A
NÁLISE E
D
IMENSIONAMENTO
D
E
E
STANTES
I
NDUSTRIAIS
E
M
E
STRUTURA
M
ETÁLICA
CAIO MARCELO BEZERRA DA SILVA
Dissertação submetida para satisfação parcial dos requisitos do grau de
MESTRE EM ESTRUTURAS DE ENGENHARIA CIVIL
Orientador: Professor Doutor José Miguel de Freitas Castro
Tel. +351-22-508 1901 Fax +351-22-508 1446 mestec@fe.up.pt
Editado por
FACULDADE DE ENGENHARIA DA UNIVERSIDADE DO PORTO
Rua Dr. Roberto Frias 4200-465 PORTO Portugal Tel. +351-22-508 1400 Fax +351-22-508 1440 feup@fe.up.pt http://www.fe.up.pt
Reproduções parciais deste documento serão autorizadas na condição que seja mencionado o Autor e feita referência a Mestrado em Estruturas de Engenharia Civil - 2019/2020 -
Departamento de Engenharia Civil, Faculdade de Engenharia da Universidade do Porto, Porto, Portugal, 2020.
As opiniões e informações incluídas neste documento representam unicamente o ponto de vista do respetivo Autor, não podendo o Editor aceitar qualquer responsabilidade legal ou outra em relação a erros ou omissões que possam existir.
Aos meus Pais
“O período de maior ganho em conhecimento e experiência é o período mais difícil da vida de alguém” Dalai Lama
i
AGRADECIMENTOS
Em primeiro lugar, gostaria de agradecer a Deus que iluminou o meu caminho durante toda a minha jornada, e sem dúvidas sem Ele eu não teria sido capaz.
Quero agradecer também à minha família, aos meus pais que puderam me proporcionar a oportunidade de estudar em uma universidade tão conceituada como é a Universidade do Porto, principalmente na área de estruturas da Faculdade de Engenharia. Juntos à minha irmã, a quem eu também agradeço, me deram bastante apoio durante todo o meu percurso acadêmico, em que pese a distância física existente, sempre estiveram ao meu lado.
Gostaria de agradecer ao Professor Doutor José Miguel de Freitas Castro, meu orientador nesta dissertação, por toda atenção dada durante este período, sempre solicito em tirar minhas dúvidas e um grande incentivador para que este trabalho fosse concretizado.
Por último, mas não menos importante, agradeço aos meus amigos que também estiveram comigo me dando suporte nos momentos difíceis, foram verdadeiros facilitadores na minha caminhada.
iii
RESUMO
Esta dissertação foca-se na análise e dimensionamento de estantes industriais, principalmente na influência das perfurações ao longo da secção transversal de perfis enformados a frio.
Começa-se a apresentar toda a metodologia definida pela norma EN 15512 [1] para elementos sem furos, como por exemplo, as cargas que devem ser aplicadas, os tipos de combinação que a norma utiliza em seus dimensionamentos, verificações de segurança, entre outros. De seguida, com recurso ao software de análise não-linear, ABAQUS [2], foram modelados perfis metálicos sem furos a fim de validar os resultados do programa com os obtidos através da norma. Posteriormente, foram modelados perfis com perfurações, seguindo o mesmo processo de modelação validado anteriormente.
Com os resultados alcançados, foram feitas comparações entre o método de dimensionamento recomendado pela EN 15512 [1] e o modelo em ABAQUS [2], onde foi possível constatar o caráter conservativo da norma, principalmente no que concerne a elementos esbeltos, com a diferença entre as capacidades resistentes das peças chegando a mais de 60% no pior caso. Já na comparação entre os modelos de elementos finitos, com e sem furos, foi possível constatar que independente da esbelteza da peça, as capacidades resistentes reduziram de maneira semelhante, cerca de 23% no pior caso. Já no que diz respeito à estabilidade do perfil metálico a partir da disposição dos furos ao longo da secção transversal, chegou-se à conclusão de que as estruturas com perfurações nos banzos são mais instáveis do que os perfis com furos apenas na alma e com furos tanto na alma como nos banzos.
PALAVRAS-CHAVE: Estantes Industriais, Aço Enformado a Frio, Secções Perfuradas, Método dos Elementos Finitos, Simulação Numérica
v
ABSTRACT
This dissertation aims at a better understanding about the analysis and design of industrial storage racks, mainly with regard to the influence of perforations along the cross section of steel profiles made from cold-formed steel.
