I G I N
ISSN
(11 Volt . . .Puol~nw quaneny as meorgan or me rounary tommisston or me rolrsn Hmaemy of SGisn~es
Application
of welding
technology
TIG
to
cast
iron
repair
J.
Sza,j!jaar
"
P. \VrbbcI"
T.
Wriibcl"
*
"ilcsian
University
ol*'Tcchnology,
Inslitute o f
Engineering Materials and Biorn;ltcrials,
Foiindry Dcpnrtrncnt,
Tawarowa
7,44-
100 G Iiwicc,
PL
*Corresponding
author.
address: [email protected]
Rcccivcd
12.02.2008;
acccpted in rcvised form13.02.2008
Abstract
Rcpnir nT cnst i m n clcrncnts rcaEi7c in ordcr to cut out a sltpcrficial casting
dcfcc~s,
Dcrccis
clccrcasc ;z usahiliny nt ca~rings tor consin~ciional application m d incrcasc a manufacturing costs. Thc pnpcr prcsclrls rcscarch rcsufts or itsc o r '1'IG-
Tun~stcn Incn Gas also kncwn RS GTA-
Gas Tunpstcn Arc surfacin: hy wclding on colt1 and half-hot to rcpnls chrninil~m cnsr iron EN-GJN-XCrlS with cliro~niurn contcnt nhout 3 5% and nodular ({vi~h Fcrritic-pcarli~ic matrix) cast iron EN-GJS-500-7. Thc rcsttl~ o r invcsiigations show possibility of cns~ings rcpais hy put on derccts a good quality padding wclds, which havc compamhlcnr
hcricr propcrtlcs than hnsc ~naicrial.Kcy
words: Surfncc Trcalmair. Casting Dcfccts. 'TIG. Chromi~un Cast Iron. Nodular Cast Iron1.
Introduction
Oitcn. for this aim i s uscd wcld~ng tccIlnology fur cx:implc 'r1G-
Tungncn Incrt Gas also known as GTA-
Gi~s ?iin~sicn ArcF7t1 I].
Wcar rcsisiancc i s w r y ilnporlant fnr clclncnts of machincs
TIG nr GTA surfacing hy wclrli~ig is :in arc wcldlng pmccss and dcviccs such as: cIig~cr tccih, jaw nT cn~sllcr. which arc
that uscs a nonconsiirnahlc ~iulgsicn clccirodc lo pro(1i1~1: I~IC subject in ridying. grintlirlg ant! c ~ ~ s s i o l i . Rilsic lnntcrii~ls which
padding \rrrld (fiy. I ) .
has high wcar rcsislancc is chromium cnst iron. I ligh wcar rcsis~itncc in I his ma~criiils rcsuIr froin dispcrsio~t of Cr7C3
carhides and iron1 finc-prninctl, hr~nngc~lcouq anlcturc
of
this Shield~ng gas alloy [ 14-13,Gray cast imn i s an vcry vcrsatilc maicrial iuld rcla~ivcly incxpcnsivc, usctl in thotlrirnrls of industrial produc~s. Gray caa
irnn with flitkc anrl slnclt~lar grapliiic hclnng to thc most popular ;rlloys in ihis proup, l lowcvcr, !ncchanical prapcrtics or ductilc cast irnn arc hatcr than pray cast iron w i ~ h
flakc
~raphitc
1
I. 5. 6 ) .'rhc \r,cldnhility nf cihst i m n is dirficult in particulary nn
cold
-
wi~trorl~ prchcating. Fnr lijsion wclding. prchcating of thc caning is nhscilulcly csscntial. R ~ i l s~trfitcing by wclding on cold to rcpnir cast iron is pmsihlc. Rcpnir of cast iron clcmcnts rcnlizcd in ordcr lo cia nil1 a casting dcrccts. which dccrcnsc a ~isabiliiy of
cast
10cor~stn~ctinnnl application md incscnsc a manufacturing costs. Fig. I. Schcmc of
TlG
surfacin~ hy \c,cldin_c kcchi~olnyyTbc
welding arc is crcatcd bctwecna
rungstcn clcctrodc andthe
weld pool. Thcwcld
arcais
protcctcd from atmospheric contamination bya
shicfdinggm
-
usually
an incrtgas such as
argon or seldom
helium.
FiIlcrin form of
rod. wire, shapcd win:or
powderis
uscd. A constant-currcntwelding
powcr supplyproduccs cnergy which
is conducted
across thcarc
through a column of highly ionizcdgas
and mctal vapors knownas a plasma
[ l
l+lS].Morcovcr, application
of
wclding technology in particularTIG
to surfacc heat trcatmcnl guarantcc mechanical properticsi.c.
hardncss and wcar rcsistancc improvcmcnt in gray cast iron[7.
