg of fuel; C4 a constant con-version factor equal to 0.001 ton per kg; Qadd quantity of additives carried per vehicle in one trip in ton; 〖ELE〗conveyor_add the annual energy consumption for conveyor system for additives in MWh; 〖EF〗grid the grid emission factor in ton of CO2 per MWh and 〖ADD〗y the annual quantity of additive consumed in ton.
5.1.3. Project emissions
The third step is the calculation of emissions of the cement pro-duced in the project or Project emissions. The equations for cal-culating this step are the same as those used in the Baseline emissions, changing only the nomenclature of BE to PE. It can be concluded beforehand that the terms 〖BE〗clinker and 〖PE〗clinker are equal if the clinker used in the project is the same as the cur-rently produced, existing only differences in the amounts of clinker
in cement. Additionally, the terms 〖BE〗ele_ADD_BC and 〖PE〗ele_ADD_BC are also equal if there are no emissions associated with the prepa-ration of the new additive. This way, the values calculated in the equation 3 may be used for the determination of the emissions of the project, summarized by the following equation:
(6)
BC ADD ele y Blend clin yBC
PE
P
PE
PE
,=
(
ker× , )+ _ _The ACM 0005 methodology provides that the grid emission fac-tors used in the calculations shall be determined in accordance with another methodology called Tool to Calculate the Emission
Factor for an Electricity System, also authored by the UNFCCC.
However, when there are precise and reliable local data, the adop-tion of these predetermined values is also possible.
5.1.4. Emissions reductions
The calculation of emission reductions is given by:
(7)
) 1 ( ] ) , ,[(
BC y BC y y y yy
BE
PE
BC
L
ER
=
- × + × -a
being 〖ER〗y the annual reduction of CO2 emissions in kt; 〖BE〗BC,y and 〖PE〗BC,y the total emissions in ton of CO2 per ton of cement on the Baseline and Project, respectively; 〖BC〗y the total production of cement for each year of the project in kt; Ly the total leakage emissions relating to the transportation of additives in kt of CO2 and the term ay represents an extra emission arising from the diversion of additives from existing uses. That is, if the quantity of additives that are effectively surpluses after application in the existing usage is not suficient to feed the project, the emissions reductions must be averaged by the ay factor given by the rate between the quantity of additives not surplus and total quantity of the additives used in the project.
For the case of the use of SCBA there is no current use for this additive, since its use as fertilizer aims more to inal disposition of waste than the harnessing of poor fertilizer properties of the ash. This way, if the quantity of ash generated is able to supply the project, the term ay will be null.
6. Hypothetical scenarios of CDM
implementation
of national sugar cane production [4] and 16% of national cement production [3], has the greatest potential for emissions reductions. In this study were analyzed, for the base year of 2005, two hypo -thetical scenarios of CDM project implementation in factories in the state of São Paulo based on manufacture of cements with fraction of 15% of SCBA. For both scenarios it was opted for the use of a residual SCBA collected directly from a boiler and that did not suffer any further treatment besides the grinding. It is clear that for an industrial application the establishment of a protocol for ashes obtaining will be required.
In order to simplify the analysis, the production of ash and cement was concentrated in producer municipalities totaling 35 clusters of ash production [18] and 4 cement manufacturing clusters. The pro -duction of these clusters was obtained by the sum of the outputs of the main sugar cane mills and cement factories situated within a radius of 30 km from the base municipality, according to data pro-vided by the National Union of Cement Industry and by the Union of Bioenergy Producers. Then, the road distances of all 140 possi-ble combinations between ash and cement producer clusters were determined [19]. The map shown in Figure 3 illustrates the result of this simpliication and displays the main municipalities examined. For the estimation of the ash transport emissions was assumed the use of a diesel truck with load capacity characteristics and speciic
fuel consumption similar to the best-selling vehicle in the region for this type of transport, according to data from the Association of Mo-tor Vehicles Manufacturers [20]. The loading capacity and speciic consumption, required for the emissions calculations, were deter-mined from the vehicle’s manual published by the manufacturer. In the determination of Baseline emissions of each scenario the data used were obtained through average values for each factory weighted by its total production in the year of 2005. The composi-tion adopted for the cement of the Baseline was 80% of clinker, 15% of additives and 5.0% of gypsum [15].
