UFOP - CETEC - UEMG
REDEMAT
R
EDET
EMÁTICA EME
NGENHARIA DEM
ATERIAISUFOP – CETEC – UEMG
Dissertação de Mestrado
"Otimização da Resistência à Compressão de Pelotas
de Minério de Ferro para Redução Direta pela
Aplicação de Projeto Robusto"
Autor: Eng. Ricardo Vinícius Pereira da Costa
Orientador: Cláudio Batista Vieira, MSc., Dr.
Co-Orientador: Carlos Augusto de Oliveira, MSc.
UFOP - CETEC - UEMG
REDEMAT
R
EDET
EMÁTICA EME
NGENHARIA DEM
ATERIAISUFOP – CETEC – UEMG
Ricardo Vinícius Pereira da Costa
"Otimização da Resistência à Compressão de Pelotas
de Minério de Ferro para Redução Direta pela
Aplicação de Projeto Robusto"
Dissertação de Mestrado apresentada ao Programa de Pós-Graduação em Engenharia de Materiais da REDEMAT, como parte integrante dos requisitos para a obtenção do título de Mestre em Engenharia de Materiais.
Área de concentração: Processos de fabricação
Orientador: Cláudio Batista Vieira, MSc., Dr.
Co-Orientador: Carlos Augusto de Oliveira, MSc.
ÍNDICE
AGRADECIMENTOS ... viii
RESUMO ... x
ABSTRACT ... xi
ÍNDICE DAS FIGURAS ... xii
ÍNDICE DAS TABELAS ... xvi
1 - INTRODUÇÃO ... 1
2 - OBJETIVOS ... 3
3 - REVISÃO BIBLIOGRÁFICA ... 4
3.1 – Processo de Pelotização de Minério de Ferro ... 4
3.2 – Propriedades Químicas, Físicas e Metalúrgicas das Pelotas de Minério de Ferro ... 8
3.2.1 – Desenvolvimento das Propriedades das Pelotas ... 9
3.2.1.1 – Mecanismos de Desenvolvimento da Resistência Física ... 10
3.2.1.1.1 – Retração das Partículas e Formação de Poros Durante a Sinterização ... 11
3.2.1.1.2 – Ocorrência de Trincas e Formação de Estrutura Duplex na Pelota Queimada ... 19
3.3 – Variáveis do Processo de Produção de Pelotas de Minério de Ferro ... 24
3.3.1 – Efeito dos Aditivos – Calcário e Magnesita ... 24
3.3.2 – Efeito da Granulometria do Calcário e do Carvão ... 28
3.3.3 – Efeito da Adição de Carvão ... 30
3.3.4 – Efeito do Perfil Térmico do Forno de Pelotização ... 31
3.3.5 – Influência das Variáveis do Processo Produtivo da Samarco sobre a Resistência à Compressão ... 34
3.3.5.1 – Estudos em Escala Piloto ... 34
3.3.5.2 – Estudos em Escala Industrial ... 36
3.4 – A Engenharia Robusta e o Controle de Qualidade ... 37
3.4.1 - Características Funcionais do Produto ... 38
3.4.2 – Desenvolvimento de um Projeto Robusto ... 39
3.4.2.1 – Projeto dos Parâmetros ... 40
3.4.2.2 – Relação Sinal/Ruído (S/R) ... 41
3.4.2.3 - Arranjos Ortogonais ... 43
3.4.2.4 – Análise Estatística das Médias ... 45
3.4.2.5 - Análise da Variância ... 45
3.4.2.6 – Metodologia da Superfície de Resposta ... 46
3.4.2.7 – Otimização de Processos através de Métodos Combinados ... 46
4.1 – Definição da Classe de Pelotas para o Estudo ... 48
4.2 – Definição dos Níveis das Variáveis e do Arranjo Ortogonal ... 48
4.3 – Preparação e Caracterização da Amostra de Pellet Feed ... 49
4.4 – Preparação e Caracterização das Amostras de Calcário, Carvão e Magnesita ... 50
4.5 – Preparação das Misturas e Confecção das Pelotas Cruas ... 54
4.6 – Processamento Térmico das Pelotas em Pot Grate ... 56
4.7 – Caracterização Química, Física e Metalúrgica das Pelotas Queimadas ... 58
4.7.1 – Análise Química ... 58
4.7.2 – Resistência ao Tamboramento ... 58
4.7.3 – Resistência à Compressão a Frio ... 59
4.7.4 – Porosidade (% de vazios) ... 60
4.7.5 – Grau de Metalização ... 60
4.7.6 - Caracterização Microestrutural das Pelotas ... 60
5 - RESULTADOS E DISCUSSÕES ... 61
5.1 – Resultados das Análises Químicas das Misturas e das Pelotas Queimadas ... 61
5.2 – Resultados das Análises Físicas e Metalúrgicas das Pelotas Queimadas ... 62
5.3 - Análise de Variância para Relação Sinal/Ruído e para a Média utilizando a Metodologia de Taguchi ... 63
5.3.1 – Influência dos Efeitos Principais sobre a Variabilidade e a Média da Resistência à Compressão ... 63
5.3.2 – Influência dos Efeitos Principais sobre a Variabilidade e a Média do Índice de Tamboramento ... 66
5.3.3 – Influência dos Efeitos Principais sobre a Variabilidade e a Média do Grau de Metalização ... 68
5.4 – Previsibilidade das Características de Qualidade das Pelotas utilizando Metodologia de Superfície de Resposta ... 70
5.4.1 – Modelo de Superfície de Resposta para a Resistência à Compressão ... 70
5.4.2 – Modelo de Superfície de Resposta para o Índice de Tamboramento ... 72
5.4.3 – Modelo de Superfície de Resposta para o Grau de Metalização ... 73
5.4.4 – Modelo de Superfície de Resposta para a Porosidade (% Vazios) ... 75
5.5 – Efeito das Variáveis sobre as Características de Qualidade da Pelota Queimada ... 76
5.5.1 – Efeito do Teor de CaO da Pelota Queimada ... 76
5.5.2 – Efeito da Granulometria do Calcário e do Carvão ... 77
5.5.3 – Efeito do Teor de Carbono da Pelota Crua ... 79
5.5.3.1 – Efeito sobre a Resistência à Compressão ... 79
5.5.3.2 – Efeito sobre o Índice de Tamboramento ... 85
5.5.5 - Efeito do Processamento Metalúrgico no Forno de Pelotização – Perfil Térmico e Ritmo de Produção ... 87 5.6 - Otimização Econômica da Resistência à Compressão das Pelotas de Redução Direta ... 88 6 - CONCLUSÕES ... 92 7 - SUGESTÕES PARA TRABALHOS FUTUROS ... 94 8 - REFERÊNCIAS BIBLIOGRÁFICAS ... 95 Anexo I – Resultados dos Testes de Moagem do Calcário e do Carvão Mineral no Moinho de Torque do Laborátório de Controle de Processo da Unidade de Germano ... 101 Anexo II - Componentes do Pot Grate da Samarco Mineração S/A e Procedimento para Preenchimento da Panela ... 102 Anexo III – Perfis Térmicos e Ritmos de Produção Utilizados no Estudo ... 104 Anexo IV - Procedimento para Determinação da Porosidade das Pelotas Queimadas (Padrão Samarco) ... 105 Anexo V – Procedimento para Caracterização Microestrutural das Pelotas Queimadas ... 106 Anexo VI.a – Análise de Variância para a Superfície de Resposta da Resistência à
AGRADECIMENTOS
Agradeço a todos que participaram deste trabalho em todos os momentos de sua duração. De forma especial, agradeço:
A SAMARCO MINERAÇÃO S.A. pela oportunidade de crescimento profissional por meio do programa de capacitação e desenvolvimento de pessoas.
Ao Engenheiro MSc. Maury de Souza por ter propiciado as condições necessárias para este mestrado ser concluído, sempre se colocando à disposição em ajudar no que fosse necessário. Ao Engenheiro MSc. Dr. Denílson Araújo por ter propiciado as condições necessárias para este mestrado ser concluído, sempre se colocando à disposição em ajudar no que fosse necessário e pelo honroso aceite em participar da banca examinadora.
Ao Prof. Dr. Cláudio Batista pela valiosa orientação, incentivo e inquestionável dedicação durante todo o desenvolvimento do trabalho, mantendo sempre um elevado nível técnico e científico da abordagem.
Ao Prof. MSc. Carlos Augusto pelos valiosos ensinamentos sobre a metodologia de Taguchi e pela prontidão apresentada durante toda a co-orientação do trabalho.
À memória do inolvidável Engenheiro Ari Dias Turrer eterno mestre, amigo e que foi o grande mentor deste trabalho.
Ao Engenheiro Hélio Sérgio por ter me liberado para cursar as disciplinas para obtenção dos créditos necessários para ingressar no programa de mestrado da REDEMAT.