8. 1 1 I.2. Range of studies
Rcpair OF chromium cast iron EN-GJN-XCrlS and nodular cast iron EN-GJS-503-7 clcrncnts was
realized
with usc of wcIdcr dcvicc CastoTlC 2002 ACIDC with cursent intensity 100A for surfacing by wcidnig on cold and half-hot (prchcating tcmpcraturc 300°C). Fillcrin
form o f rod to surfacing by wclding o fchromium cnst iron has thc samc chcrnicaf cornpsition as bnsc
material. Whcrcas fillcr to sz~rfacing by wclding of nodular cast iron was chromium cnst stccl G90CrSi12- 1 with slmmium contcnt about 13%. Ratc nf flow of shielding gas
-
argon wasHardness cxarninations wcrc madc
on
ultrasound MIC;!hardncss tcstcr with
load
49N. Microhardness cxaminntions wcrcmadc
on microhardncss tcstcrD32
-
VEB Carl Zciss Jcna with load 0,3824N. Wcar rcsistancc invcnigations wcrc mcasurcdan
thc basisof ASTM
G
65
-
00 standard (fig.2). Valuc of wcar rcsistancc is dcscribcd by volume loss [ IG]:wherc:
R
-
volumc loss, mm3,Am
-
mass loss,
g
p-
density, dcrn.'.3.
Results
and
analysis
On
figurc
3 is prcscnicd Fi~sion nrca nrtcr rcpair surfacingby
wclding OF chromiu~n
cast
iron EN-GIN-XCrl5. Invcsiignrcd chromium cast iron has sfructurc of fcrrirc and carbidc cutcctic (fcrritc + M7C3) (fig.3). Thc same stnlcturc but finc-graincd hasput padding wcld in placcs o f casting dcrcc~s
(fig.>).
Sllmin. Nonconsumnblc clcctrode (W
+
2 9 T h 0 3
@3.2mm
wasused.
Mctalloprnlic cxarninations of thc matcrial structurc wcrc made on Nikon light microscope with magnihcation from 50x to
GOOx. SurTaccs o f snrnplcs which wcrc prepared for
microstructure anaIysis were etched with
use
or FcCI3 for chromium cast iron and casl stccl padding wcld and Nital for nodular cast imn.Hopper
with
sand
Fig. 3. Strucrure
of
fusion area in chromiumcast
iron-
fcrritc and carbidc cutcctic (fcrritc+
M7C3)-
asca2.
no re
finc-gnincd in padding wcld-
area I, magnilication: 20Qx. ctching: FCC&Rubber
lined
wheel
Fig.
2.
Schematic diagram of test apparalus ro wcar rcsistancc investigation[I61
Investigated nodular cast iron has structurc of nodi~lm graphite in ferritic-pearlitic matrix (fig.4). Whilc rcpair padding wcld has fine-grained structurc of
cast
stccl G9OCrSi 12-1 (fig.5). On figure 6 is presented fusion area artcr repair surfacing byweIding o f nodular
cast iron
EN-GJS-500-7.
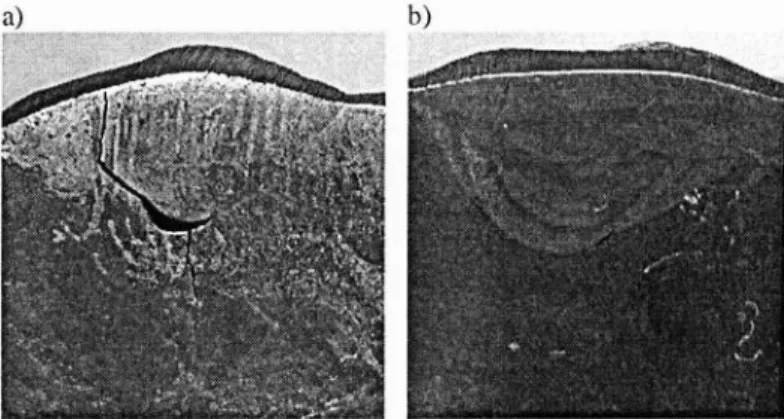
Whilc. padding weld aftcr surfacing by welding with prchcating
has
l a r p r qualiiy (withou~ cri~cks in 1.IAZ-
hcat affcclcdzonc
and lack of wcld pcnctration) th,m padding welds at7er surfacing by welding on cold (fig.7 and 8). It rcsu!t From large increase of HAZ hardness in sample after surfacing hy welding on cold (fig.9 and 10). Wheras increase or hardncss inHAZ
rcsult from creatingof
whitc casiiron
nruculre in fusionarea
after fast cooling.Fir. 7.
Mncrostructureof
paddinfi wcld nltcr surfacinfi hy wclding Fig.4.
Srrunurc of nodularcast
iron EN-GJS-500-7-
nodular graphite in fcrrit ic-pcarli~ic malrix, magnification: 200x, ctching: NitalFig.
5.