For calculating Project emissions, in both scenarios, the methodol-ogy requires that the quantities of additives used in the project are equal to those of the Baseline, being allowed by the Brazilian stan-dard, a fraction of up to 75% of additives [17]. To this end, it was considered, in both scenarios, that half the production of cement factories involved would be of a generic type A with 65% of clinker, 30% of gypsum and 5.0% of additives, and the other half would be a generic cement type B, with 80% of clinker, 15% of SCBA and 5.0% of gypsum. The inal composition of the production of both cements for the project in each scenario will therefore be of 72.5% of clinker, 15% additives, 7.5% of SCBA and 5.0% of gypsum. In the calculation of the emission reductions certain emissions re-lating to additives and to the gypsum, represented by 〖BE〗ele_ADD_BC
Figure 3 – Cane producers (green) and cement producers (gray) municipalities in the state
and 〖PE〗ele_ADD_BC on equations 2 and 6, were not calculated since these terms are equivalent, in both the Baseline and the Project, and cancel each other out in the calculation of emission reduc-tions, because the amount of additive and gypsum in both situa-tions is equal.
For the irst scenario, was simulated the implementation of the proj -ect between the municipalities of greater production of bagasse and cement. The municipality identiied with the largest concen -tration of sugar cane production was Jaboticabal, in the northern
region of the state, with 31,630 kt of cane produced in 18 mills, and the municipality of greater cement production was Sorocaba, on which lies two cement factories with total production of 2,793 kt. This hypothesis was assumed because it involves the largest quantities of cement and ash in an emission reduction project be-tween two municipalities. However, the rate clinker-cement in the region of Sorocaba was hypothetically assumed as being that of the Brazilian average, since local production varies seasonally. In a second scenario was analyzed the implementation of CDM to
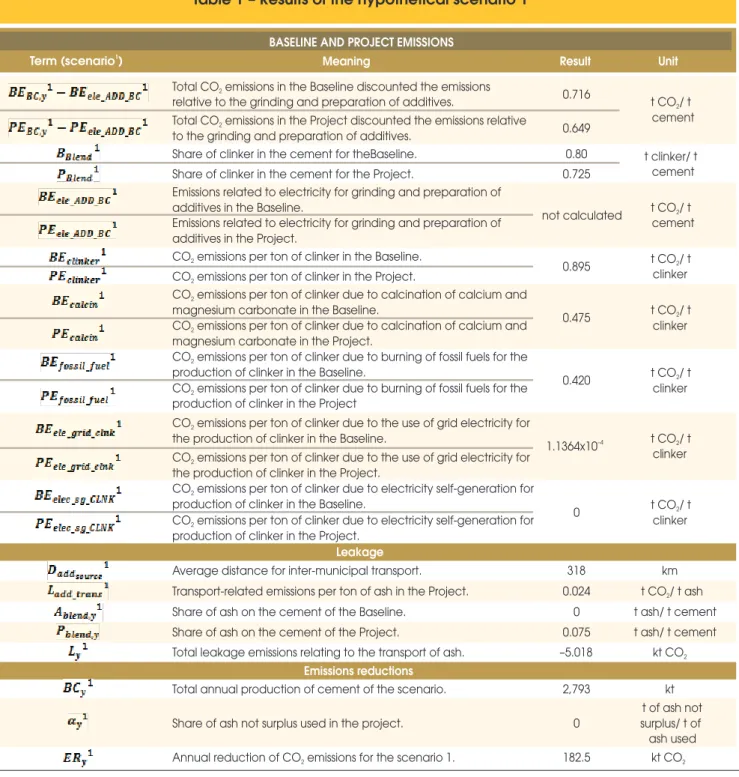
Table 1 – Results of the hypothetical scenario 1
1
Term (scenario ) Meaning Result Unit
Total CO emissions in the Baseline discounted the emissions 2
relative to the grinding and preparation of additives. 0.716 t CO / t 2
cement Total CO emissions in the Project discounted the emissions relative 2
to the grinding and preparation of additives. 0.649
Share of clinker in the cement for theBaseline. 0.80 t clinker/ t cement Share of clinker in the cement for the Project. 0.725
Emissions related to electricity for grinding and preparation of additives in the Baseline.
