Dissertação de Mestrado
“Avaliação do Desempenho dos
Aços Inoxidáveis Coloridos aplicados a
Instrumentos Médico-Hospitalares”
Autor: Fernando Casanova Ricaldoni
Orientador: Prof
a. Dr.ª Rosa Maria Rabelo Junqueira
Co-Orientador: Prof. Dr. Carlos Alberto Silva de
Miranda
Fernando Casanova Ricaldoni
"Avaliação do Desempenho dos Aços Inoxidáveis Coloridos
aplicados a Instrumentos Médico-Hospitalares"
Dissertação de Mestrado apresentada ao Programa de Pós-Graduação em Engenharia de Materiais da REDEMAT, como parte integrante dos requisitos para a obtenção do título de Mestre em Engenharia de Materiais.
Área de concentração: Engenharia de Superfícies
Orientador: Prof
a. Dr.ª Rosa Maria Rabelo Junqueira
Co-Orientador: Prof. Dr. Carlos Alberto Silva de Miranda
AGRADECIMENTOS
Gostaria de agradecer a todos que de alguma forma contribuíram para a realização deste trabalho, e em especialmente:
À Profª Rosa Maria Rabelo Junqueira, por aceitar o desafio de orientar um designer e compartilhar os seus conhecimentos com muita dedicação, paciência e serenidade.
Ao Prof. Carlos Alberto Silva de Miranda pela co-orientação, todas as contribuições, pela amizade e o incentivo ao meu trabalho e a minha vida profissional.
Ao Professor Roberto Luiz Moreira do Departamento de Física da UFMG pela contribuição nas análises dos espectros no infravermelho utilizando transformada de Fourier.
À APERAM South American pela análise química das amostras.
À Inoxcolor pela coloração das amostras.
Ao Hospital Madre Tereza, pela disponibilização da infraestrutura da Central de Material Esterilizado.
À FAPEMIG pelo apoio financeiro ao projeto PPM – 00112-11 - Aplicação dos Aços Inoxidáveis Coloridos no Segmento Médico-Hospitalar.
A CAPES pela concessão da Bolsa de Mestrado.
A todos do CETEC/SENAI pela receptividade. À Célia, à Larissa e ao Tiago pela ajuda nos laboratórios, ensaios e outras inúmeras contribuições.
Ao Prof. Paulo Miranda, pela amizade, pelas conversas e por ser uma imensa referência profissional.
Aos colegas da Escola de Design e amigos que me incentivaram e estiveram ao meu lado nesta caminhada, e especialmente à professora Samantha Cidaley, e aos professores Artur Mottin e Robert Gomes.
Aos meus pais, Eros e Angela e aos meus irmãos, Bruno e Patrícia, por serem a minha estrutura.
À Juliana, por estar ao meu lado, me apoiar, me dar confiança e por ser a melhor de todas as companhias.
SUMÁRIO
LISTA DE FIGURAS ... vi
LISTA DE TABELAS ... ix
LISTA DE NOTAÇÕES ... x
1. INTRODUÇÃO ... 1
2. OBJETIVOS ... 3
2.1.OBJETIVO PRINCIPAL... 3
2.2.OBJETIVOS ESPECÍFICOS ... 3
3. REVISÃO BIBLIOGRÁFICA ... 4
3.1.AÇOS INOXIDÁVEIS COLORIDOS POR INTERFERÊNCIA... 4
3.2.AVALIAÇÃO DO DESEMPENHO DO AÇO INOXIDÁVEL COLORIDO ... 10
3.2.1. Resistência ao Desgaste por Abrasão ... 10
3.2.2. Resistência à Corrosão ... 13
3.2.3. Determinação Numérica da Cor ... 18
3.2.4. Infravermelho por Transformada de Fourier (FTIR) ... 21
3.4.AÇOS INOXIDÁVEIS APLICADOS A PRODUTOS PARA SAÚDE ... 25
3.4.1. Instrumental Cirúrgico e Odontológico de Aço Inoxidável ... 26
3.5.OAMBIENTE MÉDICO-HOSPITALAR ... 31
3.5.1. Humanização e Bem Estar ... 31
3.5.2. A Cor - Importância e Aspectos Ergonômicos ... 32
3.5.3. Segurança e Esterilização ... 35
3.6.OPROCESSO DE ESTERILIZAÇÃO EM AUTOCLAVE ... 38
4. METODOLOGIA ... 42
4.1.MATERIAIS ... 42
4.1.1. Preparo das Amostras ... 42
4.2.MÉTODOS ... 43
4.2.1. Resistência à Esterilização em Autoclave ... 43
4.2.2. Determinação Numérica de Cores ... 47
4.2.3. Resistência ao Desgaste por Abrasão ... 47
4.2.4. Resistência à Corrosão ... 49
4.2.5. Infravermelho por Transformada de Fourier (FTIR) ... 50
5. RESULTADOS E DISCUSSÃO ... 51
5.1.RESISTÊNCIA À ESTERILIZAÇÃO EM AUTOCLAVE ... 51
5.2.DETERMINAÇÃO NUMÉRICA DAS CORES ... 54
5.3.RESISTÊNCIA AO DESGASTE POR ABRASÃO ... 57
5.4.RESISTÊNCIA À CORROSÃO ... 60
5.5.INFRAVERMELHO POR TRANSFORMADA DE FOURIER (FTIR) ... 64
6. CONCLUSÕES ... 67
7. RELEVÂNCIA DOS RESULTADOS ... 68
8. SUGESTÕES PARA TRABALHOS FUTUROS ... 69
LISTA DE FIGURAS
Figura 3.1. Exemplo de uma aplicação arquitetônica do aço inoxidável colorido, em um edifício em Fortaleza-CE. ... 5
Figura 3.2. Ilustração representando a interferência dos raios na superfície na interface substrato/filme dos aços coloridos (Adaptado de: Euro Inox, 2011). ... 5
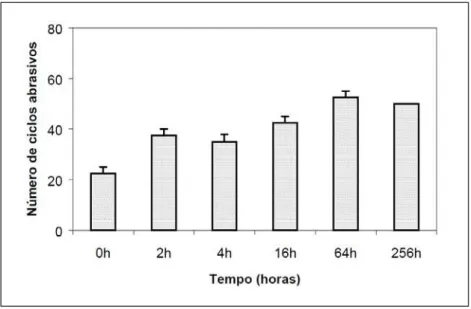
Figura 3.3. Resistência ao desgaste de chapa industrial de aço inoxidável colorido aquecida a 150°C por 2, 4, 16, 64 e 256 horas (Junqueira, et al., 2009). ... 12
Figura 3.4. Instrumentos cirúrgicos em processo de corrosão (Straumann, 2011). ... 14
Figura 3.5. Representação dos atributos da cor: Matizes, escala de saturação e escala de luminosidade (Adaptado de: Matarazzo, 2010). ... 18
Figura 3.6. Diagrama do sólido de cor no espaço L*, a*, b* (Machado et al., 1997). ... 19
Figura 3.7. Representação gráfica das coordenadas cromáticas L*, C* e H* (Adaptação de: Billmeyer & Saltzman, 1981). ... 20
Figura 3.8. Espectro FTIR de absorbância na região do infravermelho de amostras do substrato e de filmes de coloração por interferência (Junqueira, et al., 2008). ... 23
Figura 3.9. Espectro FTIR de absorbância na região do infravermelho de filmes de coloração por interferência antes e após tratamento térmico a 150°C pelos tempos indicados (Junqueira et al., 2008). ... 24
Figura 3.10. Revestimento BALINIT® A (Oerlikon Balzers, 2012). ... 29
Figura 3.12. Fitas adesivas coloridas para identificação de instrumental médico ... 30
Figura 3.13. Setores de organização do instrumental na mesa de instrumentação: Diérese (1), Preensão (2), Hemostasia (3), Exposição (4), Setor especial (5) e Síntese (6) (UEPA-CCBS). ... 34
Figura 3.14. Gráfico tempo x temperatura e pressão em um ciclo de esterilização em autoclave (Luqueta, 2008). ... 39
Figura 4.1. Preparo de embalagem das amostras para a esterilização. ... 45
Figura 4.2. Autoclave Baumer modelo HI VAC II – Hospital Madre Teresa ... 46
Figura 4.3. Testador de abrasão modelo NUS-ISO3 ... 48
Figura 4.4. Preparação de amostras para ensaio de imersão em NaCl, 3% ... 50
Figura 5.1. Amostras de aço colorido não esterilizadas, e esterilizadas por 5, 10, 15 e 20 ciclos: ABNT 304 polidas (a), ABNT 304 escovadas (b) e ABNT 316L (c). ... 52
Figura 5.2. Valores médios das diferenças de cor nas amostras: ABNT 304 polidas (a), ABNT 304 escovadas (b) e ABNT 316L (c) antes e após os ciclos de esterilização. ... 54
Figura 5.3. Número de ciclos abrasivos médios necessários para remoção completa dos filmes do aço colorido: ABNT 304 polidas (a), ABNT 304 escovadas (b) e ABNT 316L (c), de amostras não esterilizadas e amostras submetidas a 20 ciclos de esterilização. ... 57
Figura 5.4. Amostras de aço colorido não esterilizada, e amostra esterilizada por 20 ciclos após ensaio de corrosão com água em ebulição: ABNT 304 polidas (a), ABNT 304 escovadas (b) e ABNT 316L (c). ... 61
Figura 5.6. Espectro FTIR de absorbância na região do infravermelho de amostras de aço colorido 304 polidas não esterilizadas e de amostras submetidas a 20 ciclos de esterilização.64
Figura 5.7. Diferença dos espectros de reflectância FTIR entre as amostras de aço colorido 304 polidas não esterilizadas e submetidas a 20 ciclos de esterilização. ... 65
LISTA DE TABELAS
Tabela III.1. Indicação da composição química dos aços inoxidáveis austeníticos, Classe 3, % (ABNT, 2010). ... 28
Tabela IV.1. Composição química dos aços ABNT 304 e ABNT 316L (% em massa). ... 42
Tabela IV.2. Organização das amostras para os ensaios de esterilização em autoclave. ... 43
Tabela V.1. Valores médios da diferença de cor (∆Ecmc), nas amostras de aço inoxidável
coloridas em azul após ensaio de resistência a esterilização em autoclave. ... 55
Tabela V.2. Número de ciclos abrasivos médios de amostras de aço inoxidável coloridas em azul em ensaio de resistência ao desgaste por abrasão utilizando papel abrasivo de CrO3
LISTA DE NOTAÇÕES
A Å
Ampére Ângstron
a* Coordenada cromática retangular da escala CIELAB relacionada à variação de tons na escala de cores: vermelho–verde.