Ao Engenheiro Eduardo Pessotti por ter incentivado a realização do trabalho e pelos importantes ensinamentos sobre teoria econômica e fundamentos de simulação e otimização de processos industriais.
Ao Engenheiro MSc. Dr. Joaquim Donda pelo importante apoio na preparação das amostras de calcário e carvão mineral e pelas sempre bem vindas orientações técnicas e profissionais. Ao Prof. Dr. José Carlos D`Abreu pelo honroso aceite em participar da banca examinadora e pelo tratamento sempre respeitoso.
Ao Prof. Dr. Fernando Gabriel pelo honroso aceite em participar da banca examinadora e pelos valiosos ensinamentos transmitidos durante a realização dos créditos necessários para o ingresso no programa de mestrado da REDEMAT.
Aos Engenheiros MSc. Maurício Otaviano, MSc. Adarlan Moreira da Silva, MSc. Vinícius Fonseca, MSc. Maurício Cota, MSc. Alexandre Portilho, MSc. Flávio Lopes, MSc. Floriano Wendling, Marcus Cancela, Ramiro Blacut e Fernando Boechat, pelo incentivo e pelas importantes contribuições durante o desenvolvimento do trabalho e pela amizade.
RESUMO
ABSTRACT
ÍNDICE DAS FIGURAS
Figura 3.1 – Etapas de uma planta de pelotização (MARTIN) ... 5
Figura 3.2 – Fluxograma de uma planta de pelotização da Samarco ... 6
Figura 3.3 – Forno de pelotização Samarco (FONSECA et al., 2005). ... 6
Figura 3.4 - Perfil térmico de um forno tipo Grelha Móvel (www.outokumpu.com.br) ... 7
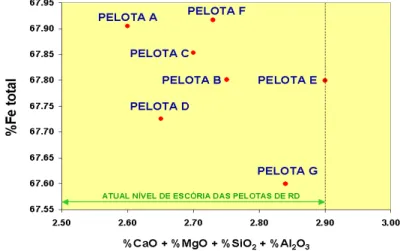
Figura 3.5 - Percentuais de ferro e de escória de pelotas, comercializadas para o mercado de redução direta (FONSECA, M.C., 2004; apud ARAÚJO, 2007) ... 8
Figura 3.6 – Desenho esquemático do fenômeno de sinterização. (JULIEN, 2007) ... 10
Figura 3.7 – (a) Micrografia de uma pelota crua seca para alto-forno (b) Micrografia de uma pelota para alto-forno sinterizada a 1360°C (FONSECA, 2003) ... 11
Figura 3.8 – Micrografia em MEV da formação de pescoço (ou ponte) entre duas partículas esféricas de mesmo tamanho, induzidas pelo processo de sinterização. (GERMAN, 1983) ... 11
Figura 3.9 – Geometria do modelo de sinterização de duas esferas, (a) formação de pescoço com ausência de retração, (b) acompanhado de retração – um contorno de grão forma no pescoço. (WYNNYCKYJ & FAHIDY, 1974) ... 12
Figura 3.10 – Estágios da sinterização no estado sólido (a) ponto de contato (b) estágio inicial (c) estágio intermediário e (c) estágio final. ... 13
Figura 3.11 – Desenvolvimento da ligação entre as partículas, no qual a microestrutura é transformada durante o processo de sinterização. (GERMAN, 1983) ... 13
Figura 3.12 – Geometria e localização dos poros (GERMAN, 1996; apud MOLISANI, 2004) ... 14
Figura 3.13 – Micrografia (MEV) de hematita porosa obtida por decomposição de amostra sintética com 100 % de goethita. (PÉREZ-MAQUEDA et al., 1999) ... 16
Figura 3.14 – Resultados das análises de área superficial (S), emanação térmica (ETA), diferencial de temperatura (DTA) e termogravimetria (TA) durante transformação da goethita em hematita porosa (BALEK, 2002) ... 16
Figura 3.15 –Micrografia (MEV) de uma amostra de goethita (a) à temperatura ambiente, (b) aquecida a 520 ºC, (c) aquecida a 680 ºC e (d) aquecida a 850 ºC (BALEK, 2002) ... 17
Figura 3.16 – Resultado de testes que evidenciam a influência do CaO e da temperatura de queima no tamanho dos grãos de hematita (MEYER, 1980) ... 18
Figura 3.17 (a) e (b) - Micrografias do centro de pelotas, produzidas com diferentes teores de CaO e submetidas a um mesmo perfil de temperatura (FONSECA, 2003) ... 19
Figura 3.18 – Pelotas com trincas (a) térmicas e (b) de resiliência (FONSECA, 2004). ... 20
Figura 3.19 – Arranjo dos átomos de (a) hematita (hexagonal compacto) e magnetita (cúbico de face centrada). (SMALLMAN, 1999) ... 20
Figura 3.20 – Efeito do CaO sobre a temperatura de formação da magnetita (MEYER, 1980) ... 21
Figura 3.22 – Fratura no grão devido a expansão de volume durante a redução da hematita
(EDSTROM, I.O., 1953 apud MEYER, 1980). ... 23
Figura 3.23 – Micrografia de uma pelota apresentando estrutura duplex (SRINVAS, 2007) . 23 Figura 3.24 – Diagrama binário CaO-Fe2O3 (SLAG ATLAS, 1975) ... 25
Figura 3.25 – Efeito da adição de calcário na resistência à compressao de pelotas de minério de ferro para diferentes temperaturas de queima (MEYER, 1980) ... 26
Figura 3.26 – Influência do teor de MgO na temperatura de formação da primeira fase líquida na sinterização de minério de ferro ferro com diferentes teores de CaO (KASAI et al.,2000) 27 Figura 3.27 –Efeito da relação MgO/SiO2 na resistência à compressão. (SUGIYAMA, 1982) ... 27
Figura 3.28 - Influência do teor de CaO e do tamanho das partículas de calcário sobre a temperatura de formação da primeira fase líquida durante a sinterização de minérios hematíticos (KASAI et al.,2000) ... 28
Figura 3.29 – Efeito da granulometria do calcário sobre a estrutura dos poros de pelotas de minério de ferro hematítico; a) antes e b) após a sinterização (YANG, 1991) ... 29
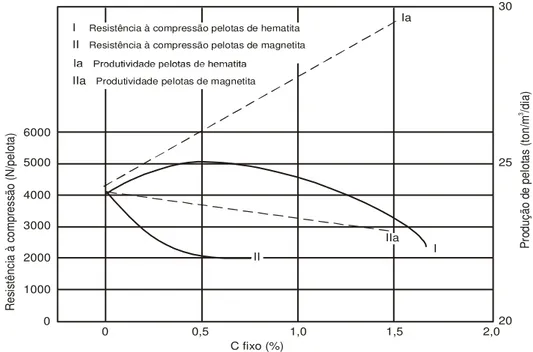
Figura 3.30 – Relação entre a adição de carvão, resistência à compressão das pelotas e produtividade da grelha durante a queima (MEYER, 1980) ... 30
Figura 3.31 – Efeito da adição de finos de coque sobre a resistência à compressão de pelotas de alta basicidade (LU, 1990) ... 31
Figura 3.32 – Efeito da temperatura máxima de queima sobre a resistencia à compressão de pelotas de alta basicidade com diferentes adições de finos de coque (LU, 1990) ... 32
Figura 3.33 – Mecanismos de formação das fases (adaptado de HSIEH, 1989) ... 33
Figura 3.34 – Gráfico de pareto padronizado para os efeitos significativos para a resistência à compressão de pelotas com diferentes basicidades e teores de carbono (TURRER, 2003) .... 34
Figura 3.35 – Gráfico de superfície resposta mostrando o efeito da basicidade binária e do teor de carbono sobre a resistência à compressão de pelotas alto-forno (TURRER, 2003) ... 35
Figura 3.36 – Correlação múltipla entre as características do carvão mineral (TURRER, 2003) ... 35
Figura 3.37 – Modelo básico de resistência à compressão (R2 = 0.519) (GERHARD, 2004) 36 Figura 3.38 – Gráfico de superfície resposta: influência dos teores de carbono e CaO sobre a resistência à compressão das pelotas de minério de ferro (Relatório interno da Samarco) ... 36
Figura 3.39 – Evolução do controle de qualidade (adaptado de NETO,1997) ... 37
Figura 3.40 – Etapas de um Projeto de Engenharia Robusta (OLIVEIRA, 2006) ... 39
Figura 3.41– Representação dos parâmetros de um sistema de engenharia (BORGES, 2005) 41 Figura 3.42 – Arranjo ortogonal L18, mostrando uma variável em 2 níveis - coluna A - e sete variaveis em tres níveis - colunas B,C,D,E,F e G (Minitab ®) ... 44
Figura 4.1 – Fluxograma das etapas para condução do estudo ... 47
Figura 4.2 – Análise termogravimétrica da amostra de pellet feed ... 50
Figura 4.3 – Distribuições granulométricas das amostras de calcário em Mastersizer ... 51
Figura 4.5 – Análise termogravimétrica da amostra de calcário (granulometria intermediária)
... 53
Figura 4.6 – Análise termogravimétrica da amostra de carvão (granulometria intermediária) 53 Figura 4.7 – Misturador Eirich modelo R-08W ... 55
Figura 4.8 – Disco-piloto utilizado na confecção das pelotas cruas, mostrando: 1) panela do disco de 1m de diâmetro; 2) raspadores fixos; 3) correia de alimentação e 4) silo de mistura 55 Figura 4.9 – Visão geral do forno de queima piloto (pot grate) da Samarco Mineração S/A .. 56
Figura 4.10 – Set point dos perfis térmicos suave, normal e agressivo utilizado nos testes com ritmo de produção de (a) 6,75 milhões t /ano, (b) 7,0 milhões t /ano e (c) 7,25 milhões t /ano ... 57