not calculated t CO / t 2
cement Emissions related to electricity for grinding and preparation of
additives in the Project.
CO emissions per ton of clinker in the Baseline.2
0.895 t CO / t 2
clinker CO emissions per ton of clinker in the Project.2
CO emissions per ton of clinker due to calcination of calcium and 2
magnesium carbonate in the Baseline.
0.475 t CO / t 2
clinker CO emissions per ton of clinker due to calcination of calcium and 2
magnesium carbonate in the Project.
CO emissions per ton of clinker due to burning of fossil fuels for the 2
production of clinker in the Baseline.
0.420 t CO / t 2
clinker CO emissions per ton of clinker due to burning of fossil fuels for the 2
production of clinker in the Project .
CO emissions per ton of clinker due to the use of grid electricity for2
the production of clinker in the Baseline. –4
1.1364x10 t CO / t 2
clinker CO emissions per ton of clinker due to the use of grid electricity for2
the production of clinker in the Project.
CO emissions per ton of clinker due to electricity self-generation for 2
production of clinker in the Baseline.
0 t CO / t 2
clinker CO emissions per ton of clinker due to electricity self-generation for 2
production of clinker in the Project. Leakage
Average distance for inter-municipal transport. 318 km Transport-related emissions per ton of ash in the Project. 0.024 t CO / t ash2
Share of ash on the cement of the Baseline. 0 t ash/ t cement t ash/ t cement Share of ash on the cement of the Project. 0.075
Total leakage emissions relating to the transport of ash. –5.018 kt CO2 Emissions reductions
Total annual production of cement of the scenario. 2,793 kt
Share of ash not surplus used in the project. 0
t of ash not surplus/ t of ash used Annual reduction of CO emissions for the scenario 1.2 182.5 kt CO2
the set of cement/ash municipalities with greater transport distance between themselves, being, apparently, the less favorable scenario for the emissions reduction. The greatest possible distances be-tween the various pairs of cement/sugar cane municipalities in São Paulo occur between Ribeirão Pires, east of the state, with a produc-tion of 631 kt of cement and the cane producer municipalities of the west region of São Paulo. Faraway 724 km of Ribeirão Pires, the city of Teodoro Sampaio is the furthest from that town and presented a production of 897.3 kt of sugar cane, followed by Andradina and Pereira Barreto, with distances of 719 km and 711 km and produc-tions of 2,200 and 1,300 kt of sugar cane, respectively.
The determination of the most favorable scenario for CDM de-ployment within the State of São Paulo would involve all possible combinations of additives producers and receivers as well as the various combinations of quantity of ash transported. The most fa-vorable set of combinations would be one that minimized the inal average distance of ash transportation. This analysis has been addressed in recent studies of Fairbairn et al. [21], where the use of computational algorithms for transport distance minimization and for optimization of the ash distribution among the factories was successful.
7. Results
7.1 Scenario 1: municipalities of greater
production of ash and cement
For this scenario, the calculation of emission reductions resulting from the implementation of CDM is done between the two munici-palities of greater production of the state of São Paulo: Jaboticabal and Sorocaba.
The two cities are separated by a road distance of 318 km. Con -sidering the share of ash on the total cement produced as 7.5% (cement type A with 0% ash and cement type B with 15% ash) and the cement production of Sorocaba, 209.475 kt of ash are required for this scenario, which is easily supplied by the ash production of Jaboticabal, estimated at 790.769 kt. Table 1 summarizes the results obtained by applying the ACM 0005 methodology for emis-sions calculating in scenario 1.