At first, the methodology presented by the EN 15512 [1] standard for elements without holes is shown, for example, the loads that must be applied, the types of combinations that the standard uses in its design, safety checks, among others. Then, with the use of non-linear software, ABAQUS [2], profiles without holes were first modeled in order to validate the results of the program with those obtained by the standard. Subsequently, profiles with perforations were analyzed, following the same modeling process previously validated.
With the results achieved, comparisons were made between the design method recommended by the EN 15512 [1] and the model in ABAQUS [2], where it was possible to verify the conservative character of the standard, especially with regard to slender elements, with differences between of compressive resistance reaching more than 60% in the worst case. In the comparison between the finite elements model, with and without holes, it was possible to verify that, regardless of the profile’s slenderness, the capacity reduced in a similar way, around 23% in the worst case. With respect to the stability of the profile from the arrangement of the holes along the cross section, it was concluded that profiles with perforations in the flanges are more unstable than those with holes only in the web and those with holes both in the web and in the flanges.
KEYWORDS: Industrial Shelving, Cold-Formed Steel, Perforated Sections, Finite Element Method, Numerical Simulation
vii ÍNDICE GERAL AGRADECIMENTOS ... I RESUMO ... III ABSTRACT ... V
1.INTRODUÇÃO
... 1 1.1.ENQUADRAMENTO GERAL ... 1 1.2.OBJECTIVOS DA INVESTIGAÇÃO ... 2 1.3.ESTRUTURA DA DISSERTAÇÃO ... 32.
DIMENSIONAMENTO
DE
ESTANTES
INDUSTRIAIS
... 52.1.INTRODUÇÃO ... 5
2.2.EN15512 ... 6
2.2.1.GENERALIDADES ... 6
2.2.2. ESTADOS LIMITES ... 7
2.2.3.AÇÕES ... 7
2.2.3.1.CARGAS DOS BENS ... 8
2.2.3.2.CARGAS VERTICAIS ... 8
2.2.3.3.CARGAS HORIZONTAIS ... 8
2.2.3.4.CARGAS PROVENIENTES DE IMPERFEIÇÕES ... 8
2.2.3.5.AÇÕES DEVIDO AO IMPACTO (CARGAS ACIDENTAIS) ... 9
2.2.4.COMBINAÇÕES DE AÇÕES PARA O ESTADO LIMITE ÚLTIMO ... 9
2.2.5.COMBINAÇÕES DE AÇÕES PARA ESTADO LIMITE DE SERVIÇO... 10
2.2.6.ANÁLISE ESTRUTURAL ... 10
2.2.6.1.DIMENSIONAMENTO DE VIGAS ... 11
2.2.6.2.DIMENSIONAMENTO DAS COLUNAS ... 13
2.2.6.3.ENSAIO À COMPRESSÃO DE UMA COLUNA SIMPLES ... 16
2.2.6.4.ENSAIO À COMPRESSÃO DE UMA COLUNA – CHECAGEM DOS EFEITOS DA ENCURVADURA DISTORCIONAL ... 17
3.
MODELO
DE
SIMULAÇÃO
NUMÉRICA
... 193.1. INTRODUÇÃO... 19
3.2.ABAQUS ... 19
3.3.MODELAÇÃOEMABAQUS ... 20
3.3.1.MODELAÇÃO DAS PARTES... 21
3.3.2.DEFINIÇÃO DAS PROPRIEDADES DO MATERIAL ... 22
3.3.3.MONTAGEM DO MODELO ... 23
viii
3.3.5.CARGAS E CONDIÇÕES DE BORDO ... 25
3.3.6.DISCRETIZAÇÃO DA MALHA ... 26
3.3.7.INCLUSÃO DAS IMPERFEIÇÕES GEOMÉTRICAS ... 28
3.4.PROPRIEDADES DAS SECÇÕES OBTIDAS COM O SOFTWARE SCIAENGINEER ... 29
3.4.1.DETERMINAÇÃO DAS PROPRIEDADES ... 29
4.
E
STUDO
P
ARAMÉTRICO
... 334.1.INTRODUÇÃO ... 33
4.2.VALIDAÇÃO DO MODELO ... 33
4.2.1.ELEMENTOS SOB COMPRESSÃO SIMPLES ... 33
4.2.2.ELEMENTOS SOB EFEITOS DA ENCURVADURA ... 35
4.2.3.ELEMENTOS SUJEITOS À ENCURVADURA TORSIONAL ... 37
4.3.ANÁLISE DOS PERFIS METÁLICOS COM FUROS ... 40
4.3.1.ESTRUTURA SOB COMPRESSÃO SIMPLES ... 40
4.3.2.ELEMENTOS SOB EFEITOS DA ENCURVADURA TORSIONAL ... 46
5.