ABNT ABDI ANVISA AFM
Associação Brasileira de Normas Técnicas
Agência Brasileira de Desenvolvimento Industrial Agência Nacional de Vigilância Sanitária
Microscopia de Força Atômica
b* Coordenada cromática retangular da escala CIELAB relacionado à variação de tons: azul-amarelo.
BB “Buffing Bright”
C* Coordenada cromática cilíndrica da escala CIE do sistema L*, C*e H*, relacionado à saturação da cor (pálido-vívido).
CETEC Fundação Centro Tecnológico de Minas Gerais CIE
CME
Comissão Internacional de Iluminação (Commission Internationale de l’eclairage)
Central de Material Esterilizado Cr2O3 Óxido de Cromo
D Densidade
Ecorr FESEM FTIR
GDF
Potencial de Corrosão
Microscopia Eletrônica de Emissão de Campo
Espectroscopia de Absorção na Região do Infravermelho utilizando transformada de Fourier
Governo do Distrito Federal H2SO4 Ácido sulfúrico
ia Corrente anódica
ic Corrente catódica
Icorr Corrente de corrosão
INPI Instituto Nacional da Propriedade Industrial
MS Ministério da Saúde
OMS Organização Mundial de Saúde
RESUMO
ABSTRACT
1. INTRODUÇÃO
A coloração por interferência dos aços inoxidáveis é empregada há alguns anos principalmente na arquitetura e na construção civil, como em revestimentos externos e internos e em outras aplicações decorativas. A durabilidade do material e a diversidade de acabamentos superficiais são alguns dos atributos que auxiliam nas possibilidades de aplicação e que contribuem para intensificar a utilização do produto (Junqueira & Loureiro, 2004).
A coloração por interferência nos aços inoxidáveis é realizada utilizando diferentes técnicas, entre elas as de crescimento do filme de óxidos de cromo na sua superfície, que ao interagir com a luz ambiente, provoca o aparecimento de cores de interferência. As cores como o bronze, azul, dourado, vermelho, verde e preto, surgem à medida que se aumenta a espessura do filme e a coloração pode ser realizada em qualquer tipo de acabamento mecânico, seja escovado ou brilhante. Uma limitação do processo de coloração em escala industrial no Brasil, é que atualmente ela só é realizada em chapas de aço inoxidável austenítico (Junqueira et al., 2008; Euro Inox, 2011).
O aço inoxidável é atualmente a liga metálica mais utilizada no segmento médico-hospitalar devido a sua facilidade de limpeza e sua resistência mecânica e à corrosão. A aplicação do aço inoxidável colorido neste segmento é inédita e tem sido discutida e proposta, uma vez que a coloração possui grande apelo estético, mantêm as características mecânicas do aço inoxidável e ao mesmo tempo apresenta uma maior resistência à corrosão.
A importância da cor em ambientes hospitalares tem sido alvo de vários estudos, tendo em vista que o objetivo daqueles que trabalham em tais espaços é o aumento da qualidade de vida, já que os hospitais abrigam pessoas que lidam com fortes emoções. (Battistela, 2003; Beck et al., 2007; Matarazzo, 2010; Azevedo et al., 2011).A cor pode criar uma disposição de ânimo geral e provocar uma resposta emocional no usuário. Além de integrá-las à mente, o paciente também as associam com estados emocionais, sentimentos e valores (Dias, 2009). Por esta razão, a cor passa a ter significado diferente para cada usuário, devendo ser valorizada pelos profissionais que estão envolvidos com o planejamento e a gestão hospitalar (Beck et al., 2007; Boccanera et al., 2004).
Fatores ligados à segurança hospitalar são discutidos amplamente pelos órgãos governamentais. A ineficiência no controle e na identificação de materiais e equipamentos, bem como fatores humanos, está relacionada a acidentes e danos causados a pacientes (MS, 2009). Os processos de controle para a limpeza e a esterilização estão fortemente ligados a vários destes fatores, e segundo o Ministério da Saúde (MS, 2001) para a esterilização de artigos críticos e semicríticos, o método de esterilização por autoclave é o mais usual, seguro e eficaz.
Com o objetivo de avaliar o desempenho do material e a possibilidade de aplicação do aço colorido em instrumentos médico-hospitalares, neste trabalho foram estudadas amostras de aço inoxidável coloridas por interferência, submetidas a procedimentos de limpeza e esterilização em autoclave para instrumentos médicos. Amostras retiradas de chapas de aço inoxidável austenítico ABNT 304 e ABNT 316L coloridas industrialmente em azul, foram submetidas a ensaios de resistência à esterilização em autoclave, ensaio de resistência ao desgaste por abrasão, ensaios de corrosão com água em ebulição e de imersão em NaCl, 3%.
2. OBJETIVOS
2.1. Objetivo Principal
Avaliar o desempenho dos aços inoxidáveis austeníticos ABNT 304 e ABNT 316L coloridos por interferência, submetidos ao processo de esterilização por vapor saturado em autoclave, visando à aplicação do material em instrumentos e produtos médico-hospitalares.
2.2. Objetivos Específicos
• Avaliar e determinar a resistência do filme colorido ao processo de esterilização em autoclave, submetendo amostras de aço inoxidável colorido a uma sequência de ciclos de esterilização, simulando o material em serviço.
3. REVISÃO BIBLIOGRÁFICA
3.1. Aços Inoxidáveis Coloridos por Interferência
As cores de interferência sobre o aço inoxidável são resultado do aumento da espessura do filme passivo de óxidos na sua superfície (Junqueira, 2004). Os aços inoxidáveis coloridos possuem aplicações diversas, e são utilizados há mais de trinta anos principalmente como revestimentos nos segmentos de arquitetura e construção. Atualmente o aço colorido tem sido empregado também na fabricação de mobiliário doméstico e urbano, em instalações comerciais e na comunicação visual.
A modificação de superfícies pela eletrodeposição de filmes é utilizada para diversas aplicações como, as que requerem o aumento da resistência à corrosão, melhoria de propriedades tribológicas, óticas, eletrônicas e estéticas. Entre as várias tecnologias de modificação de superfícies encontra-se a de coloração de aços inoxidáveis por diferentes processos químicos e eletroquímicos para fins decorativos (Junqueira, 2004). A modificação da superfície neste caso, além das cores, também confere ao aço inoxidável colorido uma resistência superior à do aço inoxidável frente à corrosão (Junqueira, 2004).
Figura 3.1. Exemplo de uma aplicação arquitetônica do aço inoxidável colorido, em um edifício em Fortaleza-CE.
A cor visualizada na superfície do aço é o resultado de interferências luminosas que ocorrem entre a luz ambiente e a película que recobre o aço. A cor que é conferida após o processo de coloração é resultante direta da interferência da luz refletida nas interfaces do filme de óxido/ar e aço/filme de óxido. A imagem apresentada na Figura 3.2 ilustra como ocorre esta visualização das cores.