Figura 4.11 – Tambor de abrasão utilizado no teste de tamboramento ... 58
Figura 4.12 – Prensa hidráulica para testes de resistência à compressão, mostrando: a) visão geral do equipamento; b) detalhe do prato alimentador; c) êmbulo hidráulico; d) distribuição de freqüência de resultados de resistência à compressão ... 59
Figura 4.13 – Forno rotativo para determinaçao do grau de metalização após redução ... 60
Figura 5.1 – Gráfico de regressão linear entre o % CaO e a basicidade da pelota queimada .. 62
Figura 5.2 – Gráfico dos efeitos principais para relação sinal/ruído da compressão ... 64
Figura 5.3 – Gráfico dos efeitos principais para a média da compressão ... 64
Figura 5.4 – Gráfico dos efeitos principais para relação sinal/ruído do tamboramento ... 67
Figura 5.5 – Gráfico dos efeitos principais para a média do índice de tamboramento ... 67
Figura 5.6 – Gráficos dos efeitos principais para a relação sinal/ruído do grau de metalização ... 69
Figura 5.7 – Gráfico dos efeitos principais para a média do grau de metalização ... 69
Figura 5.8 – Gráfico de saída do response optimizer para uma pelota redução direta com %CaO = 0,75 %; Carbono = 1,15 %; Perfil Térmico = 2 (Normal); % MgO = 0,30 % e Ritmo de Produção de 7,0 milhões de toneladas/ano. ... 72
Figura 5.9 – Gráfico de saída do response optimizer para uma pelota redução direta com Carbono = 0,95 %; Perfil Térmico = 2 (Normal) e Ritmo de Produção = 7,0 MMt/ano ... 73
Figura 5.10 – Gráfico de saída do response optimizer para uma pelota redução direta com CaO = 0,75 %, Granulometria de Insumos = 1 (Grossa), Carbono = 1,15 %; Perfil Térmico = 2 (Normal) e CaO = 0,10 %, ... 74
Figura 5.11 – Gráfico de saída do response optimizer para uma pelota redução direta produzida com CaO de 0,75 % e carbono na pelota crua de 1,00 % ... 75
Figura 5.12 – Gráfico de saída do response optimizer para uma pelota redução direta produzida com granulometria fina de calcário e carvão ... 77
Figura 5.13 - Micrografia do centro de pelotas produzidas com granulometria de calcário e carvão (a) fina e (b) grossa. (aumento de 100x) ... 77
Figura 5.15 - Micrografia da pelota do teste 17, produzida com granulometria intermediária de calcário e carvão (aumento de 500 x) ... 78 Figura 5.16 – Gráfico de saída do response optimizer para uma pelota redução direta
produzida com teor de carbono de 0,78 % ... 79 Figura 5.17 – Gráfico de dirpersão entre (a) % carbono da pelota crua e porosidade da pelota queimada e (b) % carbono da pelota crua e % FeO da pelota queimada ... 80 Figura 5.18 – Micrografias de pelotas produzidas com teores de carbono na pelota crua de (a) 0,65 %, (b) 1,00 % e (c) 1,30 % (aumento de 12,5x). ... 81 Figura 5.19 – Micrografias de pelotas produzidas no teste-9 (1,30 % carbono), mostrando as regiões localizadas (a) na borda, (b) na intermediária e (c) no centro (aumento de 500x) ... 81 Figura 5.20 – Micrografias de pelotas produzidas no teste-5, mostrando as regiões localizadas (a) na borda, (b) na intermediária e (c) no centro (aumento de 500x) ... 82 Figura 5.21 – Gráfico de contagem de poros das pelotas queimadas obtidas nos testes ... 82 Figura 5.22 – Gráfico do efeito do % carbono da pelota crua sobre a resistência à compressão da pelota queimada. ... 83 Figura 5.23 – Gráfico de saída do response optimizer para uma pelota redução direta
ÍNDICE DAS TABELAS
Tabela 3.1 – Arranjos ortogonais de Taguchi (PADKE, 1989) ... 45
Tabela 4.1 – Classe de pelotas definida para o estudo ... 48
Tabela 4.2 – Níveis das variáveis (fatores) selecionados para o estudo ... 48
Tabela 4.3 – Disposição das variáveis dentro do arranjo ortogonal L-18 ... 49
Tabela 4.4 – Caracterização química, física e mineralógica da amostra de pellet feed ... 49
Tabela 4.5 - Caraterização química das amostras de calcário, magnesita e carvão mineral .... 51
Tabela 4.6 – Caracterizaçao física das amostras de calcário, magnesita e carvão mineral ... 51
Tabela 4.7 – Balanço de massa para preparação da mistura do experimento 2 ... 54
Tabela 5.1 – a) arranjo ortogonal utilizado no estudo, b) dosagem de aditivos, c) análise química da mistura ... 61
Tabela 5.2 – Resultados das análises químicas das pelotas queimadas ... 61
Tabela 5.3 – Resultados dos testes físicos e metalúrgicos dos experimentos ... 63
Tabela 5.4 – ANOVA para relação sinal/ruído e para média da resistência à compressão ... 63
Tabela 5.5 – ANOVA para relação sinal/ruído e para média da resistência à compressão suprimindo a variável granulometria dos insumos ... 65
Tabela 5.6 – ANOVA para relação sinal/ruído e para média do tamboramento ... 66
Tabela 5.7 – ANOVA para relação sinal/ruído e para média do tamboramento suprimindo as variáveis % CaO, granulometria dos insumos e % MgO. ... 66
Tabela 5.8 – ANOVA para relação sinal/ruído e para média do grau de metalização... 68
Tabela 5.9 – ANOVA para relação sinal/ruído e para média do grau de metalização suprimindo a variavel % CaO ... 68
Tabela 5.10 – Significância dos termos do modelo de regressão utilizando os efeitos principais e os termos quadráticos ... 70
Tabela 5.11 – Significância dos termos do modelo de superfície de resposta para a resistência à compressão utilizando os efeitos principais e o efeito quadrático do carbono ... 71
Tabela 5.12 – ANOVA para o modelo de superfície de resposta da resistência à compressão 71 Tabela 5.13 – ANOVA para o modelo de superfície de resposta do índice de tamboramento 73 Tabela 5.14 – ANOVA para o modelo de superfície de resposta do grau de metalização ... 74
Tabela 5.15 – ANOVA para o modelo de superfície de resposta da porosidade ... 75
1 - INTRODUÇÃO
A pelotização é um processo de aglomeração que visa o aproveitamento da fração ultra-fina de minério de ferro de concentrados ou de minérios naturais, transformando-a em pelotas, com características de qualidade adequadas à utilização em altos-fornos e reatores de redução direta. A composição química das pelotas busca preencher características específicas da carga metálica dos reatores industriais, ao passo que as propriedades físicas e metalúrgicas são determinadas, baseadas no seu comportamento durante o transporte, manuseio e processamento metalúrgico.
Ao longo das últimas décadas, a tecnologia de pelotização de minério de ferro tem evoluído consideravelmente. Os requisitos das indústrias siderúrgicas têm se tornado mais complexos, fazendo com que as pelotas sejam produzidas sob encomenda, visando atender às necessidades dos clientes (PAQUENET, 2005).
Pioneira na explotação de itabirito, minério de baixo teor de ferro, a Samarco Mineração S/A atua no ramo de mineração desde 1977, produzindo e exportando pelotas de minério de ferro de alta qualidade. As principais minas são Alegria-126, Alegria-345 e Alegria-9, localizadas no complexo Alegria, e são constituídas de itabiritos hematíticos hidratados (COSTA, 2005). Na unidade de Germano é produzido o concentrado, cuja composição mineralógica é, predominantemente, constituída de hematita especular e martítica, contendo quantidades apreciáveis de goethita. Este é transportado por um mineroduto até a unidade de Ponta Ubu, onde é filtrado, recebe a adição de insumos, é pelotizado em discos para posterior produção de pelotas queimadas em fornos do tipo grelha móvel. O mix atual de produção é de 41 % de pelotas para alto-forno e 59 % de pelotas para redução direta. Grande esforço tem sido empregado na consolidação do mercado de redução direta, que tem merecido destaque especial, principalmente, devido ao seu maior valor de mercado.