CONSIDERAÇÕES
FINAIS
... 535.1. CONCLUSÕES ... 53
5.2. RECOMENDAÇÕES PARA TRABALHOS FUTUROS ... 53
REFERÊNCIAS BIBLIOGRÁFICAS ... 55
ANEXOS ... 57
A.1. SECÇÕES TRANSVERSAIS E DISPOSIÇÃO DOS FUROS ... 57
A.2. PROPRIEDADES EFETIVAS PELO SCIA ... 58
A.3. DIMENSIONAMENTO DE ACORDO COM A EN 15512 ... 58
A.3.1.ELEMENTOS TEÓRICOS COM SECÇÕES SEM FUROS... 58
A.3.2.ELEMENTOS EM ABAQUS ... 62
x
ÍNDICE DE FIGURAS
FIG.1-SISTEMAS DE ARMAZENAMENTO ... 6
FIG.2-COMPONENTES DAS ESTANTES INDUSTRIAIS ... 6
FIG.3-SECÇÕES TRANSVERSAIS DE COLUNAS E VIGAS ... 7
FIG.4-FORÇAS HORIZONTAIS EQUIVALENTES ... 9
FIG.5-ENSAIO À COMPRESSÃO DE UMA COLUNA ... 16
FIG.6-SECÇÃO TRANSVERSAL TIPO 1 ... 20
FIG.7-PEÇAS MODELADAS PARA SIMULAÇÃO DA ANÁLISE À COMPRESSÃO DE UMA COLUNA ... 22
FIG.8-PORMENORIZAÇÃO DOS FUROS NO ELEMENTO ... 22
FIG.9-PROPRIEDADES DO MATERIAL... 23
FIG.10–RESTRIÇÕES APLICADAS AO MODELO ... 24
FIG.11-ETAPAS DE ANÁLISE ... 25
FIG.12-CARGA E CONDIÇÕES DE BORDO ... 26
FIG.13-MODELO SEM FUROS COM A MALHA DISCRETIZADA ... 27
FIG.14-MODELO COM FUROS NA ALMA E NOS BANZOS COM A MALHA DISCRETIZADA ... 27
FIG.15-PORMENORIZAÇÃO DA MALHA NAS ZONAS DO MODELO COM FUROS... 27
FIG.16-MODOS DE ENCURVADURA ... 29
FIG.17-INSERÇÃO DAS IMPERFEIÇÕES GEOMÉTRICAS INICIAIS AO MODELO ... 29
FIG.18-PROPRIEDADES DA COLUNA 1 ... 30
FIG.19-PROPRIEDADES DA COLUNA 2 ... 31
FIG.20-CONFIGURAÇÃO DO CÓDIGO PARA IDENTIFICAÇÃO DOS MODELOS ... 33
FIG.21-DEFORMADAS DOS PERFIS SEM FUROS DE 0,25 M ... 34
FIG.22-GRÁFICOS FORÇA X DESLOCAMENTO DAS PEÇAS SOB COMPRESSÃO SIMPLES ... 35
FIG.23-DEFORMADA DOS PERFIS SEM FUROS DE 1,0 M ... 36
FIG.24-GRÁFICOS FORÇA X DESLOCAMENTO DAS PEÇAS COM ENCURVADURA ... 37
FIG.25-DEFORMADA DOS PERFIS SEM FUROS DE 2,2 M E 3,0 M... 38
FIG.26-GRÁFICOS FORÇA X DESLOCAMENTO DAS PEÇAS SOB ENCURVADURA TORSIONAL ... 39
FIG.27-DEFORMADAS DOS PERFIS DE 0,25 M COM OS TRÊS TIPOS DE DISPOSIÇÃO DOS FUROS ... 41
FIG.28-GRÁFICOS FORÇA X DESLOCAMENTO DAS PEÇAS SOB COMPRESSÃO SIMPLES ... 42
FIG.29-DEFORMADAS DOS PERFIS DE 1,0 M COM DIFERENTES DISPOSIÇÕES DE FUROS ... 44
FIG.30-GRÁFICOS FORÇA X DESLOCAMENTO DOS MODELOS DE 1,0 M COM PERFURAÇÕES ... 45
FIG.31-DEFORMADAS DOS PERFIS DE 2,2 M COM DIFERENTES DISPOSIÇÕES DE FUROS ... 47
FIG.32-DEFORMADAS DOS PERFIS DE 3,0 M COM DIFERENTES DISPOSIÇÕES DE FUROS ... 48
FIG.33-GRÁFICOS FORÇA X DESLOCAMENTO DOS MODELOS DE 2,2 M COM PERFURAÇÕES ... 49
FIG.34-GRÁFICOS FORÇA X DESLOCAMENTO DOS MODELOS DE 3,0 M COM PERFURAÇÕES ... 50
FIG.35-SECÇÕES TRANSVERSAIS 1 E 2, RESPETIVAMENTE ... 57
FIG.36-DISPOSIÇÃO DOS FUROS ... 57
xii
ÍNDICE DE TABELAS
TABELA 1-SECÇÕES TRANSVERSAIS UTILIZADAS ... 21
TABELA 2-RESULTADOS DOS ELEMENTOS SOB COMPRESSÃO SIMPLES (EN15512 X ABAQUS) ... 35
TABELA 3-RELAÇÕES ENTRE ÁREAS (EN15512 X ABAQUS) ... 35
TABELA 4-RESULTADOS DOS ELEMENTOS, DE SECÇÃO CHEIA, SOB ENCURVADURA (EN15512 X ABAQUS) ... 37
TABELA 5-RESULTADOS DOS ELEMENTOS, DE SECÇÃO CHEIA, SOB ENCURVADURA TORSIONAL (EN15512 X ABAQUS) ... 39
TABELA 6-RESULTADOS DOS ELEMENTOS, DE SECÇÃO PERFURADA, SOB COMPRESSÃO SIMPLES ... 42
TABELA 7-RESULTADOS OBTIDOS PARA OS MODELOS DE 1,0 M COM FUROS ... 45
TABELA 8-RESULTADOS OBTIDOS PARA OS MODELOS DE 2,2 M COM FUROS ... 50
xiv
SÍMBOLOS,ACRÓNIMOS E ABREVIATURAS