7.2 Scenario 2: most unfavorable ash transport
distances
The scenario 2 estimates the worst-case situation for CDM project implementation regarding emissions from ash transport, the main emission arising from the use of this additive. The cement produc-tion of Ribeirão Pires requires, for the proposed ratio of replace-ment, 47.3 kt of ash. Whereas Teodoro Sampaio produces 22.4 kt of additive, there is a deicit of -24.9 kt of ash to supply the total production of cement. This way, was included the production of 55 kt of ash from Andradina, which presents the second largest transport distance, keeping the analysis conservative and supply-ing the project with surpluses of ash. It is worth to point out that the economic and inancial feasibility of ash transportation is not part of the scope of this analysis, which is restricted to the criteria deined by the ACM 0005 methodology.
For this scenario, the calculation of fugitive emissions for ash trans-port, called Leakage, and the calculation of emission reductions are separated into two equations: one for the transport of 22.4 kt of
ash from Teodoro Sampaio to Ribeirão Pires, and another to 24.9 kt transported from Andradina to the same municipality. The sum of the emission reductions of both alternatives make up the inal emission reduction of the scenario 2. The results obtained for this scenario are shown in table 2.
8. Discussion
In both scenarios analyzed was possible to obtain a positive bal-ance of emissions reduction, revealing that there are real perspec-tives of CDM project implementation. Even for the scenario 2, the most unfavorable due to the largest transport distances, the aver-age CO2 emissions per ton of ash (Ladd_trans) is almost 100 times smaller than the CO2 emissions per ton of clinker (〖BE/PE〗clinker). The results obtained for CO2 emissions per ton of cement on the Baseline of both scenarios are lower than the world average, es-timated at 1.0 tons of CO2 per ton of cement [2]. This low rate of emissions is due to the fact that the energy matrix that underlies the Brazilian power grid is hydroelectric in nature, which emission factors are considerably smaller than those of other energy sourc-es more common in other countrisourc-es. This fact is demonstrated by the low values of the terms 〖BE〗ele_grid_clnk and 〖PE〗ele_grid_clnk. Emissions relating to calcination reaction and the burning of fossil fuels represent almost all emissions of Baseline for both scenarios. However, among the factories considered in this study, there is a considerable discrepancy in relation to the use of fossil fuels in the production, denoting sensitive technological differences. Factories in the municipality of Ribeirão Pires did not register emissions re -lating to the combustion of fuels, unlike factories of Sorocaba. In both scenarios, the total amount of SCBA generated was able to supply the demand of factories, generating surpluses of ash. It is possible to imagine a series of alternatives for destination of this surplus as: (1) involve more cement factories and sugar cane mills in the project; (2) increase the fraction of ash on cement in the analyzed scenarios through technological improvements in the ash preparation and (3) increase the production of cement in the analyzed scenarios. All these alternatives raised could promote greater emission reductions.
A more detailed study of the feasibility of implementing this type of CDM project should consider a inancial and economic analysis, incorporating ash staging and obtaining costs, transport costs, the revenue obtained by selling the CER, besides several variables of the local market, but that are outside of the purposes of this work. However, it is noteworthy that, in the case of a residue to be dis-posed, the ash has a obtaining cost virtually nil, although its cost tends to increase with the increasing in demand. In relation to the revenue obtained by selling the CER, the amount paid per ton of CO2 has historically varied between € 15 and € 35.
9. Conclusions
through the use of ash in cementitious compounds has already been proven by several researchers.