De acordo com a literatura, diversas variáveis do processo industrial influenciam, de forma acentuada, na resistência física de pelotas queimadas. A análise desta influência, utilizando bancos de dados industriais, é bastante complexa e problemática, considerando os ruídos presentes no processo produtivo e o fato de trabalhar-se com grandes quantidades de pelotas. Estudos em escala piloto (pot-grate) com utilização de projetos de experimentos, são partes essenciais de um programa, visando melhorar a qualidade das pelotas, no qual o número de testes é dependente do número de fatores estudados e dos seus níveis.
Neste sentido, às vezes, o custo de levar-se adiante um projeto de experimento torna-se muito alto, devido ao grande número de combinações existentes entre as variáveis. A utilização da metodologia de Taguchi permite avaliar, de forma eficiente, a influência sobre uma ou mais variáveis resposta, de um conjunto de fatores, em diversos níveis, com um mínimo de testes experimentais, possibilitando a obtenção de produtos robustos, menos sensíveis às variações (ruídos) do processo produtivo.
O Método de Taguchi, também denomidado de “Engenharia da Qualidade”, “Projeto Robusto” ou “Engenharia Robusta” já foi empregado com sucesso em várias áreas do conhecimento em todo o mundo. Muitas dissertações de mestrado e teses de doutorado já foram realizadas, tendo como tema a metodologia de Taguchi. Alguns trabalhos desenvolvidos no Brasil, que datam de 1991 a 2001, foram citados por BORGES (2005). No entanto, nenhum estudo, até o momento, abordou a utilização da metodologia dentro da área de pelotização de minério de ferro.
2 - OBJETIVOS
São objetivos específicos deste trabalho:
- Estudar, em escala piloto (pot-grate), o efeito de 6 (seis) fatores importantes para o processo produtivo de pelotização da Samarco, sobre a média e a variabilidade dos resultados de resistência à compressão a frio, índice de tamboramento e grau de metalização das pelotas de redução direta, por meio da utilização do método de Taguchi, visando obter ganhos nestas características de qualidade;
Os fatores avaliados foram: granulometria dos insumos (calcário e carvão), teor de carbono da pelota crua, teor de CaO e MgO da pelota queimada, perfil térmico e ritmo de produção do forno de endurecimento.
- Identificar e definir o nível desses seis fatores, visualizando a região de comprometimento ou acordo - trade-off (1) - dos resultados de resistência à compressão, índice de tamboramento e grau de metalização, buscando otimizar a margem de lucro relativa das pelotas produzidas para utilização em reatores de redução direta.
___________________________________________________________________________
(1) Trade-off: expressão que define situação de escolha, isto é, quando uma ação que visa a
3 - REVISÃO BIBLIOGRÁFICA
Neste capítulo é apresentada uma revisão bibliográfica sobre o processo de pelotização de minério de ferro, com ênfase no entendimento do efeito das seguintes variáveis de matérias-primas e processo sobre as propriedades físicas (principalmente resistência à compressão) das pelotas queimadas: granulometria dos insumos (calcário e carvão), teor de carbono da pelota crua, teor de CaO e MgO da pelota queimada e perfil de queima do forno de endurecimento. Conceitos sobre a teoria de sinterização e otimização de processos, por meio dos métodos de Taguchi de Engenharia Robusta também fazem parte deste capítulo.
3.1 – Processo de Pelotização de Minério de Ferro
O processo de pelotizaçãode minério de ferro teve início no final dos anos 40, principalmente nos E.U.A., como um processo de aglomeração do concentrado produzido pelo beneficiamento de minério magnetítico, denominado taconito, de baixos teores (~30% Fe) que tinham que ser moídos abaixo de 200 # (74 m) para liberar a ganga e elevar o teor de Fe acima de 64 % por separação magnética. As plantas de pelotização tinham a vantagem adicional de poderem ser construídas perto das minas e as pelotas transportadas até as usinas siderúrgicas, enquanto as plantas de sinterização precisavam, necessariamente, estarem localizadas dentro de usinas integradas, pois o sinter não podia ser transportado por longas distâncias sem deterioração da qualidade (KALLURAYA et al., 2006).
No início dos anos 70, o aumento da demanda mundial por minérios com altos teores de Fe levou à descoberta de novos depósitos de minérios de ferro de diferentes composições química e mineralógica em vários países. Tal fato representou um marco na tecnologia do processo de pelotização que passou a utilizar diferentes “blends” de minérios naturais e concentrados provenientes de diferentes minas, dando início à construção de novas plantas pelotizadoras próximas a portos, dentre as quais: VALE (Tubarão), Samarco (Ponta Ubu), Marcona (Peru), Wabush (Canadá), Hamersley e Robe River (Austrália).
Logo em seguida, as pelotas são carregadas em um forno rotativo para serem sinterizadas. No forno tipo traveling grate, o leito estacionário de pelotas é transportado por meio de carros de grelha pelas zonas de secagem, pré-queima (oxidação), queima (sinterização) e resfriamento. Basicamente uma planta de pelotização é constituída de duas etapas principais, conforme mostrado na Figura 3.1.
Figura 3.1 – Etapas de uma planta de pelotização (MARTIN)
A primeira etapa compreende a formação das pelotas cruas (ou verdes) em discos ou tambores, onde o minério de ferro, constituído por partículas, extremamente finas com distribuição granulométrica adequada, após ter sido misturado aos aditivos, é pelotizado com adição ou não de água complementar. Nesta etapa, a função dos aditivos, dentre os quais se destacam o calcário, a magnesita, o carvão e o aglomerante, é corrigir as características químicas e de aglomerabilidade do minério de ferro, visando o atendimento das etapas posteriores. Cabe ressaltar que a adequação da composição química visa o atendimento das especificações de qualidade, exigidas pelos clientes, e influenciam de forma decisiva as características físicas e metalúrgicas finais da pelota queimada.
Na segunda etapa, as pelotas verdes são submetidas ao tratamento térmico, onde são secas, pré-aquecidas, queimadas e resfriadas, por meio de ciclos térmicos pré-determinados, visando a produção das pelotas queimadas.
Finos Naturais Concentrado
Secagem Moagem Filtragem Mistura Pelotamento Secagem Pré-Queima Queima Resfriamento Pelotas Aditivos Preparação das Matérias Primas e Aditivos para Formação da Pelota Crua
Etapa Fluxograma do Processo de Pelotização
Ciclo Térmico no Forno de Pelotização para Produção da Pelota Queimada
Finos Naturais Concentrado
Secagem Moagem Filtragem Mistura Pelotamento Secagem Pré-Queima Queima Resfriamento Pelotas Aditivos Preparação das Matérias Primas e Aditivos para Formação da Pelota Crua
Etapa Fluxograma do Processo de Pelotização
A Figura 3.2 apresenta o fluxograma esquemático de uma planta de pelotização da Samarco Mineração S/A que utiliza forno do tipo grelha móvel.
Figura 3.2 – Fluxograma de uma planta de pelotização da Samarco
Uma das principais vantagens da tecnologia do forno tipo grelha móvel é a utilização de vários queimadores nas zonas de pré-queima e queima, o que permite que os perfis de temperatura, ao longo do forno, possam ser ajustados para tratamento térmico de matérias-primas (minério de ferro e aditivos) de diferentes características (SURESH, 2006).
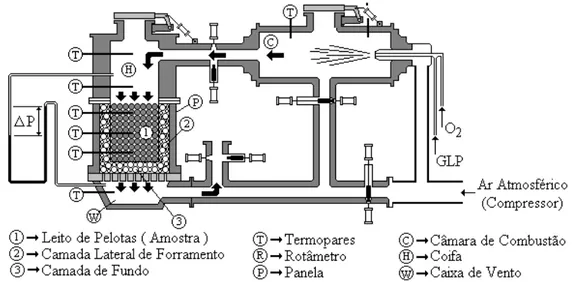
Tipicamente, o perfil térmico de um forno grelha móvel é composto por 4 fases: secagem (S), pré-queima (PQ), queima (Q) e resfriamento (R). A Figura 3.3 mostra um desenho esquemático de um forno de pelotização.
Figura 3.3 – Forno de pelotização Samarco (FONSECA et al., 2005).