Quando a luz ambiente incide na superfície do filme, uma parte sofre refração para o interior do filme e a outra parte sofre reflexão. A luz que foi refratada reflete na interface entre substrato/filme (Evans, 1977).
A distância que a luz percorre dentro do filme de óxidos provoca uma diferença entre as ondas que interfere em diferentes comprimentos de onda presentes na luz visível. Esta diferença permite a predominância de um determinado comprimento de onda no feixe resultante, que será responsável pela cor visível (Junqueira et al., 2008). Este fenômeno é semelhante ao espectro de cores que se observa em uma bolha de sabão quando iluminada pela luz do sol.
A variação de cores, entre elas o azul, o dourado e o verde são obtidas a partir de fatores como a concentração de componentes na solução, o tempo de imersão, a temperatura da solução e as condições do aço. A sequência de cores pode ser obtida variando-se a espessura da camada de óxido, que cresce com o tempo de imersão (Evans, 1977; Junqueira, 2004).
Os mecanismos de formação de filmes de coloração por interferência na superfície de aços inoxidáveis, a partir de imersão em soluções oxidantes, foram estudados por Evans (1977). Com base em medidas de perda de massa e de espessura do filme, o autor indicou que o filme é formado por reações de dissolução e precipitação. Basicamente ocorrem duas reações eletroquímicas simultâneas. A primeira é a dissolução anódica (equação 3.1) da superfície do aço inoxidável, onde M e MZ+ representam os elementos de liga presentes no aço, por exemplo Fe, Cr, Ni, Mn e seus respectivos íons formados durante a dissolução, tais como Fe3+, Cr3+, Ni2+, Mn2+, etc.
M → MZ+ + ze- (3.1)
Na segunda reação (equação 3.2) ocorre a redução de Cr(IV) para Cr(III).
Cr2O72- + 14H+ + 6e- → 2Cr3+ + 7H2O (3.2)
Evans (1977), sugeriu ainda que a concentração do cromo trivalente produzido na dissolução anódica e o produzido catodicamente, atinge um valor crítico até a saturação no óxido de cromo presente no filme. Os íons metálicos formados pelas dias reações acima são hidrolisados conforme a reação apresentada pela equação 3.3, resultando na dormação do filme de interferência MpCrqOr.
Em seu trabalho experimental de caracterização, Evans, (1977) notou que o aumento da espessura do filme era acompanhado de um decréscimo de peso do substrato, o que o fez concluir que o filme não atuava como barreira contra a dissolução do substrato. A partir de imagens de microscopia eletrônica de transmissão, concluiu que o filme colorido por interferência é bastante poroso, apresentando densidade de poros na ordem de 1011 cm-3, e que a porosidade não variava com a espessura do filme. Densidade de poros da mesma ordem de grandeza foram determinadas também por Junqueira et al. (1997). A porosidade do filme foi estudada por microscopia eletrônica de transmissão por Evans et al. (1973) que observaram um tamanho médio de poros de 10 a 20nm. Estes autores também observaram que o tamanho e a densidade dos poros eram constantes em todo o filme e independente da sua espessura.
A espessura dos filmes varia entre valores de 50nm para a primeira cor formada, o marrom claro, chegando até a 380nm para o filme mais espesso, o de cor verde (Junqueira, 2004). O filme azul, em específico, possui espessura na ordem de 134,9±17,8nm. A composição química do filme foi determinada através de microssondagem eletrônica por Evans et al. (1973) e indicou que o filme é constituído de 21,3% Cr, 11,5% Fe e 6,3% de Ni.
Estudos, como os de Conrrado et al. (2003) e Kikuti et al. (2006), demonstraram que os filmes de óxidos crescidos sobre os aços inoxidáveis aumentam a resistência à corrosão destes materiais. Em outro estudo, Junqueira & Loureiro (2004), concluem que os aços inoxidáveis coloridos apresentaram melhor desempenho frente aos aços inoxidáveis nos ensaios de corrosão não acelerados por exposição atmosférica em ambiente marinho e, ensaios acelerados em câmara de névoa salina.
A formação do filme de interferência, e consequentemente a coloração do aço inoxidável, pode ser obtida por diferentes processos: químicos, térmicos e eletroquímicos.
O mecanismo de formação do filme de interferência na superfície de aços inoxidáveis pelo método de oxidação química foi proposto inicialmente por Evans (1977) e tem sido também adotado para os processos de coloração eletroquímicos, com exceção dos processos realizados apenas em ácido sulfúrico (Junxi et al., 1999). O método de oxidação química para produção comercial dos filmes de óxido consiste na imersão do aço em uma solução concentrada - (CrO3) 2,5 mol L-1 e ácido sulfúrico (H2SO4) 5,0 mol L-1, mantida a uma temperatura entre
processo químico de imersão, diferentes processos eletroquímicos foram propostos na literatura para coloração de aços inoxidáveis (Junqueira, 2004).
No processo de oxidação térmica, amostras de aço inoxidável contendo um teor de cromo que varia entre 13% e 25% são coloridas ao serem submetidas a tratamento térmico em atmosfera controlada (He, Ar, H2 ou O2) e em temperaturas que variam entre 500°C e 900°C (Evans,
1977).
Nos processos eletroquímicos, o filme de óxidos pode ser crescido na superfície do aço pela aplicação de pulsos alternados de potencial, em temperaturas variando entre 30°C e 50°C (Fujimoto et al., 1993; Ogura et al., 1994; Junxi et al., 1999); pulsos alternados de corrente (Wang & Duh, 1995), varredura triangular de corrente (Ogura et al., 1996) ou superposição de sinais de corrente alternada e corrente contínua (Conrrado et al., 2001). Estes processos apresentam vantagens em relação ao processo químico, como por exemplo, menor tempo de imersão para a formação do filme, maior uniformidade de cor e maior resistência ao desgaste (Sone et al., 1991; Lin et al., 1995).
Na década de 90, foi desenvolvido pelo CETEC um processo de coloração eletroquímica de aço inoxidável por corrente pulsada em solução sulfocrômica, na temperatura ambiente, para o qual foi concedida patente junto ao INPI - Instituto Nacional da Propriedade Intelectual (CETEC, 1999). O desenvolvimento do processo incluiu a otimização de parâmetros operacionais em escala de laboratório, e posteriormente, a transposição para a escala industrial.
As pesquisas conduzidas no CETEC levaram ao desenvolvimento de um novo processo eletroquímico de corrente pulsada em solução H2SO4 (5mol/L) e CrO3 (2,5mol/L) à
temperatura ambiente, para o qual foi concedida patente pelo INPI (PI 9703991) (CETEC, 1999).
de amostras de aços inoxidáveis pelo método eletroquímico de corrente pulsada utilizando como eletrólito solução ácida em concentrações de 70 g/L de cromo, a fim de investigar a influência da concentração de cromo na resistência à corrosão e ao desgaste por abrasão.
3.2. Avaliação do Desempenho do Aço Inoxidável Colorido
Para a avaliação do desempenho de materiais revestidos, Junqueira et al. (2007), indicam que deve ser avaliada a sua resistência ao desgaste e o comportamento da resistência à corrosão. Para produtos como o aço inoxidável colorido, onde a cor é o principal atributo, é importante que se disponha de uma medida quantitativa da mesma, para atender às questões de reprodutibilidade das diferentes cores (Junqueira et al., 1998).
3.2.1. Resistência ao Desgaste por Abrasão
O fenômeno do desgaste se caracteriza pelo deslocamento de material causado pela presença de partículas duras que podem estar entre, embutidas, ou em ambas as superfícies em movimento relativo (Dias & Gomes, 2003). A ASTM - American Society for Testing and Materials (2001), define que o desgaste é caracterizado como um dano causado a uma superfície sólida, geralmente envolvendo uma perda progressiva de material devido ao movimento entre aquela superfície e um ou mais corpos em contato.
Nos metais, este processo pode ocorrer de várias formas: pelo contato direto com outros metais e sólidos não metálicos, partículas sólidas, líquidos em movimento, ou ainda partículas sólidas ou de líquido transportadas em um fluxo gasoso. O desgaste por abrasão pode ser definido como um dano a uma superfície sólida envolvendo uma perda progressiva de material devido à movimentação relativa entre a superfície e um ou vários tipos de materiais (Ribeiro, 2004).
As metodologias existentes para este tipo de ensaio são direcionadas para filmes tribológicos, onde a carga empregada é maior que a utilizada para revestimentos considerados decorativos, como o aço inoxidável colorido. A avaliação da resistência ao desgaste por abrasão de filmes coloridos não é comum. Na literatura, são encontrados métodos para avaliação da resistência ao desgaste de filmes coloridos por interferência que restringem a ensaios não normalizados, geralmente adaptados de metodologias já existentes (Lin et al., 1996; Junqueira et al.,1998; Junqueira et al.,2006).