Finc-grained dendritic structure of padding wcltion
nodular casl ironEN-GJS-500-7,
magnification: 6 0 0 ~ . etching: Nital
Fig. 6. Stmcture of fusion area in nodular cast iron EN-GJS-500-7 artcr surfacing by wclding
on cold
-
finc-graincd stnlcturc in padding weldof
cast
sfccl G90CrSi 12- 1 ant! anrcturcof
whitccast
iron i n rusion line, magnification: 400x, ctching: Niral-
TIG
of chromium cast ironEN-GJN-XC~~S:
a
-
on cold (without prchearing),b
-
on hot-cold (prchcaling lcmpcraturc 300°C)Fig. 8. Macrostructurc of padding wcld dtcr surfacing by wclding TIG of nodular cast iron EN-GSS-50-7:
a
-
on cold ('without prchcating),h
-
on hot-cold (preheating tcmpcraturc 300°C)-
on cdd- - -
.on hall.l>atFig.
9.
Distribulion o f hardncss on cross-scc~ionof chromium cast
iron EN-GJN-XCrlS aftcr wlrracinghy
wclding TlGFig.
In.
Dislrihti!ion nr hardncss on cross-section of nodular castirnrl
EN-GJS-500-7
n f ~ c r surracing by welding TIGMnrcovcr, hardncss and wear rcsistancc (fig. 1 1 ) o f padding
wcld
in hoth cnscs is larger than i n hasc inntcrinl.Fig. I I. V a t ~ ~ c o f wcar resistance o f chro~iiium and nod11 tar cast irnn aRcr surfacing hy wcltling 'l'lG
4.
Conclusion
Rnsctl on mnductcd s~otlics hllnrving ctmclusions hnvc been rorznulatd:
I . Possibility h a w hccn shown
of
chromium cast iron EN-GJN-XCr 1 S nnd ~intlulnr c;in iron EN-GJS-500-7castings repair
by
put on dcrccts a good qi~aIity padding wcltls will1 usc 'TIC; tcchnotngy.2.
Paddingwcld
on chromium caa imn nnrt ntxblnr cast irnn aitcr surfacing by wclding rvirh prclicaling (T = SM°C) has bcttcr quality than padding tttclds ohcr airfacing hy i c l d i n g on coEd.[ 1 ] \V. Snkwn: Cast iron. Silcsinn Pr~hlishcrs, Kntowicc, 1974 (ill Polish).
[21 M. Przybyl. A. Studnicki. J. KiInrski: Distrihutic~n i)S
srcrcological
pararnacrsnf
chro~niurn cast iron on scc~ioa castings, Archivcs o f Foundry,No.
10, vaf. 3, 2003 (irrPolish).
[31
M.
I'rzyhyl, A. Studaicki: Infli~cncc o f beat truntmczlt on sclcct propcnicsof
ivcar rcsistancc chrotnium casts~ccl,
Archivcs
of
Fot~ndry,No. 22.
vol. 6.2nM (in I'olirh),4 A Studnicki: Rccord a r primary ant! sccnntliiry crystalli7ation
proccss
of wcnr rcsistnncc chnlrniurn citst irnn. Archivcs of Foundry. No. 22, vol. 6, 201)O (in 1411isl1).[ 5 ] C. Podmucki: Cast iron,
%G
STOP t'uhlislicrs. Krakilw. I90 t(in Polish).
[ 6 ] M. Stawnm. J. Sznjnnr: Qiial ific:~tinii mcclianic:il pmpcrtics of ducrilc cast iron with A'1'1) mc~hod, Archivcs or Foundry,
No.
15. vol.5.
2005 (it1 I'oIisl~).[ T I A. W. Orto\vicz. A. Trytck: Solidilicntian stn~clurc GTh\.\"- frcatcd iron castin~s, Archivcs of Foi~ndry, No. 4, vol,
2.
2002,[8] A. W. Orlo\r.icz. A.
Tn
rck:
Structure of surhcc rusinn Ynnc on ducrilc iron c;~stinps. Archivcs or hiindry, No. 10. vol. 3. 2003 (in Polish).[ 9 ]
J.
Szajnar.P.
Wrtihcl, T.\VbbcI:
TIC surfacing-
~ncthod ofrcpnir chmmium cast iron with castinps dcfccls. Archivcs of Foundry, No. 22, vol. 6.2006 (in Polisfr).
[ 101 J. Lnssociilski: Duc~ilc cast iron nnil 11icir wct~lnhility. Wclding Rcvicw, N n 12, 1379 (in Polish).
[ O I ] 3 . Sznjnnr.
M.
Slawar~. P. Wrilbcl. T. Wrbhcl: I'ropcnics shaping and rcpair of sclcc~cd typcs of ciist imn. Archivcs or Foundry Engineering, No. 2 . \wl. 7. ?(M)7.[ 121 E. Laugsccidcr,
G.
Lmgcr: t'las~na-arc powder szlrfncing-
cornparsion o l standard nnrl high-prnductivi~y proccsscs. SchrvcisscnRcSchncidcn. Nn, 2, IOOX.[ I 3 1 A. Klimpcl: Surfacing hy wclding and ztvrmaI spraying
-
~cchnology WNT. Wnrssnwn, 20011 (in I'olish).
[I41 J. Pilarcxyk. J. I?larczyk: Wclding nf ~nctals, Silcsian
Puhlishcru. Katowicc, ll396 (in Pol is)\).
[ 151 \V. Lucas: Arc surfacing and cladding proccsscs, Wcldiiiy 6