O fluxo de gás primário atravessa o leito de pelotas duas ou três vezes; inicialmente, em sentido ascendente, na primeira fase do resfriamento. Este fluxo é então distribuído e é direcionado, de forma descendente, pelo leito nas zonas de queima (Q) e pré-queima (PQ). Tipicamente, parte deste gás é recuperada e utilizada ou na primeira etapa da secagem de forma ascendente (SA) ou descendentemente na segunda etapa da secagem (SD).
O fluxo de gás secundário passa, ascendentemente, pela segunda fase do resfriamento e, então, é usado na primeira ou na segunda fase da secagem (para complementar a rota do fluxo de gás primário). Como o primeiro fluxo gasoso sai do primeiro estágio do resfriamento, ele possui uma temperatura média de 1000 ºC. Junto com o calor dos queimadores nas zonas de pré-queima (PQ) e queima (Q), o novo fluxo gasoso destas zonas é dividido para queimar as pelotas a, aproximadamente, 1300ºC. A temperatura do gás destas zonas é, normalmente, da ordem de 400ºC. Parte deste fluxo de gás é então usado, junto com o gás da saída do resfriamento, a temperaturas entre 200ºC e 400ºC, para secar o leito de pelotas, reduzindo o
spalling (fenômeno de fragmentação das pelotas devido à pressão do vapor gerado, quando as pelotas são secas a taxas muito rápidas; tipicamente, causado pela utilização de fluxo gasoso com temperaturas muito altas).
Outra preocupação é a fragilização das pelotas molhadas, devido (1) ao próprio peso delas no leito, (2) a re-condensação da umidade do fluxo de gás, retornando para dentro do leito, e (3) as forças exercidas pela queda de pressão, gerada pelo fluxo gasoso através do leito. Estas são as razões predominantes, pelas quais a maioria dos fornos de pelotização usa zonas de secagem.
A Figura 3.4 apresenta exemplo do perfil térmico de um forno de pelotização do tipo grelha móvel, que, além das 4 zonas descritas acima, possui também uma zona de pós-queima, servindo de etapa intermediária entre a queima e o resfriamento.
3.2 – Propriedades Químicas, Físicas e Metalúrgicas das Pelotas de Minério de Ferro
As propriedades das pelotas de minério de ferro são influenciadas pela tipologia e natureza do minério ou concentrado, pelos aditivos utilizados e pelo subseqüente tratamento térmico para produção das pelotas queimadas (RIGAUD, 1992). A interação entre os constituintes do concentrado e dos aditivos, isto é, óxidos de ferro, ganga, fundentes e carbono, resulta na formação de várias fases mineralógicas, as quais afetam o grau e a natureza das ligações na pelota e a estrutura e distribuição dos poros, determinando em larga escala as características físicas e metalúrgicas das pelotas, destinadas aos processos de redução: altos-fornos e reatores de redução direta.
A resistência física das pelotas é medida, principalmente, pelos índices de tamboramento e resistência à compressão a frio, melhorando, à medida que ocorre o aumento de ambos. Quanto ao aspecto metalúrgico, as pelotas devem ter alta redutibilidade com adequado volume e tamanho de poros, desde que sua resistência física não seja prejudicada.
Nesse trabalho, os esforços foram direcionados para a verificação da influência das variáveis do processo de pelotização citadas, no início deste capítulo, sobre as propriedades físicas (tamboramento e compressão) e metalúrgicas (grau de metalização) de pelotas para utilização em reatores de redução direta. Esta classe de pelotas caracteriza-se pelo elevado teor de Fe (ferro total) e níveis reduzidos de óxidos básicos (CaO e MgO) e de ganga, principalmente, SiO2 e Al2O3, conforme mostrado na Figura 3.5.
A produção de pelotas resistentes e altamente redutíveis é possível a partir de uma ampla faixa de combinações de temperatura e tempo de queima. O aumento de ambas melhora a
abrasão e a compressão, mas piora a redutibilidade, requerendo um “acordo”. Quando a quantidade de calcário é muito baixa para formar uma quantidade de escória adequada para as ligações, o tamboramento e a compressão podem ser inadequados. Grandes adições de cal tendem a aumentar o tamboramento e a compressão com efeito desprezível na redutibilidade. (BOWLING, 1980)
Reconhecendo a complexidade do processo de pelotização, vários autores (CRIBBES e KESTNER, 1977; BOWLING, 1980; SRINIVAS, 2007) avaliaram, em um mesmo programa de estudo, os efeitos das condições de queima, do tipo e granulometria do minério, e dosagem de aditivos sobre as propriedades de pelotas de minério de ferro.
Descrevem-se, a seguir, os mecanismos envolvidos no desenvolvimento das propriedades das pelotas de minério de ferro.
3.2.1 – Desenvolvimento das Propriedades das Pelotas
Segundo MEYER (1980), dois tipos de ligações térmicas são decisivos para as propriedades das pelotas hematíticas :
a) mudança da estrutura cristalina durante a queima, por transformação ou crescimento dos cristais;
b) reação dos constituintes da escória formada que presentes como ganga nos minérios ou concentrados, ou adicionados antes da formação das pelotas, tais como bentonita, quartzo ou aditivos básicos. Os componentes básicos reagem com os componentes ácidos e, sob certas condições, também com o óxido de ferro.
Visto que os minérios ou concentrados sempre têm uma certa quantidade de ganga e que também aditivos são, usualmente, utilizados na produção das pelotas, ambos os mecanismos de ligação ocorrem, simultaneamente, sob condições normais de operação.
queima, a carga de pelotas é mantida em uma temperatura ideal para cada tipo de minério, por um período determinado.
A velocidade da pré-queima depende, sobretudo, dos componentes contidos na pelota, sendo que os tipos de ligações decisivas para a obtenção das propriedades finais das pelotas surgem na zona de queima. (MEYER, 1980)
3.2.1.1 – Mecanismos de Desenvolvimento da Resistência Física
Para pelotas produzidas sem utilização de fundentes, o aumento da resistência é associado com as reações de sinterização (ligação por difusão), acompanhado por um aumento na densidade da pelota e um decréscimo no volume. Em pelotas com adição de fundentes, fases líquidas aparecem durante o aquecimento e o aumento na densidade pode ocorrer muito mais rapidamente. O reagrupamento das partículas pode levar a uma grande redução na área superficial e retração. As fases líquidas podem também auxiliar o desenvolvimento de reações químicas e precipitação de soluções, as quais, posteriormente, aumentam a resistência. (BATTERHAM, 1985)
Devido à difusão atômica que ocorre em altas temperaturas, próxima ao ponto de fusão, os átomos difundem de uma partícula para outra, formando pontes entre elas, cuja energia da superfície é maior que a da partícula, o que induz à difusão preferencial da superfície da partícula para a ponte, cujo tamanho aumenta. A presença de uma fase líquida entre as partículas permite aumentar a difusão e acelerar a sinterização. (JULIEN, 2007) Na Figura 3.6 é mostrado um desenho esquemático do fenômeno de sinterização.
.
cristalográfico, consistindo, assim, de um único cristal, embora de superfície muito irregular), ao redor dos poros. (WYNNYCKYJ & FAHIDY, 1974)
A Figura 3.7 mostra a micrografia de uma pelota crua, antes do processo de queima e uma pelota queimada.
(a) (b)
Figura 3.7 – (a) Micrografia de uma pelota crua seca para alto-forno (b) Micrografia de uma pelota para alto-forno sinterizada a 1360°C (FONSECA, 2003)
A matriz que consiste, inicialmente, de partículas dispersas, com uma ampla distribuição granulométrica, transforma-se em uma rede sólida contínua, rodeada por poros.
3.2.1.1.1 – Retração das Partículas e Formação de Poros Durante a Sinterização
A força motriz do processo de sinterização é a diminuição da energia livre, via diminuição da superfície e, para que isto ocorra, é necessário o deslocamento de matéria, que sairá das partículas em direção à porosidade, preenchendo-a. Durante a sinterização, o crescimento do pescoço (ou ponte), pelo movimento de massa para o mesmo, é desejável, pois reduz a energia livre pela redução da área superficial total (Figura 3.8).