Em estudo, Cheng et al. (2008), utilizaram um disco de borracha com uma carga de 500g para avaliar a resistência ao desgaste de amostras de aço inoxidável coloridas por um processo que combina a coloração química e o processo de fixação do filme em apenas uma etapa. Neste caso, o ensaio consistia em utilizar um disco de borracha que era pressionado contra a amostra de aço, e a resistência ao desgaste foi medida utilizando como referência o número de ciclos necessários para desbastar o filme.
Para avaliar a resistência ao desgaste, Junqueira et al. (1998) realizaram testes de desgaste por abrasão em aços coloridos utilizando um sistema constituído de um disco revestido com um pano de polimento metalográfico, e este era embebido com uma suspensão aquosa de Al2O3
0,25µm adaptado a um motor com velocidade de 100rpm e uma carga de 137,8gf. O desgaste então era medido pela área da elipse formada na superfície das amostras após 2200 ciclos abrasivos, onde o substrato estava suficientemente exposto nas amostras de aço colorido. Neste caso, o ensaio foi realizado em amostras que foram submetidas a diferentes tempos de exposição atmosférica, e através da análise comparativa das áreas das elipses, foi avaliado o desgaste. A análise demonstrou que a exposição atmosférica e a temperatura bem como a umidade relativa do ar interferem na resistência ao desgaste dos filmes.
A resistência ao desgaste por abrasão também foi avaliada por Junqueira et al. (2006) e Junqueira et al. (2009), utilizando um sistema para avaliar a resistência de amostras de aço inoxidável coloridas em dourado em diferentes níveis de porosidades. Junqueira et al. (2009) realizaram testes de desgaste por abrasão em aços coloridos utilizando uma máquina de resistência ao desgaste por abrasão. O ensaio realizado consistiu no desbaste do filme de interferência pressionando-se a superfície da amostra contra uma roda revestida por uma tira de papel abrasivo de CrO3 de 0,5µm em ciclos realizados por movimentos de ida e volta, com
mesma quantidade, 40 vezes por minuto. Os testes foram conduzidos até o substrato ser exposto. A área desgastada, de aproximadamente 3,0cm x 1,0cm permitiu uma avaliação clara através de inspeção visual.
Nestes estudos, concluiu-se que a morfologia dos sistemas revestidos influencia as suas propriedades mecânicas. Os conjugados formados com filmes mais espessos como o verde e o dourado, tem maior resistência ao desgaste do que filmes finos, como o marrom e o azul. Os filmes mais porosos apresentaram menor resistência ao desgaste do que os filmes menos porosos. No mesmo estudo, a resistência ao desgaste das amostras após tratamento térmico a 150°C por até 256 horas, indicaram o aumento da resistência, como apresentado na Figura 3.3.
3.2.2. Resistência à Corrosão
Ao selecionar aços inoxidáveis para determinada aplicação, eles são primeiramente indicados por sua grande resistência à corrosão. Apesar de apresentar uma resistência à corrosão superior à maioria dos metais, em meios muito agressivos os aços inoxidáveis podem sofrer algum tipo de corrosão, podendo prejudicar de alguma forma sua durabilidade ou aparência (Junqueira, 2004; Ciuccio et al., 2010). Torna-se fundamental especificar o tipo mais adequado do aço inoxidável considerando a sua composição química e acabamento mecânico superficial, para aproveitar ao máximo as propriedades inerentes a estes materiais.
De acordo com Wolynec (2003), os fenômenos de corrosão de metais envolvem uma grande variedade de mecanismos que podem ser reunidos em quatro grupos: corrosão em meio aquoso (90%), oxidação e corrosão a quente (8%), corrosão em meio orgânico (1,8%) e corrosão por metais líquidos (0,2%), sendo que entre parêntesis está indicada uma estimativa da incidência de cada tipo de corrosão. A corrosão em meio aquoso é a mais comum, uma vez que a maioria dos fenômenos de corrosão ocorre no meio ambiente, no qual a água é o principal solvente. A própria corrosão atmosférica, que é uma das de maior incidência, ocorre pela condensação da umidade na superfície do metal (Wolynec, 2003).
A resistência à corrosão dos aços inoxidáveis depende basicamente da sua composição química e da sua microestrutura, e de um modo geral pode-se afirmar que os aços inoxidáveis austeníticos são os mais resistentes à corrosão. A estabilidade do filme passivo depende fortemente dos elementos de liga presentes no aço. O principal deles é o molibdênio, que está diretamente relacionado com a maior homogeneidade do filme. Desta forma, a escolha de um material adequado (baixo pH de depassivação, alto potencial de pite em meios ácidos) torna-se fundamental (Dias & Cândido, 2008).
Figura 3.4. Instrumentos cirúrgicos em processo de corrosão (Straumann, 2011).
Em relação a meios ácidos, existe uma diferença fundamental no comportamento dos aços inoxidáveis. Por um lado, os meios ácidos oxidantes ajudam a formar ou conservar o filme passivo, como é o caso dos ácidos nítrico e fosfórico, este último com algumas limitações que dependem da concentração e da temperatura. Por outro lado, os meios ácidos redutores não permitem a sua formação ou o destroem como exemplo os ácidos clorídrico e fluorídrico. Neste caso não devem ser especificados os aços inoxidáveis (Gentil, 1996; Fontana, 1986).
Em meios que contém o ânion cloreto, os aços inoxidáveis correm o risco de sofrer formas localizadas de corrosão, como a corrosão por pite e a corrosão em frestas, que são formas de corrosão localizadas e bastante parecidas, pelo menos em seus mecanismos de propagação.
Na corrosão por frestas é necessário que exista um interstício. Neste caso o ataque provocará lacunas metálicas no filme passivo. A corrosão por pite pode ser caracterizada por um ataque corrosivo localizado e na presença de íons cloreto. Ele é iniciado pela quebra da camada passiva em regiões onde esta apresenta defeitos como inclusões, discordâncias, contornos de grão ou interfaces. A quebra da passividade é seguida pela formação de uma célula eletroquímica, onde o anodo é uma pequena área do metal ativo e o catodo é uma considerável área do metal passivado (Fontana, 1986; Wolynec, 2003).
aumento da concentração de cloretos, favorecem a corrosão por pites, onde o potencial de pite passa a ser menor, desta forma, mais ativo (Fontana, 1986).
O acabamento superficial possui uma importante influência na resistência a corrosão do material. Superfícies com baixa rugosidade terão, na maioria dos casos, um efeito favorável na resistência à corrosão, mas tratando-se de corrosão sob tensão, um jateamento da superfície pode ser uma grande ajuda na resistência do material. Um mesmo aço inoxidável, em um determinado meio, pode se comportar de diferentes maneiras em função do seu acabamento. Entre os aços lixados, o que tem menor rugosidade é mais resistente à corrosão, principalmente se nos referimos à corrosão por pites (Ashby & Johnson, 2011).
A resistência à corrosão de aços inoxidáveis pode ser estudada a partir de diferentes metodologias, tais como ensaios de exposição atmosférica acelerada e não acelerada, curvas de polarização potenciodinâmica, espectroscopia de impedância eletroquímica, ensaios de perda de massa (métodos gravimétricos), imersão em soluções de cloretos, entre outros.
Na vida útil dos instrumentos cirúrgicos e odontológicos, a resistência à corrosão sob diversos meios é de fundamental importância. No estudo da resistência a corrosão em instrumentais médicos, as normas NBR ISO 13402 – Instrumentais cirúrgico e odontológico – Determinação da resistência à esterilização em autoclave, à corrosão e à exposição térmica, e a ASTM F1089-10 – Standard test method for corrosion of surgical instruments, abordam da mesma forma os métodos de ensaio para determinação da resistência à esterilização em autoclave e à corrosão de instrumentos cirúrgicos de aço inoxidável. Os ensaios indicados para a avaliação da superfície dos instrumentos são:
• Ensaio de corrosão em autoclave: o ensaio procura simular o ambiente de serviço; consequentemente, está baseado em métodos recomendados de esterilização.
• Ensaio de corrosão com água em ebulição: o ensaio é indicado para a determinação da resistência a corrosão.
acordo com as exigências da NBR ISO 13402, é necessário observar os seguintes requisitos: nenhuma superfície deve mostrar qualquer sinal de corrosão (sem ampliação). Pequenas evidências de ferrugem (óxido ferroso) nas bordas dentadas, dentes, fechos, linguetas de catracas, enxertos (juntas brasadas ou soldadas) etc., não devem ser motivo para rejeição.
A avaliação da resistência à corrosão dos aços inoxidáveis coloridos foi estudada por vários autores, entre eles Conrrado et al. (2003), Kikuti et al. (2004) e Junqueira et al. (2007), utilizando diferentes técnicas.