Brazil presents a great potential for implementation of CDM
proj-ects involving the use of SCBA and the southeastern states, such as the state of São Paulo, concentrate the largest share of both ash and cement productions. The use of the UNFCCC methodology for
Table 2 – Results of the hypothetical scenario 2
2
Term (scenario ) Meaning Result Unit
Total CO emissions in the Baseline discounted the emissions relative 2
to the grinding and preparation of additives. 0.380 t CO / t 2
cement Total CO emissions in the Project discounted the emissions relative 2
to the grinding and preparation of additives. 0.344
Share of clinker in the cement for the Baseline. 0.80 t clinker/ t cement Share of clinker in the cement for the Project. 0.725
Emissions related to electricity for grinding and preparation of
additives in the Baseline. not calculated t CO / t 2
cement Emissions related to electricity for grinding and preparation of
additives in the Project.
CO emissions per ton of clinker in the Baseline.2
0.475 t CO / t 2
clinker CO emissions per ton of clinker in the Project.2
CO emissions per ton of clinker due to calcination of calcium and 2
magnesium carbonate in the Baseline.
0.475 t CO / t 2
clinker CO emissions per ton of clinker due to calcination of calcium and 2
magnesium carbonate in the Project.
CO emissions per ton of clinker due to burning of fossil fuels for the 2
production of clinker in the Baseline.
0 t CO / t 2
clinker CO emissions per ton of clinker due to burning of fossil fuels for the 2
production of clinker in the Project .
CO emissions per ton of clinker due to the use of grid electricity for2
the production of clinker in the Baseline.
0 t CO / t 2
clinker CO emissions per ton of clinker due to the use of grid electricity for2
the production of clinker in the Project.
CO emissions per ton of clinker due to electricity self-generation for 2
production of clinker in the Baseline.
0 t CO / t 2
clinker CO emissions per ton of clinker due to electricity self-generation for 2
production of clinker in the Project.
Leakage (Teodoro Sampaio and Andradina)
Average distance for inter-municipal transport. 724
0.055
km
Transport-related emissions per ton of ash in the Project.
719
0.054 t CO / t ash2 Share of ash on the cement of the Baseline.
t ash/ t cement Share of ash on the cement of the Project.
0 0.075
Total leakage emissions relating to the transport of ash.
–1.222 –1.349 –2.572
kt CO2
Emissions reductions
Total annual production of cement of the scenario. 631 kt
Share of ash not surplus used in the project. 0
t of ash not surplus/ t of ash used Annual reduction of CO emissions for the scenario 1.2 19.9 kt CO2
estimation of emission reductions indicated, for two hypothetical scenarios of CDM implementation within the state of São Paulo, reductions of 182.5 and 19.9 kt of CO2. The irst value refers to the
alternative involving the two municipalities of greater production of ash and cement and the second refers to the more disadvanta-geous alternative, with municipalities of greater transport distance among themselves.
The use of ash as cement additive has met all the prerequisites of the UNFCCC for CDM projects implementation and gains in certi-ied emissions reductions, being able to generate not only techno-logical, but also inancial and environmental beneits.
10. Acknowledgements
The authors acknowledge the Brazilian agencies Capes, CNPq and Faperj for the inancial support.
11. References
[01] UNFCCC, United Nations Framework Convention on Climate Change. About history of climate change, framework conventions, CDM. Access in July 2009, available in http://unfccc.int.
[02] HEWLETT, P. Lea’s Chemistry of Cement and Concrete, 4th ed., New York: J. Wiley, 1988. [03] SNIC. Statistical Yearbook of the National Union of
Cement Industry. Access in June 2011, available in http://www.snic.org.br.
[04] IBGE, Instituto Brasileiro de Geograia e Estatística. National agricultural production. Access in June 2011, available in http://www.ibge.gov.br.
[05] CORDEIRO, G. C., TOLEDO FILHO, R. D., FAIRBAIRN, E. M. R. Ultraine sugar cane bagasse ash: high potential pozzolanic material for tropical countries. IBRACON Structures and Materials Journal, v. 30, n. 1, 2010, pp. 50-67.