Figura 3.8 – Micrografia em MEV da formação de pescoço (ou ponte) entre duas partículas esféricas de mesmo tamanho, induzidas pelo processo de sinterização. (GERMAN, 1983)
Os mecanismos de transporte, reconhecidamente importantes na sinterização de óxidos, são difusão por superfície, difusão por contorno de grão e difusão por volume. Adicionalmente, fluxo viscoso, deformação plástica e evaporação/condensação são importantes na sinterização de outros sólidos e, possivelmente, para os óxidos também. Além disso, o mecanismo dominante deve variar com a temperatura, tamanho das partículas e tempo de sinterização. Difusão por superfície pode levar ao crescimento de pescoço ou ponte (Figura 3.9.a) e aumentar a resistência de um aglomerado, constituído de muitas partículas sem, entretanto, ocorrer retração. Retração e densificação (Figura 3.9.b) deveriam envolver contornos de grão, servindo como absorvedor de vacâncias e também, como difusão por volume e/ou contorno de grão. (WYNNYCKYJ & FAHIDY, 1974)
Figura 3.9 – Geometria do modelo de sinterização de duas esferas, (a) formação de pescoço com ausência de retração, (b) acompanhado de retração – um contorno de grão forma no
pescoço. (WYNNYCKYJ & FAHIDY, 1974)
A retração é de fundamental importância para a sinterização e é associada ao desenvolvimento da resistência. Os estágios iniciais da sinterização, quando a consolidação é somente pelo crescimento do pescoço (ou ponte) entre as partículas, sem que estes se choquem com algum outro, são bem descritos pela equação de contração : (BATTERHAM, 1985)
L/Lo = kt n
onde L é a mudança na dimensão do compacto, Lo é a dimensão inicial do compactado, k é a constante de Boltzmann, t é a temperatura absoluta e n é o expoente característico do mecanismo predominante.
r = raio da esfera
x = tamanho do pescoço ou ponte Lo = comprimento incial das partículas L = comprimento final das partículas
L = retração das particulas
A1 = Difusão por volume, da superfície para o pescoço ou ponte.
A2 = Difusão por volume, do contorno de grão para o pescoço
B = Difusão por contorno de grão C = Difusão por superfície
a) b)
Outra medida da sinterização é a relação entre o tamanho do pescoço (X) e o diâmetro da partícula (D). As Figuras 3.10 e 3.11 mostram os estágios de sinterização, respectivamente, para um modelo de duas esferas e para um aglomerado de partículas.
Figura 3.10 – Estágios da sinterização no estado sólido (a) ponto de contato (b) estágio inicial (c) estágio intermediário e (c) estágio final.
Figura 3.11 – Desenvolvimento da ligação entre as partículas, no qual a microestrutura é transformada durante o processo de sinterização. (GERMAN, 1983)
O estágio inicial da sinterização ocorre quando a relação do tamanho do pescoço, X/D, for menor do que 0.3 (Figura 3.10 b e 3.11 b). Durante este estágio, a cinética é dominada pelo gradiente de curvatura perto do pescoço das interpartículas. A estrutura do poro é aberta e
(a) Partículas livres (início do crescimento das ligações)
(b) Estágio inicial (contração do volume de poros)
(c) Estágio intermediário (formação dos contornos de grãos nos contatos)
(d) Estágio final (poros ficam isolados)
Ponto inicial de contato Primeiro estágio formação de pescoço Segundo estágio crescrimento do pescoço Terceiro estágio Esfera coalescida Partícula esférica D = diâmetro X= tamanho do pescoço
contorno de grão
70 a 92 % densidade teórica
> 92 % densidade teórica a) b) c) d) Ponto inicial de contato Primeiro estágio formação de pescoço Segundo estágio crescrimento do pescoço Terceiro estágio Esfera coalescida Partícula esférica D = diâmetro X= tamanho do pescoço
contorno de grão
70 a 92 % densidade teórica
interconectada inteiramente, embora a forma do poro não seja muito lisa e o tamanho do grão não seja maior que o tamanho inicial da partícula.
No estágio intermediário, a estrutura do poro é muito mais lisa, a densidade está entre 70 % e 92 % da teórica e o aglomerado possui uma estrutura cilíndrica interconectada (Figura 3.10-c e 3.11-c). As propriedades do aglomerado são desenvolvidas, predominantemente, neste estágio. É comum que um considerável crescimento do grão ocorra na última parcela do estágio intermediário de sinterização. Isto é acompanhado por uma possível isolação do poro. Um tamanho de grão pequeno é muito importante para manter-se uma taxa elevada de sinterização. O crescimento do grão e a separação dos poros, nos contornos de grão, são eventos desfavoráveis, com respeito à densificação do aglomerado. O crescimento do grão ocorre no final do estágio intermediário; assim, o tamanho de grão é maior que o tamanho da partícula inicial.
A rede aberta de poros torna-se, geometricamente, instável, quando a porosidade contrai para, aproximadamente 8 %, (92 % da densidade teórica). Neste momento, os poros cilíndricos desdobram-se em poros esféricos, que não são eficazes no retardamento do crescimento dos grãos (Figura 3.10 d e 3.11 d). O aparecimento de poros isolados sinaliza o começo do estágio final de sinterização e de lenta densificação. A presença de gás nos poros, neste momento, limitará o valor final da densidade.
A geometria dos poros varia em função da sua localização, ou seja, poros situados no interior dos grãos tendem a forma esférica, enquanto os poros situados nas faces e arestas dos grãos tendem a forma lenticular e, finalmente, poros situados nos cantos dos grãos tendem a forma de tetraedros arredondados (Figura 3.12). (GERMAN, 1996; apud MOLISANI, 2004)
Os poros isolados podem ser eliminados por um ou mais mecanismos de transporte de matéria, dependendo da sua localização no grão. (CHIANG et al., 1997; apud MOLISANI, 2004) Se a mobilidade do poro for mais lenta que a mobilidade do contorno de grão em crescimento, o poro tenderá a ficar isolado no interior do grão, resultando em uma lenta densificação, porque a eliminação do poro se dará, somente, por difusão pela rede. (GERMAN, 1996; apud MOLISANI, 2004) Por outro lado, se a mobilidade do poro é elevada, este poderá permanecer unido ao contorno, resultando em rápida densificação, porque os poros serão eliminados por difusão pela rede e/ou pelo contorno de grão. A mobilidade do contorno de grão depende da taxa de difusão dentro do contorno de grão, enquanto a mobilidade do poro depende da curvatura do poro (tamanho do poro) e dos mecanismos de transporte da matéria. (GERMAN, 1996; apud MOLISANI, 2004)
Para as pelotas de minério de ferro, onde há porosidade entre e dentro das partículas de minério e formação de escória, o processo de difusão não ocorre seguindo um modelo pré-estabelecido. A difusão acontece entre as partículas de minério de ferro e entre estas fases escorificadas. Estas últimas, por sua vez, têm seus átomos difundidos entre si e entre outras fases escorificadas contendo espécies diferentes. Estudos de TORÍBIO (2001) e SÁ (2003) concluíram que a eficiência de sinterização é influenciada pela tipologia do minério processado, com destaque para seus teores de hematita (especular e porosa) e goethita. Para cada tipo mineralógico que compõe o minério, as características intrínsecas são diferentes (densidade real, difusividade térmica, área superficial) e estas diferenças podem levar a comportamentos distintos durante a sinterização.
PÉREZ-MAQUEDA (1999), BALEK (2002) e CANN (2004) estudaram o efeito da temperatura de aquecimento sobre a formação de poros e coalescimento de partículas sintéticas de goethita e hematita porosa. Segundo os autores, a goethita pura decompõe-se em hematita em dois estágios : (a) retirada da água de hidratação a temperaturas entre 120 ºC e 140 ºC e (b) des-hidrolização da goethita entre 250 ºC e 350 ºC; o produto final da decomposição térmica da goethita, aquecida a 350 ºC, é a hematita porosa.
A Figura 3.13 apresenta micrografia eletrônica de varredura (MEV) de uma amostra de hematita ( Fe2O3), obtida a partir da decomposição (des-hidrolização) da goethita
Figura 3.13 – Micrografia (MEV) de hematita porosa obtida por decomposição de amostra sintética com 100 % de goethita. (PÉREZ-MAQUEDA et al., 1999)
A Figura 3.14 mostra os resultados das análises de área supercifical (S), termogravimetria (TG), diferencial de temperatura (DTA) e emanação térmica (ETA) da amostra sintética composta por 100 % de goethita, testada por BALEK (2002). Segundo o autor, as curvas de TG e DTA mostram, somente, os efeitos correspondentes à perda da água de hidratação (130ºC) e a liberação da água estrutural (de cristalização) a 275ºC. O significante aumento na taxa de liberação de radiação, E, observado na curva do ETA, no intervalo de temperatura entre 70 e 310 ºC, corresponde à formação de microporos nas partículas desidratadas. Para temperaturas acima de 350ºC, o valor de E decresce rapidamente, indicando o desaparecimento dos microporos e o seu acúmulo nos macroporos.
S(m2/g)
E Liberação de Radiação (unid. relativa)
TEMPERATURA (ºC) S
200
100
0
ETA
DTA exotérmico
endotérmico T
0 200 400 600 800 1000 m
(mg) TG
0 2
S(m2/g)
E Liberação de Radiação (unid. relativa)
TEMPERATURA (ºC) S
200
100
0
ETA
DTA exotérmico
endotérmico T
0 200 400 600 800 1000 m
(mg) TG
0 2
Figura 3.14 – Resultados das análises de área superficial (S), emanação térmica (ETA), diferencial de temperatura (DTA) e termogravimetria (TA) durante transformação da goethita
Para temperaturas acima de 720ºC, a alta mobilidade dos átomos, no cristal, leva ao aumento de E. Este aumento na mobilidade causa a perda do formato anisotrópico das partículas de hematita, a sinterização entre elas e o posterior decréscimo da área superficial (S), como observado na Figura-3.14 na região entre 720 e 850ºC.