AEF – Aço Enformado à Frio
Aeff – Área efetiva da secção transversal sob compressão uniforme
Aeff,SF,ABAQUS – Área efetiva da secção transversal, sem furos, sob compressão uniforme obtida pelo
software ABAQUS
Aeff,SF,EN15512 – Área efetiva da secção transversal, sem furos, sob compressão uniforme de acordo com
a EN 15512
Ag – Área bruta da secção transversal
Ak - Valor característico da ação acidental
Apv – Carga acidental vertical E – Módulo de elasticidade EN – Norma Européia
fbv – Esforço transverso considerando encurvadura
Fw,Rd – Resistência transversal local da alma da secção transversal
Fy – Resistência à cedência do material
Fyb – Resistência básica de cedência
Fu – Resistência última do material
G – Módulo de distorção
Gk – Valor característico da ação permanente
hw – Altura da alma entre os eixos dos banzos
Ia – Capacidade efetiva de suporte para a categoria relevante
id – Raio de giração referente a secção bruta do eixo mais fraco;
IT – Inércia à torção da secção bruta
Iw – Inércia ao empenamento da secção bruta
K – Fator do comprimento efetivo kN – KiloNewton kLT – Fator de iteração ky – Fator de interação kz – Fator de interação L – Comprimento da coluna l – Comprimento de encurvadura
LeT – Comprimento de encurvadura do membro sujeito a encurvadura por torção
xv Mc,Rd – Momento resistente da secção transversal
MEd – Momento de flexão devido a carga de cálculo
Mf,Rd – Momento resistente da secção transversal constituído somente das áreas efetivas dos banzos
Mpl,Rd – Momento plástico resistente da secção transversal
My,Rd – Momento resistente de cálculo da secção transversal
Ncr – Força axial crítica para a encurvadura por flexão da secção transversal
Ncr,FT – Carga crítica para encurvadura por flexo-torção
Nb,Rd – Resistência da secção transversal a encurvadura
Nb,Rd,ABAQUS – Resistência da secção transversal a encurvadura obtida pelo software ABAQUS
Nb,Rd,EN15512 – Resistência da secção transversal a encurvadura de acordo com a EN 15512
Nc,Rd – Resistência da secção transversal ao esforço axial
Nc,Rd,ABAQUS – Resistência da secção transversal ao esforço axial obtida pelo software ABAQUS
Nc,Rd,EN15512 – Resistência da secção transversal ao esforço axial de acordo com a EN 15512
Ncr,T – Carga crítica para encurvadura por torção
Ncr,y – Carga crítica para encurvadura por flexão em torno do eixo y
NRd – Resistência de cálculo da secção transversal para uma tensão uniforme ou compressão1
NEd – Força de compressão devido a carga de cálculo
r – Raio interno do canto
Rw,Rd – Valor apropriado da resistência da alma ao esforço transverso local
t – Espessura
Qu – Peso da carga unitária
Qk,1 – Valor característico de uma das ações variáveis
Qk,i – Valor característico da ação variável mais desfavorável
VRetirado – Volume retirado do elemento pelos furos
VTotal – Volume total do elemento
Vw,Rd – Resistência de cálculo da alma ao esforço transverso
Weff,y – Módulo de flexão da secção transversal efetiva em torno do eixo y
Weff,z – Módulo de flexão da secção transversal efetiva em torno do eixo z
Wser se refere ao carregamento na viga para o Estado Limite de Serviço
α – Fator de imperfeição
χ – Fator de redução relevante ao modo de encurvadura χLT – Fator de redução para a encurvadura lateral-torsional