Chapas de aço inoxidável sem coloração e coloridas por processo eletroquímico foram submetidas a ensaios de exposição atmosférica pelo CETEC (2001). A exposição por três anos em ambiente urbano não apresentou nenhum sinal de corrosão ou perda de peso em todas as amostras testadas. A exposição ao ambiente marinho por um ano provocou o aparecimento de manchas de ferrugem, formação de pites superficiais e queda de brilho, sendo estes efeitos mais intensos nas amostras sem coloração (Junqueira, 2004).
A técnica de polarização potenciodinâmica foi utilizada por Conrrado et al. (2003), para avaliar a resistência à corrosão uniforme e por pites de amostras de aço inoxidável ABNT 304 coloridas pelo método de pulsos alternados de potencial em diferentes amplitudes e tempos de eletrólise. Neste trabalho foi constatado que as velocidades de corrosão das amostras coloridas eram sempre menores que a das amostras não coloridas. No entanto, salienta-se que a susceptibilidade à corrosão por pites foi praticamente igual para as amostras de aço inoxidável coloridas e não coloridas.
Em trabalho de caracterização eletroquímica por polarização potenciodinâmica anódica e espectroscopia de impedância de filmes de óxidos coloridos por interferência sobre aço inoxidável ABNT 316, Alvial et al. (2006) compararam amostras de aços inoxidáveis coloridos e dos substratos correspondentes antes e após exposição atmosférica em ambiente marinho por 24 meses. A espectroscopia de impedância mostrou que antes de serem expostas, as amostras coloridas apresentam maior resistência à transferência de carga comparada as amostras não coloridas. Depois de expostas, as amostras coloridas apresentaram os mesmos resultados de alta resistência à transferência de carga. O estudo conclui que os recobrimentos de óxidos coloridos protegem o aço inoxidável da corrosão por pites que ocorre normalmente nos aços inoxidáveis em meios ricos em cloretos.
3.2.3. Determinação Numérica da Cor
Para mensurar a cor é preciso definir parâmetros para a sua descrição e classificação. Desta forma, a percepção da cor pelo olho humano pode ser descrita e classificada com base em atributos, apresentados na Figura 3.5, que também são fundamentais para os estudos das leis da harmonia e composição de contrastes.
Os atributos desempenham um papel determinante no planejamento e no projeto de composições cromáticas, funcionando como elementos compositivos, pois mudanças de escala, em qualquer dos atributos, a cor percebida será modificada (Matarazzo, 2010).
Figura 3.5. Representação dos atributos da cor: Matizes, escala de saturação e escala de luminosidade (Adaptado de: Matarazzo, 2010).
O entendimento e o conhecimento destes atributos são essenciais, pois são através destes atributos que se compõem os espaços das cores, tornando capaz a sua ordenação e organização.
• O atributo matiz ou tom é o atributo que descreve a sensação de cor, ele se refere à tonalidade e se refere à variedade de comprimento da onda de luz direta ou refletida, como exemplo: vermelho, azul, amarelo e verde.
• A luminosidade ou valor pode ser entendido como a cor se parece mais ou menos luminosa, dependendo de quanto ela se aproxima do preto ou do branco.
Para quantificar e parametrizar as cores, um dos sistemas de medidas colorimétricas recomendado pelo CIE (Comission Internationale d’Eclairage – Comissão Internacional de Iluminação) desde 1976 e comumente usado na indústria é o CIELAB.
A definição de cor baseada nos valores representados através das coordenadas X, Y e Z apresenta o inconveniente de não dispor de ferramentas adequadas para os estudos visando diferenciar duas cores (Machado et al., 1997). O sistema CIELAB converte estes valores num espaço uniforme de cor para as coordenadas L*, a*, b*, como mostra a Figura 3.6, onde:
• L*: representa a luminosidade da cor que varia de 0 para o preto a 100 para o branco; • a*: está relacionado à variação de tons entre o vermelho e o verde;
• b*: as cores que variam entre o amarelo e azul.
Este sólido de cor fornece informações tanto sobre a cromaticidade quanto sobre a luminosidade da amostra, e reproduz a experiência visual.
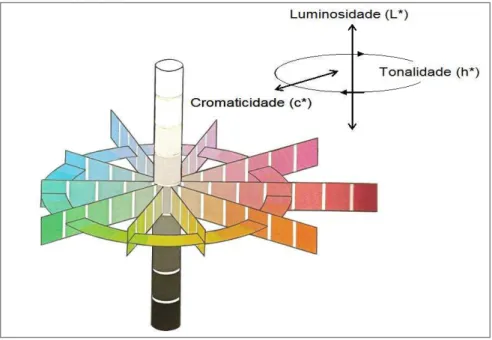
Outra representação gráfica do sistema CIELAB é representada na Figura 3.7, onde é fornecido um novo conjunto de parâmetros que são designados por L*, C* e H*. Uma cor representada por um ponto localizado na extremidade da seta e sobre o plano circular destacado, tem na interseção do plano com o eixo vertical, o valor de L*. O valor de C* pode ser entendido como a distância do ponto até o eixo dos valores de L* (o comprimento da seta) e o valor de H* como o ângulo formado pela seta com o eixo que liga as variações de tonalidades entre o azul e o amarelo (CETEC, 1995). Os parâmetros de cor L*, C*, H*, a* e b* são fornecidos por aparelhos que são denominados espectrofotômetros de refletância.
Figura 3.7. Representação gráfica das coordenadas cromáticas L*, C* e H* (Adaptação de: Billmeyer & Saltzman, 1981).
O efeito da luz sobre o objeto pode ser descrito por uma curva de refletância. Esta curva fornece a fração da luz refletida por cada comprimento de onda do material ou por cada fração de luz refletida. As curvas de refletância descrevem exatamente o espectro de energia distribuída na região do visível (Billmeyer & Saltzman, 1981).
O efeito da exposição atmosférica e da exposição ao ambiente marinho na coloração do aço foi investigado pelo CETEC (2001) utilizando técnicas espectroscópicas. Amostras expostas por três anos em ambiente urbano e expostas ao ambiente marinho na região de arrebentação, sujeitas à nebulização contínua com a água do mar, apresentaram pequenas diferenças de cor (∆Ecmc). Nas amostras expostas no ambiente urbano as diferenças foram baixas, (∆Ecmc < 2,0)
o que é imperceptível na inspeção visual. Já as amostras coloridas expostas no ambiente
marinho tiveram diferenças ligeiramente maiores (∆Ecmc = 1,7 a 4,8), no entanto visualmente
pouco perceptíveis.
Ensaios de corrosão acelerada em câmaras de névoa salina em tempo total de 2160 horas também foram realizados por CETEC (2001) em amostras de aço inoxidável ABNT 304 antes e após coloração por processo eletroquímico, e embora tenham ocorrido leves alterações de cores (∆Ecmc entre1,5 a 12,8), estas são quase imperceptíveis na inspeção visual.
O efeito do aquecimento na estabilidade das cores de aços inoxidáveis foram estudados por Junqueira et al. (1999) para aços inoxidáveis coloridos por processo eletroquímico. As amostras sofreram tratamento térmico em ambiente seco a 150°C e ambiente úmido a 90°C em tempos de exposição de até 3000 horas. Os resultados mostraram ligeiras alterações das cores com os tratamentos térmicos com ∆Ecmc em torno de 3,0, o que é não é perceptível
facilmente pela visão humana.
3.2.4. Infravermelho por Transformada de Fourier (FTIR)
A espectroscopia de absorção na região do infravermelho por transformada de Fourier (FTIR) é uma técnica analítica utilizada na identificação de grupos funcionais devido às bandas de absorção química provocadas pela absorção da radiação pela amostra. O FTIR possui uma larga aplicação na caracterização de compostos, sendo uma ferramenta importante na identificação de novas substâncias ou misturas muito complexas (Santos, 2012).
Quando a radiação infravermelha absorvida apresenta uma frequência abaixo de 100 cm-1 a energia é transformada em rotação molecular. Quando a radiação absorvida apresenta uma frequência maior, da ordem de 1.000 cm-1 a 100 cm-1, converte-se em energia de vibração molecular (Brandão et al., 1990).
O equipamento de FTIR é constituído por uma fonte, um interferômetro e um detector. A fonte é a responsável por gerar o feixe de infravermelho que é direcionado para o interferômetro onde o feixe é transformado em um sinal, chamado interferograma. O sinal é direcionado para o compartimento onde se encontra a amostra, fazendo com que ele seja transmitido através da amostra ou refletido por ela, dependendo do tipo de análise realizada. O sinal que sai do compartimento da amostra passa pelo detector para mensurar a sua intensidade, ser digitalizado e enviado a um computador que converterá este sinal em um espectro de infravermelho. A região do espectro eletromagnético frequentemente utilizado no estudo de infravermelho é a região situada entre 2,5 a 25μm (4000 a 400 cm-1) (Larkin, 2011).
O registro gráfico da porcentagem de radiação absorvida (ou transmitida) em função do numero de onda (ou comprimento de onda) da radiação infravermelha incidente é o espectro infravermelho, que está intimamente relacionado com as vibrações moleculares (Glerian, 2011).