A Figura 3.15 mostra que uma intensa aglomeração e sinterização entre as partículas ocorrem a, aproximadamente, 850 ºC, resultando na formação de partículas coalescidas de Fe2O3,
de formato irregular, e rodeada por poros (Figura 3.16-d). Este fenômeno foi indicado na curva de ETA, pelo momentâneo decréscimo de E para temperaturas de cerca de 850ºC.
Figura 3.15 –Micrografia (MEV) de uma amostra de goethita (a) à temperatura ambiente, (b) aquecida a 520 ºC, (c) aquecida a 680 ºC e (d) aquecida a 850 ºC (BALEK, 2002) Em certos casos, a presença de aditivos pode auxiliar o coalescimento das partículas de minério de ferro durante o aquecimento (sinterização). O CaO, por exemplo, favorece a difusão atômica, aumentando a mobilidade dos elétrons na estrutura das pelotas. Isto ocorre porque o CaO reage com a hematita e com a sílica, formando fases escorificadas, cujo ponto de fusão, normalmente, é menor do que o ponto de fusão dos elementos puros. A presença de uma fase líquida, capaz de dissolver algumas das partículas sólidas, produz um caminho de transporte que é, geometricamente, o mesmo pelo contorno do grão na sinterização da fase sólida. (NEWITT, 1958) Essas fases, em contato com a superfície das partículas de hematita, funcionam como um veículo de transporte para o processo de difusão atômica .
Desta forma, quanto mais se processa a difusão atômica e a mobilidade de elétrons, mais eficiente é a sinterização e o crescimento dos grãos, partindo da superfície de contato entre as partículas de minério de ferro. À medida que a relação X/D (Figura 3.10) aumenta, mais expressivo é o crescimento dos grãos de hematita. A Figura 3.16 mostra o resultado de testes, que evidenciam a influência do CaO, e da temperatura de queima no crescimento dos grãos de hematita.
Figura 3.16 – Resultado de testes que evidenciam a influência do CaO e da temperatura de queima no tamanho dos grãos de hematita (MEYER, 1980)
A Figura 3.17 (a) e (b) mostra micrografias do centro de pelotas, produzidas com diferentes teores de CaO e submetidas a um mesmo perfil de temperatura, evidenciando o tamanho dos grãos de hematita e o preenchimento de cavidades internas, com fases silicatadas, formadas durante a queima. É notável que, na microestrutura da figura 3.3 (b), houve maior crescimento de grão. 0 1 2 3 4 5 6 7 8 9 10
1100 1200 1300 1400
Temperatura de Queima (°C)
T am anh o do Grão (log d³) 0% CaO 1% CaO 2% CaO 0 1 2 3 4 5 6 7 8 9 10
1100 1200 1300 1400
Temperatura de Queima (°C)
Silicatos
Silicatos
(a) –Pelota com teor de CaO=0,55% Centro da pelota. Aumento 500X
(b) –Pelota com teor de CaO=2,0% Centro da pelota. Aumento 500X Silicatos
Silicatos
(a) –Pelota com teor de CaO=0,55% Centro da pelota. Aumento 500X
(b) –Pelota com teor de CaO=2,0% Centro da pelota. Aumento 500X
Figura 3.17 (a) e (b) - Micrografias do centro de pelotas, produzidas com diferentes teores de CaO e submetidas a um mesmo perfil de temperatura (FONSECA, 2003)
Em geral, os aditivos de sinterização favorecem a densificação quando: (CHIANG et al., 1997; apud MOLISANI, 2004) (i) diminuem a taxa de engrossamento (coarsening) em estágios iniciais da sinterização; (ii) aumentam a taxa de densificação; (iii) diminuem a taxa de crescimento de grão; e (iv) aumentam a mobilidade do poro, para que não ocorra a separação poro-contorno de grão.
3.2.1.1.2 – Ocorrência de Trincas e Formação de Estrutura Duplex na Pelota Queimada
Alguns trabalhos têm mostrado a ocorrência de trincas e formação de estrutura duplex durante o tratamento térmico de endurecimento (sinterização) das pelotas no forno de pelotização, mostrando o efeito destes fenômenos sobre a queda da resistência física das pelotas queimadas.
FONSECA (2004), estudando a influência da distribuição granulométrica do pellet feed no processo de aglomeração e na qualidade de pelotas para processos de redução direta, identificou a ocorrência de dois tipos de trincas durante o tratamento térmico das pelotas: 1) Trincas térmicas (Figura 3.18-a): decorrentes do choque térmico nas pelotas na transição
da etapa de secagem descendente para a etapa de pré-queima, que por sua vez é também uma conseqüência da deficiência na etapa de secagem.
Figura 3.18 – Pelotas com trincas (a) térmicas e (b) de resiliência (FONSECA, 2004). Segundo o autor, as trincas de resiliência estão associadas à perda de resistência, que por sua vez está associada à saturação dos poros da pelota com água. As trincas térmicas foram associadas à secagem das pelotas e ao perfil térmico do forno. A minimização das trincas foi obtida através de uma adequação do perfil térmico do forno, com melhoria da etapa de secagem das pelotas, e otimização dos gradientes de temperaturas entre as zonas de secagem descendente, pré-queima e queima.
Outro fenômeno que deve receber atenção especial refere-se às mudanças na estrutura cristalina da matriz da pelota durante o tratamento térmico no forno de pelotização. A transformação da hematita hexagonal em magnetita cúbica, gera tensões internas que enfraquecem a estrutura das pelotas (LEITE, 1993), sendo que parte da magnetita deve se reoxidar dando origem à hematita secundária ou reoxidada.
A Figura 3.19 mostra o arranjo dos átomos da hematita (hexagonal compacto) e magnetita (cúbico de face centrada).
Figura 3.19 – Arranjo dos átomos de (a) hematita (hexagonal compacto) e magnetita (cúbico de face centrada). (SMALLMAN, 1999)
b) trincas de resiliência a) trincas térmicas
Segundo MEYER (1980) para que ocorra a dissociação térmica em pelotas de minério de ferro, a condição indispensável é que a pressão parcial de oxigênio na hematita ultrapasse a pressão parcial de oxigênio na fase gasosa que compõe o ambiente do forno de pelotização. O equilíbrio da reação de dissociação [3.1] tende para a esquerda até temperaturas de cerca de 1400 ºC. Entretanto, à altas temperaturas começa a dissociação térmica da hematita e o equilíbrio muda para a direita, causando a formação da magnetita.
Fe2O3 Fe3O4 + ½ O2 [3.1]
A dissociação da hematita começa à baixas temperaturas se as pelotas contiverem aditivos básicos. De acordo com a quantidade destes aditivos a temperatura de transformação cai e a porção de magnetita nas pelotas aumenta, conforme mostrado na Figura 3.20.
Figura 3.20 – Efeito do CaO sobre a temperatura de formação da magnetita (MEYER, 1980) Sem adição de CaO as pelotas praticamente permanecem sem a formação de magnetita até a temperatura de 1400 ºC (curva-I). O aumento no teor de CaO nas pelotas favorece a transformação da hematita em magnetita (curvas II, III e IV). Este fenômeno é explicado pelo aumento da temperatura dentro das pelotas, devido ao calor exotérmico de formação das cálcio-ferritas e seu adicional calor de fusão, o que trás um superaquecimento do núcleo da pelota para temperaturas superiores a 1400 ºC, levando à formação da magnetita.
O calor exotérmico causado pela formação da ferrita pode levar a um superaquecimento e amolecimento do núcleo da pelota e a formação de uma estrutura vítrea por onde, durante o resfriamento, a reoxidação é impedida. A tendência de formação de magnetita das pelotas que contêm elevado valor de CaO pode ser reduzida através do abaixamento da temperatura de queima (MEYER, 1980).
0,0 0,4 0,8 1,2 1,6 2,0
1150 1200 1250 1300 1350 1400 1450
Temperatura de Queima (oC) →
M
agn
et
ita
na
P
el
ot
a
(%
)
→
I - 0 % CaO II - 1 % CaO III - 2 % CaO IV - 3 % CaO
IV
III
II
I
Além da dissociação térmica a hematita pode formar magnetita através de redução química. No entanto, ainda não há investigações suficientemente abrangentes para esclarecer a relevância deste mecanismo dentro do processo de produção de pelotas de minério de ferro, tornando necessário utilizar conceitos empregados nos processos clássicos de redução de minério de ferro, buscando estabelecer algum entendimento sobre este fenômeno.