xvi
γA – Fator parcial de segurança para ações acidentais
γG – Fator parcial de segurança para ações permanentes
γM – Fator parcial de segurança correspondente ao material
γQ – Fator parcial de segurança para ações variáveis
Φ – Inclinação da alma referente aos banzos (em degraus) ∅ – Coeficiente de imperfeição global
λ – Índice esbelteza para o modo de encurvadura relevante para a análise 𝜆̅ – Índice de esbelteza referente a encurvadura por flexão.
1
1
INTRODUÇÃO
1.1.ENQUADRAMENTO GERAL
Com a primeira Revolução Agrícola, ainda nos primórdios da humanidade, os homens realizaram uma transição de um modo de viver que consistia em tribos nómadas, caçadoras e coletoras para comunidades agrícolas que viriam a se tornar cidades. Esta mudança gerou a necessidade de armazenar alimentos buscando estar preparado para os tempos mais difíceis. Locais como celeiros passaram a ser utilizados para armazenagem de grãos e sementes, tanto para consumo quanto para comércio.
Ao passar do tempo, com o avanço expansionista dos povos, surgiram outras utilidades para a armazenagem. Impérios como o Romano e o Bizantino tiveram a necessidade de efetuar, para além de um plano logístico, a construção de armazéns angariando abastecer os batalhões, em áreas de conflito, com água, alimentos e armamentos.
A partir do desenvolvimento do comércio no sul da Europa, no norte da África e no oeste da Ásia, a armazenagem evoluiu para o que é mais parecido com os tempos atuais. Foram edificados armazéns de madeira, sempre próximos a zonas portuárias, para fazer frente ao pequeno poder de armazenamento das lojas.
Nos séculos XVIII e XIX a Revolução Industrial, que consistiu num processo intenso de industrialização, iniciado no Reino Unido e rapidamente disseminado por toda a Europa e pelos Estados Unidos. Com a substituição de artesãos por máquinas capazes de fabricar numa escala bastante superior, tornou-se imprescindível a construção de mais armazéns para guardar assim como os bens manufaturados, também matérias-primas como carvão e minério de ferro, essenciais para o funcionamento de todo o maquinário.
Para otimizar um processo que resultava em um custo de mão-de-obra elevado, devido à capacidade de cada trabalhador conseguir carregar uma embalagem por vez, o que fazia com que o processo se tornasse mais demorado, foi criada em 1915 a empilhadeira. Diante da sua capacidade de movimentar mais de uma embalagem por vez, ainda que bastante pesadas, o problema se resolveu e, alguns anos depois, surgiu o primeiro sistema de rack de paletes permitindo a armazenagem vertical dentro dos armazéns o que proporcionou um aumento considerável na capacidade de armazenagem.
Com o avanço da tecnologia, o desenvolvimento de programas de cálculo cada vez mais precisos e a eterna busca pela otimização do processo, grandes investimentos são realizados por empresas que almejam a elaboração de estantes industriais com secções transversais o mais finas possíveis que sejam capazes de suportar cargas elevadas com segurança, visando sempre o aumento na capacidade de
2
armazenamento. É neste cenário que desponta o aço enformado a frio, perfis metálicos de pequena espessura adequados para resistir a cargas altas.