Para a aplicação em superfícies sólidas é possível utilizar três técnicas diferentes de espectroscopia especular: refletância especular, refletância difusa e espectroscopia refletância-absorção. A refletância especular é empregada em amostras planas, superfícies limpas e os espectros são rapidamente obtidos para amostras pequenas com ângulos de incidência de 15° a 75°. A refletância difusa é normalmente obtida a partir de superfícies rugosas ou a partir de superfícies formadas por material em pó. O espectro da refletância, normalmente conhecido como espectro de refletância-absorção, é facilmente obtido a partir de superfícies revestidas
A espectroscopia do infravermelho foi utilizada na caracterização do aço inoxidável colorido por Junqueira et al. (2008). Os espectros obtidos em amostras coloridas em dourado e do mesmo aço sem coloração são apresentados na Figura 3.8.
Figura 3.8. Espectro FTIR de absorbância na região do infravermelho de amostras do substrato e de filmes de coloração por interferência (Junqueira, et al., 2008).
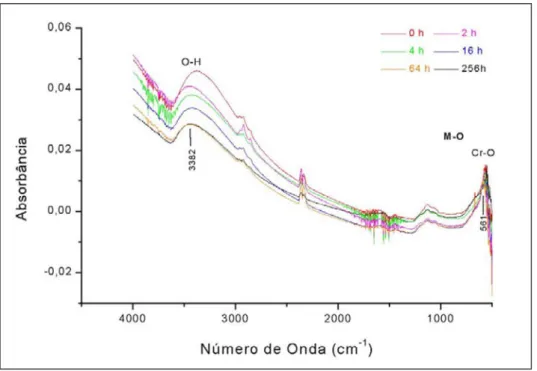
Neste estudo foi verificado no espectro do filme de coloração por interferência, a presença de uma banda larga de absorção na região entre 2458 a 3629cm-1, que não é observada no espectro do substrato, e que foi associada a grupos OH provenientes da água incorporada ao filme. No mesmo espectro observa-se ainda uma banda de absorção em 561cm-1, atribuída à presença de Cr2O3 em forma de espinélio (Junqueira et al., 2008). Em estudo anterior, Evans
et al. (1973) detectaram bandas de absorção semelhantes, e concluíram que a banda detectada por eles em 3370cm-1, é característica de água de coordenação.
O resultado indica que a perda de água com o tratamento térmico a 150°C ocorre rapidamente no início do tratamento, tendendo em seguida a estabilizar-se.
Figura 3.9. Espectro FTIR de absorbância na região do infravermelho de filmes de coloração por interferência antes e após tratamento térmico a 150°C pelos tempos indicados (Junqueira et al., 2008).
3.4. Aços Inoxidáveis Aplicados a Produtos para Saúde
Os materiais e produtos que abrangem o campo da saúde podem ser tratados como Produtos para Saúde, incluindo-se nesta classificação equipamentos e materiais de uso em saúde ou produtos correlatos, que são aparelhos, materiais ou acessórios cujo uso ou aplicação esteja ligado à defesa e proteção da saúde individual ou coletiva (ABDI, 2011).
O aço inoxidável é atualmente a liga metálica mais utilizada na área hospitalar, devido a sua facilidade de limpeza e sua resistência, de acordo com dados da ABINOX. Apesar de necessidades especiais em relação à aplicação de materiais na indústria médica, os aços inoxidáveis utilizados na fabricação de instrumentos e equipamentos médicos não são aços desenvolvidos especificamente para esta função. Os produtos e dispositivos médicos representam aproximadamente 1% da produção total de aço inoxidável mundial, desta forma ainda existe pouca justificativa para o desenvolvimento de aços especiais cirúrgicos para aplicação em produtos e instrumentos (Newson, 2002).
3.4.1. Instrumental Cirúrgico e Odontológico de Aço Inoxidável
Os aços inoxidáveis utilizados na fabricação de instrumentos cirúrgicos e odontológicos são especificados pela ISO - International Organization for Standardization e pela ABNT na norma NBR ISO 7153-1 – Instrumental Cirúrgico – Materiais Metálicos Parte 1. Nesta norma, além de descritos, classificados e especificados quais os materiais metálicos devem ser utilizados na fabricação de instrumentos médicos, cirúrgicos e odontológicos, é fornecida uma lista de indicações de uso para cada tipo de produto.
A norma brasileira ABNT NBR 13911:2010 – Instrumental cirúrgico – Material metálico – Especificação para aços inoxidáveis conformados - indica que a funcionalidade do instrumental cirúrgico de aço inoxidável está diretamente relacionada à correta escolha do material a ser usado na sua fabricação, bem como do cumprimento de boas práticas de produção. A norma em questão ainda classifica os materiais. Assim, os aços inoxidáveis para produção de instrumentos cirúrgicos devem pertencer a uma das seguintes classes:
• Classe 3 – aço inoxidável austenítico; • Classe 4 – aço inoxidável martensíticos;
• Classe 5 – aço inoxidável endurecido por precipitação; • Classe 6 – aço inoxidável ferrítico.
Na seleção do tipo de aço que deve ser empregado em cada tipo de instrumento, a norma NBR ISO 7153-1, divide os tipos de aço para a aplicação em três grupos:
• Instrumentos cortantes.
• Preferencialmente usado para instrumentos não cortantes. • Peças para montagem e outros acessórios.
instrumentos classificados nos três grupos, instrumentos cortantes, não cortantes, peças e acessórios, como por exemplo:
• Cânulas: para irrigar, drenar e/ou aspirar. • Afastadores: para separar/afastar tecidos.
• Pinças e clamps: para segurar/prender tecidos ou apanhar tecido ou material. • Passadores de tendão e ganchos para a pele.
• Martelos, macetes e alavancas. • Espéculos, réguas e parafusos.
Os aços inoxidáveis martensíticos são utilizados amplamente na fabricação de instrumentos cirúrgicos e odontológicos, uma vez que podem ser endurecidos e temperados por tratamento térmico. Desta forma são capazes de desenvolver uma vasta gama de propriedades mecânicas, que contemplam dureza elevada na aplicação em instrumentos de corte e também menor dureza com tenacidade aumentada para aplicações de carga. Alguns produtos fabricados a partir de aços inoxidáveis martensíticos são as curetas ósseas, cinzéis, goivas, brocas dentárias, formões, pinças hemostáticas, alicates ortodônticos, e bisturis (ABNT, 2006; ABNT, 2010a).
Os aços inoxidáveis ferríticos também são utilizados em aplicações na área médica, mas em menor escala. Alguns produtos que utilizam os aços inoxidáveis ferríticos são pegas sólidas para instrumentos, pinos guias e fixadores (Newson, 2002; ABNT, 2006; ABNT, 2010a).
Tabela III.1. Indicação da composição química dos aços inoxidáveis austeníticos, Classe 3, % (ABNT, 2010a).
Em relação ao acabamento superficial das peças, a norma ABNT NBR 13916, indica que a preparação da superfície – acabamento e tratamento superficial do aço inoxidável é um procedimento de especial importância no estabelecimento da qualidade dos instrumentos cirúrgicos e odontológicos, estando ligados à vida útil, à aplicabilidade e à segurança destes produtos no âmbito cirúrgico. De acordo com a norma ABNT NBR 13916, o acabamento da superfície deve atender no mínimo a uma das seguintes especificações:
• Polimento espelhado;
• Reflexo reduzido, como por exemplo, acabamento fosco;
• Um revestimento de superfície aplicado, por exemplo, com propósito de isolamento elétrico.
No entanto, Newson (2002) salienta que, áreas serrilhadas ou recartilhadas são muitas vezes utilizadas em instrumentos odontológicos e cirúrgicos para aumentar a aderência à mão.
empregado em instrumentos médicos, é possível citar o BALINIT®, da empresa Oerlikon Balzers, um revestimento com espessuras típicas entre 0.5µm e 4µm. Os revestimentos de carbono BALINIT® C e BALINIT® DLC melhoram a lubrificação entre peças móveis, evitam a deformação e protegem os componentes da corrosão durante a esterilização. Nos instrumentos para cirurgia ocular, o revestimento BALINIT® A apresentado na Figura 3.10, se destaca pela sua cor amarelo-dourado, que serve como característica contrastante aos instrumentos não revestidos.
Figura 3.10. Revestimento BALINIT® A (Oerlikon Balzers, 2012).
Novos revestimentos para a modificação da superfície de instrumentos médicos têm surgido, como os de filmes nanométricos de dióxido de titânio (TiO2) que possuem propriedades
bactericidas ativadas quando na presença da luz ultravioleta (UV), existente em câmaras próprias com esse tipo de radiação, ou mesmo na presença de luz solar. Além de destruir a parede celular das bactérias, esse sistema elimina também os fungos e toda a matéria orgânica (Vaz, 2007).
