Braz. J. Phys. vol.40 número4
Texto
Imagem
Documentos relacionados
As doenças mais frequentes com localização na cabeça dos coelhos são a doença dentária adquirida, os abcessos dentários mandibulares ou maxilares, a otite interna e o empiema da
Increasing concentration of MSG led to increasing GABA content (Figure 2) and the highest extracellular GABA yield was observed with 200 mM of MSG, although cell growth rate seemed
It can be observed from this figure, that, the increase of soaking temperature promotes a decrease in saturation magnetization due to the increasing amount of retained austenite in
PP blends in the low elastomer content region (< 20%) show low values of the Izod impact strength and both, elastomer content and impact strength, are directly proportional to
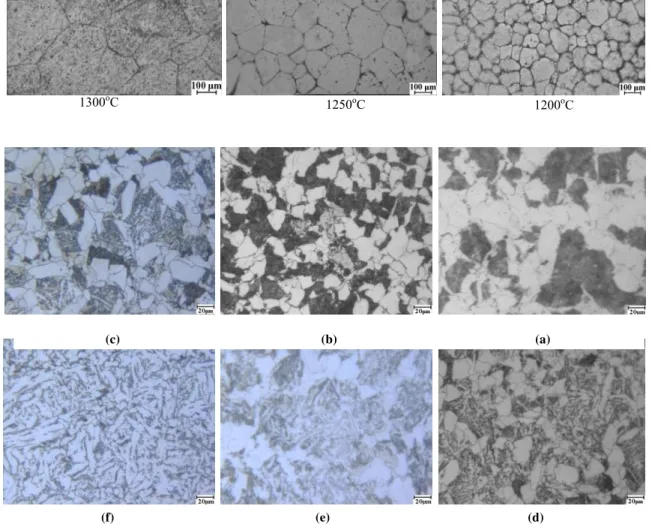
After a 3 min holding time, some austenite nuclei at the junction between pearlite colo- nies and ferrite-pearlite interfaces were observed (Fig. a) Work-hardening rate as a function
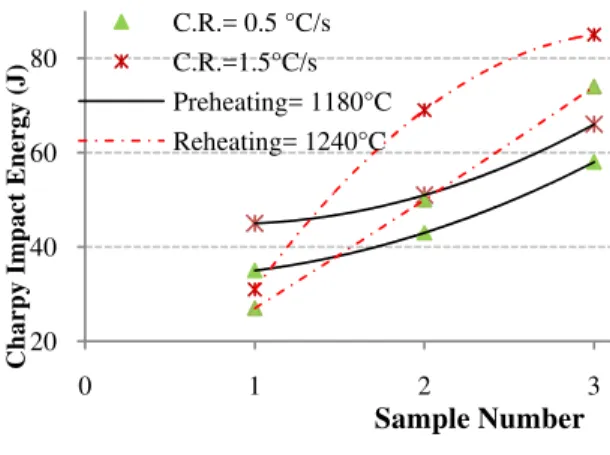
The austenite decomposition is heavily influenced by the initial austenite grain size and cooling rate. For a given cooling rate, an increase in austenite grain size results in
Figure 4. Microstructure of the heat afected zone corresponding to the root pass: a) austenite, ferrite, sigma phase and secondary austenite; b) austenite, ferrite and sigma
This way, the significant differences in tensile-shear strength between the AA6082 welds (Figure 5) cannot be related to differences in the local strength of the TMAZ, but have to