KHAKI et al. (2002), estudando a cinética e o mecanismo de redução química entre óxidos de ferro e carbono sólido relatam que o inicio da formação da magnetita deve ser a reação direta entre o hematita e o carbono sólido especialmente em uma atmosfera inerte (reação [3.2]). A partir da combustão do carvão (reações [3.3] e [3.4]) e uma vez iniciada a reação [3.5] (equação de Boudouard) é possível imaginar que a interface entre o óxido e o carbono sólido seja separada. Nesta situação, a reação deverá se proceder através do produto gasoso obtido pela reação [3.5], levando à redução da hematita através da reação indireta [3.6].
3 Fe2O3 + C 2 Fe3O4 + CO [3.2]
C + O2 CO2 [3.3]
C + ½ O2 CO [3.4]
C + CO2 2 CO [3.5]
3 Fe2O3 + CO 2 Fe3O4 + CO2 [3.6]
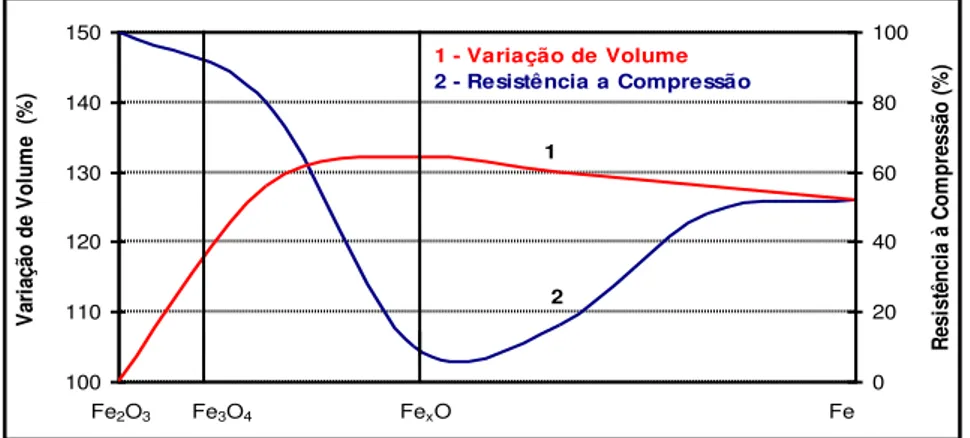
Durante a transformação de fase ocorrem fissuras intragranulares nos grãos de hematita original em decorrência da mudança da estrutura cristalina de HC para CFC. A redução da hematita para magnetita é normalmente acompanhada de aumento de volume (Figura 3.21) enquanto a reoxidação da magnetita acarreta redução de volume (contração).
100 110 120 130 140 150 V ar ia çã o de V ol um e (% ) 0 20 40 60 80 100 R es is tê nc ia à C om pre ss ão (% )
Fe2O3 Fe3O4 FexO Fe
1 - Variação de Volume
2 - Resistência a Compressão
1
2
De acordo com Edstrom (apud MEYER, 1980), devido ao aumento de volume durante a redução química da hematita, o volume do cristal aumenta de acordo com a camada de magnetita formada (S’). Para um aumento de volume de 11 % (camada S de magnetita formada), um ângulo de = 6º, corresponde ao dano causado na estrutura do cristal (Figura 3.22).
Figura 3.22 – Fratura no grão devido a expansão de volume durante a redução da hematita (EDSTROM, I.O., 1953 apud MEYER, 1980).
O indicativo da presença de magnetita (Fe3O4) nas pelotas queimadas é a elevação no seu teor
de FeO (FeO.Fe2O3), estando diretamente relacionados a uma baixa oxidação/reoxidação
durante o tratamento térmico no forno de pelotização. Para pelotas produzidas a partir de minérios magnetíticos, isto pode levar à formação de uma estrutura duplex na pelota com o centro não oxidado e cercado por hematita (Fe2O3), conforme mostrado na Figura 3.23.
Figura 3.23 – Micrografia de uma pelota apresentando estrutura duplex (SRINVAS, 2007) A capacidade de resistir ao esforço de compressão desta estrutura duplex é baixa, resultando em uma baixa resistência da pelota queimada. (SRINIVAS, 2007) Tal estrutura é caracterizada pela presença de trincas concêntricas freqüentemente constituídas por magnetita no centro e hematita nas regiões intermediária e periférica.
Centro Borda
Camada Periférica
3.3 – Variáveis do Processo de Produção de Pelotas de Minério de Ferro
Segundo WYNNYCKYJ (1993), as variáveis de processo importantes na sinterização (endurecimento) de pelotas de minério de ferro são: a temperatura de queima, o tamanho das partículas e sua distribuição granulométrica, o tempo em determinada temperatura e as impurezas e/ou aditivos presentes na composição da pelota.
3.3.1 – Efeito dos Aditivos – Calcário e Magnesita
Dentre os principais aditivos utilizados para produção de pelotas de minério de ferro destacam-se o calcário e a magnesita representando, respectivamente, fontes de óxido de cálcio (CaO) e óxido de magnésio (MgO).
Apresentando-se na forma de carbonatos os quais são insolúveis em água e, portanto, sem efeito como aglomerante na etapa de formação da pelota crua (MEYER, 1980), o calcário e a magnesita são adicionados na pelota visando a neutralização da ganga ácida, com influência na temperatura de formação das fases líquidas durante a etapa de queima no forno de pelotização e efeito marcante sobre as características físicas e metalúrgicas das pelotas de minério de ferro produzidas.
Durante o aquecimento das pelotas, no processo de queima, ocorre calcinação do calcário (CaCO3), através da reação CaCO3 CaO + CO2 , liberando dióxido de carbono (CO2). A
liberação de CO2 possibilita a geração de trincas devido à expansão volumétrica deste gás.
(LINGSTAN et al., 1983). O monóxido de cálcio formado (CaO) reage com o minério de ferro (Fe2O3), formando compostos denominados ferritos de cálcio (CF), de baixo ponto de
fusão, os quais se mantêm líquidos nas temperaturas de queima, fluindo imediatamente pelos capilares existentes no interior das pelotas, devido à tensão superficial e/ou forças de capilaridade, para a superfície do CaO, para as superfícies em torno das partículas de minério de ferro, para os vazios, para o interior das partículas de CaO, através de trincas, e para o interior das partículas de minério, através de poros abertos.
A Figura 3.24 apresenta o diagrama binário CaO-Fe2O3, mostrando a região onde ocorre a
Figura 3.24 – Diagrama binário CaO-Fe2O3 (SLAG ATLAS, 1975)
A formação dos ferritos de cálcio se dá por cristalização da fase líquida e somente uma parte resulta de reações no estado sólido (LEITE, 1993). O aparecimento de cristais de ferritos de cálcio envolve difusão heterogênea dos átomos de cálcio na estrutura do óxido de ferro. Esta difusão procede principalmente através dos defeitos dos cristais.
O aumento simultâneo da temperatura e do teor de CaO das pelotas aumenta o volume de escória formada, o que consolida sua estrutura e reduz a quantidade de poros disponíveis (THOMAS C. G. et al., 1974), existindo uma relação direta entre a resistência da pelota de minério de ferro e a retração que acontece durante a queima destas pelotas. A adição de CaO aumenta a retração com conseqüente aumento na resistência. (WYNNYCKYJ & FAHIDY, 1974) Este comportamento se deve à interação entre CaO, SiO2 e óxido de ferro que formam
Para a formação de silicatos em pelotas é necessário conduzir o processo de queima a uma temperatura alta o suficiente para garantir a formação de certa quantidade de líquido. O aparecimento deste líquido muda radicalmente os mecanismos de consolidação das ligações das partículas (FONSECA, 2003).
A Figura 3.25 mostra a influência da temperatura e do tempo de queima na resistência à compressão de pelotas para diferentes adições de calcário e temperaturas de queima.
2000 2500 3000 3500 4000 4500 5000
0 5 8 12
Adição de Calcário (%) →
R
e
s
is
tê
nc
ia
a
C
om
pre
s
s
ã
o
(N
/pe
lot
a
)
→ 1200 0C
1150 0C
Figura 3.25 – Efeito da adição de calcário na resistência à compressao de pelotas de minério de ferro para diferentes temperaturas de queima (MEYER, 1980)
Os silicatos começam a aparecer praticamente quando do aparecimento dos ferritos de cálcio. A fase líquida forma quando minério de ferro, fundente e carvão estão em contato. As reações da fase líquida iniciam em torno de 1100 ºC (LEITE, 1993), sendo que a fase líquida formada inicialmente, reagirá com os minérios circunvizinhos gerando mais líquido, no qual a assimilação poderá ocorrer. Com o aumento da temperatura de queima, a fração fina da sílica dissolve na fase líquida. Isto pode ocorrer pelo aumento da viscosidade da fase líquida.