A modificação da superfície para a identificação e a coloração de instrumentos também é utilizada, como a douração de peças, que consiste na deposição de uma camada com espessura de alguns micra de ouro puro, diretamente sobre o metal e com variação de cores.
Figura 3.11. Revestimento colorido de resina epóxi sobre instrumental
Neste caso, é indicado que a película de resina epóxi não possui microporosidade, o que não permitiria a infiltração de qualquer espécie de bactérias, vírus ou esporos entre a película e o metal.
Esta identificação por cores para a separação e organização dos instrumentos também é empregada pelas Centrais de Material Esterilizado (CME) e nas salas de cirurgia utilizando tintas plásticas (poliamida 11 ou poliamida 12) ou fitas adesivas, apresentadas na Figura 3.12.
3.5. O Ambiente Médico-Hospitalar
O ambiente hospitalar tem despertado a atenção de designers e arquitetos para a utilização de cores em seu interior, bem como no mobiliário e nos objetos. Neste caso a coloração funciona com diferencial na estrutura interna, servindo para a identificação e classificação dos espaços tornando o ambiente mais agradável, eficiente e humanizado (MS, 2009).
O hospital do futuro, além da viabilidade econômico-financeira, deve atender aos requisitos que pressupõem expansibilidade, flexibilidade, segurança, eficiência e, sobretudo, humanização (MS, 2009). Neste ponto, o conforto ambiental e a organização aparecem como fortes aliados nos processos de cura de pacientes. As soluções são as mais abrangentes e pressupõem novos parâmetros, novos produtos e novos processos.
3.5.1. Humanização e Bem Estar
A humanização dos estabelecimentos assistenciais de saúde é uma das diretrizes do Ministério da Saúde e da sua Política Nacional de Humanização (PNH). De acordo com esta política, as necessidades específicas desta área, direcionadas a melhoria do ambiente e dos produtos, em conjunto com ações para a promoção do bem-estar dos pacientes e usuários dos sistemas de saúde abre a possibilidade de desenvolvimento de novos produtos e de espaços cada vez mais adequados.
O hospital humanizado é aquele que contempla, em sua estrutura física, tecnológica, humana e administrativa, a valoração e o respeito à dignidade da pessoa humana, garantindo condições de um atendimento com qualidade.
3.5.2. A Cor - Importância e Aspectos Ergonômicos
Todas as atividades humanas e principalmente o trabalho sofrem a influência de três aspectos: físico, cognitivo e psíquico. A conjugação adequada destes fatores permite projetar produtos e ambientes seguros, confortáveis e eficientes. O estudo das cores, embora visto como secundário, torna-se fundamental para os ergonomistas à medida que contribui com a adequação de uso, não só para a segurança, ordenação e auxílio de orientação organizacional (princípio de organização pela aplicação de cor), mas também para a saúde e bem estar dos trabalhadores (devido a sua influência psicológica) (Azevedo et al., 2000).
A cor define a identidade dos espaços, das pessoas e dos objetos. É também uma ferramenta de inestimável utilidade para a indústria, o comércio, etc. (Beck et al., 2007). Pode criar uma disposição de ânimo geral e provocar uma resposta emocional no consumidor e no usuário. Assim, além de integrar as cores, a mente também as associa com certos estados emocionais, sentimentos e valores (Dias, 2009).
Deste modo, tem-se nas cores uma grande possibilidade de transformar os produtos e os ambientes dos hospitais, tornando-os mais confortáveis e agradáveis. A coloração não deve ser concebida só por características estéticas, mas deve levar em consideração as diversas funções de um espaço e a ergonomia, tanto no que se refere à usabilidade, quanto pelas exigências psicológicas do meio e do trabalhador (Azevedo et al., 2000).
Para Iida (2005), um planejamento adequado do uso das cores no ambiente de trabalho, aplicando-se cores claras em grandes superfícies, com os contrastes adequados para identificar os diversos objetos, está associado a aumentos de produtividade que chegam a 80 ou 90%. Embora pouco explorada, a psicodinâmica das cores faz parte da nova ciência da ergonomia e esta ciência é de grande importância para o ser humano, pois está presente nos ambientes, equipamentos, e no seu cotidiano (Battistela, 2003).
A ergonomia hospitalar trata do entendimento e da melhoria das condições de trabalho, de conforto e de segurança dos trabalhadores da saúde e dos pacientes. Ainda pouco difundida, ela vem apresentando progresso, pois são significativos os resultados apresentados em estudos e pesquisas da área ergonômica aplicada a equipamentos médicos e procedimentos executados neste ambiente. Battistela (2003) discute que, um dos grandes desafios da área de saúde está ligado à qualidade. Neste contexto, saúde, segurança, competitividade e produtividade são fatores determinantes. Uma vez que a psicodinâmica das cores ocupa um espaço relevante na ergonomia e pode contribuir efetivamente para o incremento destes fatores.
Em relação aos aspectos ergonômicos que envolvem os instrumentos médicos, sobretudo os cirúrgicos, as Centrais de Material Esterilizado (CME) e as salas de cirurgia são os ambientes onde a organização do trabalho, a eficiência e o controle são mais demandados. A separação, organização e identificação do instrumental são especialmente importantes.
Na sala de cirurgia, existe um sistema de organização para o instrumental. A mesa de instrumentação deve ser organizada de forma padronizada, de acordo com a ordem de utilização dos instrumentais no ato operatório, com o intuito de facilitar o acesso a eles. O Centro de Pesquisa Biológica para a Saúde, CCBS, da Universidade do Estado do Pará – UEPA indica que para a organização da mesa é necessário imaginá-la dividida em seis setores, correspondentes aos seis tempos operatórios.
ao tempo de síntese, abrigando materiais como agulhas, fios e os porta-agulhas. A Figura 3.13 ilustra esta organização.
Figura 3.13. Setores de organização do instrumental na mesa de instrumentação: Diérese (1), Preensão (2), Hemostasia (3), Exposição (4), Setor especial (5) e Síntese (6)
(UEPA-CCBS).
Os princípios de organização podem ser abordados através de uma análise da Gestalt, que está ligada intrinsecamente a percepção dos objetos. A Gestalt é uma escola de psicologia experimental, e considera-se que Von Ehrenfels, filósofo vienense dos fins do século XIX, foi o precursor da filosofia da Gestalt (Gomes Filho, 2004). Ainda de acordo com este autor o movimento gestaltista atuou principalmente no campo da teoria da forma, com contribuição relevante aos estudos da percepção, linguagem, inteligência, aprendizagem, memória, motivação, conduta exploratória e dinâmica de grupos sociais. A Gestalt apresenta uma teoria sobre os fenômenos da percepção.
vezes agem em comum e se reforçam. Em relação aos princípios de semelhança, a igualdade de cor e de forma desperta a tendência de construir unidades, isto é, de estabelecer agrupamentos de partes semelhantes (Gomes Filho, 2004).
3.5.3. Segurança e Esterilização
Na estrutura hospitalar brasileira, até a década de 40, todos os processos de preparo, esterilização e armazenamento de materiais eram feitos no próprio centro cirúrgico. A partir dos anos 50, com o surgimento de novos métodos de limpeza e esterilização de materiais e o advento de instrumentais especializados para cirurgias mais complexas, é que se destinou uma área própria para o preparo de materiais (GDF-SES, 2000).
O desenvolvimento tecnológico, ocorrido nas últimas décadas na área de saúde, impulsionou as atividades desenvolvidas nas Centrais de Materiais Esterilizados (CME), colocando-a como um setor de vital importância no ambiente hospitalar, dada a magnitude do trabalho ali desenvolvido (GDF-SES, 2000). Em relação à segurança hospitalar, a necessidade de limpeza e esterilização está ligada a fatores de contaminação, como no caso dos microrganismos. A sua resistência ao calor e umidade varia de acordo com os diferentes grupos, o que dificulta sua destruição.
São três, as principais razões para se desenvolver processos de controle de microrganismos: a prevenção da transmissão de doenças e infecções, a prevenção da contaminação ou crescimento de microrganismos nocivos e a prevenção da deterioração e dano de materiais por microrganismos. Muitos estudiosos pesquisaram os meios pelos quais podem ser destruídos e conseguiram estabelecer princípios e normas a serem seguidos a fim de provocar a morte dos microrganismos por calor e umidade (Cardoso, 2005). A esterilização por calor destrói todas as formas de microrganismos, incluindo vírus, bactérias, fungos e esporos (CDC, 1996).
existe um procedimento para o setor que é composto por uma série de etapas para a limpeza e esterilização:
• Procedimento de pré-lavagem – Seleção, separação, enxágue, imersão em detergente enzimático, enxágue e secagem.
• Procedimento de secagem e revisão dos instrumentais cirúrgicos - Secagem, revisão, lubrificação, e encaminhamento.