[06] CORDEIRO, G. C. Use of sugar cane bagasse ash and rice husk ashes as mineral admixture in concrete, Rio de Janeiro, 2006, Thesis (D. Sc.) COPPE, Universidade Federal do Rio de Janeiro, 445 p. [07] CORDEIRO, G. C., TOLEDO FILHO, R. D.,
TAVARES, L. M., FAIRBAIRN, E. M. R. Pozzolanic activity and iller effect of sugar cane bagasse ash in Portland cement and lime mortars. Cement and Concrete Composites, v.30, n.5, 2008, pp. 410-418. [08] CORDEIRO, G. C., TOLEDO FILHO, R. D.,
FAIRBAIRN, E. M. R. Ultraine grinding of sugar cane bagasse ash application as pozzolanic admixture in concrete. Cement and Concrete Research, v. 39, 2009, pp. 110-115.
[09] CORDEIRO, G. C., TOLEDO FILHO, R. D.,
FAIRBAIRN, E. M. R. Effect of calcination temperature on the pozzolanic activity of sugar cane bagasse ash. Construction & Building Materials, v. 23, 2009, pp. 3301-3303.
[10] WORREL, E., PRICE, L., MARTIN, N., HENDRIKS, C., MEIDA, L. O. Carbon dioxide emissions from the global cement industry. Annual Review of Energy and the Environment, v. 26, 2001, pp. 303-329.
[11] MARTIRENA HERNáNDEz, J. F. M.,
MIDDEENDORF, B., GEHRKE, M., BUDELMANN, H. Use of wastes of the sugar industry as pozzolana in
lime-pozzolana binders: study of the reaction. Cement and Concrete Research, v.28, n.11, 1998,
pp. 1525-1536.
[12] SINGH, N. B., SINGH, V. D., RAI, S. Hydration of bagasse ash-blended Portland cement. Cement and Concrete Research, v.30, n.9, 2000, pp. 1485-1488. [13] GANESAN, K., RAJAGOPAL, K., THANGAVEL, K. Evaluation of bagasse ash as supplementary
cementitious material. Cement and Concrete Composites, v.29, n.6, 2007, pp. 515-524. [14] MORALES, E. V., VILLAR-COCIñA, E., FRíAS,
M., SANTOS, S. F., SAVASTANO JR., H. Effects of calcining conditions on the microstructure of sugar cane waste ashes (SCWA): Inluence in the pozzolanic activation. Cement and Concrete Composites, v.31, n.3, 2009, pp. 22-28. [15] OECD/IEA . (2000). Organization for Economic
Co-operation and Development International Energy Agency - Emission Baselines: estimating the unknown. New York.
[16] UNFCCC, U. N. (2008). “ACM0005 (Version 4) - Consolidated Baseline Methodology for Increasing the Blend in Cement Production”.
Fonte: http://cdm.unfccc.int/index.html.
[17] ABNT. Brazilian Association for Technical Standards, NBR5732 – Common Portland cement, NBR11578 – Composite Portland cement, NBR5735 – Slag cement, NBR5736 – Pozzolanic cement. Rio de Janeiro, 2001.
[18] UDOP. Statistics of the Union of Bioenergy Producers, 2007. Access in July 2008, available in http://www.udop.com.br.
[19] SECRETáRIA DE FAzENDA DO MATO GROSSO DO SUL. About inter-municipal road distances. Access in June 2010, available in
http://www.servicos.ms.gov.br.
[20] ANFAVEA. Access in August 2008, available on the web site of National Association of Automotive Vehicles. Access in June 2010, available in http://www.anfavea.com.br/Index.html.
[21] FAIRBAIRN, E. M. R., CORDEIRO, G. C., TOLEDO FILHO, R. D., SILVOSO, M. M., DE PAULA, T. P., AMERICANO, B. B., Durability of concretes containing sugar cane bagasse ash. In: Proceedings of the 2nd International RILEM Workshop on Concrete

![Figure 2 – Average compressive strength values over time for different concretes (dispersion of results indicated by the standard deviation) [9]](https://thumb-eu.123doks.com/thumbv2/123dok_br/18860057.417770/4.892.67.433.637.717/average-compressive-strength-different-concretes-dispersion-indicated-deviation.webp)