• Área de preparo dos instrumentais – Separação, inspeção, substituição (quando necessário), montagem, organização e proteção.
• Empacotamento – Abrir campo duplo de algodão cru, sobrepor campo de cretone simples, colocar o instrumental, fechar segundo técnica de envelope.
• Identificação – Usar fita teste de autoclave, colocar nome do material, especialidade, setor de origem, data e assinatura. Encaminhar para a esterilização.
Quanto aos produtos de limpeza utilizados, destacam-se os seguintes grupos:
• Detergentes: são produtos que contém tensoativos em sua formulação, com a finalidade de limpar através de redução da tensão superficial, umectação, dispersão, suspensão e emulsificação da sujeira.
• Detergentes Enzimáticos: à base de enzimas e sulfactantes, não-iônicos, com pH neutro, destinados a dissolver e digerir sangue, restos mucosos, fezes, vômito e outros resíduos orgânicos de instrumental cirúrgico, endoscópios e artigos em geral.
A eleição do método de esterilização mais adequado depende do tipo de artigo a ser esterilizado. Os métodos de esterilização podem ser físicos, químicos, ou físico-químicos (MS, 2001).
Os métodos físicos são aqueles que utilizam calor em diferentes formas para esterilizar os artigos. Nas centrais de esterilização o método mais utilizado e factível é a autoclavação por vapor saturado sob pressão ou autoclavagem. Outro método que é utilizado, porém tende ao desuso, é o calor seco (estufa) (GDF-SES, 2000; MS, 2001; ABNT, 2010b).
Os métodos químicos possuem eficácia comprovada e utilizam agentes esterilizantes líquidos por imersão. Os artigos devem estar limpos e secos e dentro de um recipiente plástico tampado conforme orientação do fabricante (GDF-SES, 2000; MS, 2001). Os métodos mais conhecidos e utilizados são: esterilização por glutaraldeído a 2% e por ácido peracético.
Os métodos físico-químicos são processos realizados em equipamentos especiais, que utilizam substâncias químicas esterilizantes e baixas temperaturas. É indicado para esterilização de materiais termos sensíveis e/ou sensíveis à umidade, como a esterilização por óxido de etileno (ETO) e o plasma de peróxido de hidrogênio.
Atualmente, devido a novos padrões de qualidade e segurança e de confiança dos sistemas de saúde, novas políticas e protocolos têm surgido com o intuito de minimizar ocorrências e erros dentro dos hospitais. Em atenção a uma resolução da Assembleia Mundial da Saúde, ocorrida em maio de 2002, a Organização Mundial da Saúde (OMS) lançou em outubro de 2004, a Aliança Mundial para a Segurança do Paciente. Esta aliança tem o objetivo de despertar a consciência profissional e o comprometimento politico, para uma melhor segurança na assistência a saúde e para apoiar os estados membros da OMS no desenvolvimento de politicas publicas e na indução de boas práticas assistenciais (MS, 2009).
• Objetivo 6 - A equipe usará de maneira sistemática, métodos conhecidos para minimizar o risco de infecção no sitio cirúrgico.
• Objetivo 7 - A equipe impedirá a retenção inadvertida de instrumentais ou compressas nas feridas cirúrgicas.
• Objetivo 8 - A equipe manterá seguros e identificará precisamente todos os espécimes cirúrgicos.
Entende-se por rastreabilidade a capacidade de recuperação do histórico, da aplicação ou da localização de uma entidade ou item por meio de identificações registradas. Dentro das necessidades de rastreabilidade dos materiais e instrumentos, a cor se torna um grande auxílio na visualização, organização e classificação dos utensílios.
3.6. O Processo de Esterilização em Autoclave
A autoclave é o procedimento de esterilização de materiais mais comum e que oferece maior segurança. Os microrganismos são destruídos pela ação combinada da temperatura, pressão e umidade que promovem a termo-coagulação e a desnaturação das proteínas da estrutura genética (Cardoso, 2005; GDF-SHS, 2000). O desempenho esperado da autoclave é alcançar o nível de segurança da ordem de 1ppm (parte por milhão) dos microrganismos em cada ciclo padrão (Cunha et al., 2000).
A esterilização por vapor sob pressão que é realizada pela autoclave é universalmente aplicada. A autoclave é um instrumento de esterilização por vapor que destrói as formas mais resistentes de esporos bacterianos em pouco tempo de exposição (Block, 2001). Os modelos de autoclaves disponíveis no mercado são:
• Pré-vácuo: o ar é removido previamente, com formação de vácuo por meio de bomba de vácuo ou por sistema Venturi. É próprio para ambiente hospitalar, pelo fato de possuírem grandes capacidades (Block, 2001).
O vapor deve ser fornecido em estado saturado com título de 0,95 (95% de vapor e 5% de condensado) e livre de impurezas, utilizando água tratada (ISO, 1994). A qualidade da água é fundamental devido à presença de alguns minerais como ferro e o cobre que podem ocasionar pontos de oxidação no instrumental. Por este motivo é utilizada água destilada (SOBECC, 2000).
Todo material resistente ao calor compatível com umidade deve ser autoclavado. Cunha et al. (2000) e GDF–SES (2000), indicam que o ciclo de esterilização das autoclaves compreende três tempos distintos: tempo de penetração do vapor, tempo de esterilização e tempo de confiança, ilustrados na Figura 3.14. Ao final do processo, ainda há a exaustão do vapor e a secagem da carga.
As fases completas do ciclo de esterilização são detalhadas da seguinte forma:
• Drenagem do ar na câmara de esterilização – possibilita a penetração do vapor;
• Período de exposição – começa a ser marcado no instante em que a câmara atinge a temperatura previamente estabelecida demonstrada pelo termômetro. Compreende os três tempos:
o Da penetração do vapor: é o intervalo necessário para que a carga atinja a temperatura da câmara;
o Da esterilização: é o menor intervalo necessário para a destruição de todas as formas de vida microbiana em uma determinada temperatura;
o Da confiança: é um período adicional, geralmente igual à metade do tempo de esterilização, adotado na autoclavação de artigos em que a penetração do calor é, ou poderá ser retardada ou variável;
• Exaustão do vapor – realizado por uma válvula ou condensador;
• Secagem da carga – obtida pelo calor das paredes da câmara em atmosfera rarefeita.
As relações de tempo e temperatura para esterilização de materiais médicos e odontológicos em autoclave são: 1) temperatura de 121°C a 124°C, pressão 103,42kPa (15psi), ciclo total 30min ou 2) temperatura de 134°C a 138°C, pressão de 206,85kPa (30psi), ciclo total 20 min (MS, 2001; ABNT, 2010b).
O tratamento térmico aos quais instrumentos e materiais são submetidos no processo de esterilização é um fator fundamental para a eliminação de agentes contaminantes, mas ao mesmo tempo é um fator que possui grande influência sobre o desempenho e a durabilidade destes produtos.
foram investigadas por envelhecimento térmico a 150°C para diferentes tempos de 2, 4, 8, 16 e 256 h. Os filmes envelhecidos foram caracterizados morfologicamente usando microscopia eletrônica de emissão de campo (FESEM) e microscopia de força atômica (AFM) de digitalização, e apresentou diminuição da porosidade após o tratamento térmico.
4. METODOLOGIA
4.1. Materiais
Neste trabalho foram utilizadas amostras de aço inoxidável austenítico tipo ABNT 304 e ABNT 316L. As amostras foram retiradas de chapas adquiridas comercialmente e posteriormente coloridas industrialmente em azul por processo eletroquímico de corrente pulsada. As chapas foram adquiridas com acabamento mecânico industrial polido tipo bright buffing (BB) e acabamento escovado tipo Nº 4, compondo três materiais diferentes:
• A - Aço ABNT 304, espessura de 1mm com acabamento BB - Colorido em azul; • B - Aço ABNT 304, espessura de 1mm com acabamento N4 – Colorido em azul; • C – Aço ABNT 316L, espessura de 1,2mm com acabamento BB – Colorido em azul.
As composições químicas das amostras foram determinadas por Espectroscopia de Fluorescência de Raios X no Laboratório de Corrosão e Superfície do PPD – Centro de Pesquisas da Aperam South American em Timóteo-MG e estão apresentadas na Tabela IV.1.
Tabela IV.1. Composição química dos aços ABNT 304 e ABNT 316L (% em massa).
Material C N2 Si Elemento (% em massa) Mn Cr Ni S P Mo
ABNT 304 BB 0,049 0,045 0,462 1,155 18,010 8,031 0,003 0,032 0,050 ABNT 304 N4 0,056 0,020 0,504 1,294 17,459 7,328 0,0004 0,031 0,098 ABNT 316L 0,020 0,042 0,404 1,386 16,532 10,016 0,002 0,031 2,193
4.1.1. Preparo das Amostras