Após surgir no século XX, o aço enformado a frio ganhou cada vez mais utilidades ao passar dos anos. Hoje é bastante utilizado na construção civil, automóveis, equipamentos, pontes, e em estantes industriais. Algumas das suas vantagens frente a perfis laminados a quente são:
• Elevadíssima eficiência estrutural, obtida através da alta capacidade resistente aliada ao peso reduzido dos perfis;
• Significativa optimização estrutural, o projetista tem a liberdade de utilizar qualquer forma de secção transversal;
• Tensões residuais reduzidas, devido ao fabrico ser feito à temperatura ambiente.
Além destas vantagens apresentadas quando comparados aos perfis laminados a quente, os perfis de aço enformado a frio também apresentam significativas vantagens quanto ao custo, são elas:
• Possibilidade de produção em grande escala; • Rapidez de montagem e desmontagem; • Facilidade de manutenção;
• Economia em transporte e manuseio;
• Utilização como material reciclável (elevada sustentabilidade).
Estes perfis metálicos, a que se faz referência acima, requerem atenção ao projetista por serem perfis esbeltos e com paredes finas, o que faz com que estejam mais suscetíveis aos fenómenos de instabilidade local: local de placa e distorcional. O modo local de placa acontece quando ocorrem deslocamentos de flexão das paredes do perfil, já para o modo distorcional a deformação ocorrerá por distorção, quando determinadas paredes deslocam-se quase que como corpos rígidos, fletindo as outras por compatibilidade.
No que diz respeito ao dimensionamento deste tipo de estrutura, hoje existem em termos de normativas na Europa a norma EN 1993-1-3[3], Eurocódigo 3 Parte 1-3, que traz algumas mudanças referentes à norma EN 1993-1-1 [4] por conta das peculiaridades dos elementos metálicos em aço enformado a frio. Existe também a norma EN 15512 [1], responsável por tratar exclusivamente de sistemas de armazenamento metálico. O constante aprimoramento de tais normas é buscado incessantemente por pesquisadores visando sempre mais conhecimento para que seja possível dimensionar estruturas que atendam as necessidades do mercado com a devida segurança.
1.2.OBJECTIVOS DA INVESTIGAÇÃO
Este trabalho tem como principal objetivo realizar um estudo comparativo sobre o dimensionamento de secções transversais sem furos e com diferentes disposições de furos.
Procura-se entender a exigência da norma EN 15512 [1] que determina que o dimensionamento de estruturas de aço enformado à frio que contém furos ao longo da sua secção transversal, deve ser feito através de ensaios experimentais realizados em laboratório de acordo com a própria norma ou por software que seja capaz de realizar análises não-lineares avançadas com recurso ao método dos elementos finitos (MEF).
Neste estudo são considerados oito tipos de secções transversais: uma sem furos e outras três com diferentes localizações dos furos pela secção transversal, para cada uma destas há duas dimensões diferentes de largura da secção transversal.
3 Uma primeira análise é feita para as secções sem furos seguindo o que estabelece a norma EN 15512 [1] e em seguida apresenta-se os modelos MEF produzidos, com e sem furos, no software ABAQUS [2].
Depois de dimensionadas as secções conforme os diferentes métodos aplicados, é efetuado um estudo paramétrico entre os resultados obtidos, para identificar a influência dos furos no dimensionamento de tais peças assim como na resistência à encurvadura por compressão.
1.3.ESTRUTURA DA DISSERTAÇÃO
Esta dissertação é constituída por cinco capítulos, para além das referências bibliográficas e anexos. Nos primeiros capítulos destaca-se as diferentes metodologias utilizadas para o dimensionamento de estantes industriais metálicas. Num segundo momento é feito um estudo paramétrico que visa comparar os resultados obtidos através dos cálculos pré-definidos pela norma EN 15512 [1] e os valores alcançados através do software de MEF, ABAQUS [2].
Apoiado desta partição por capítulos, é possível para o leitor um melhor acompanhamento de todo o estudo realizado. Com isso, no primeiro capítulo foi feito uma pequena passagem histórica a respeito dos sistemas de armazenamento e sua importância para com a sociedade, além de apresentar os objetivos e a estrutura da dissertação.
No segundo capítulo encontram-se as regras de dimensionamento das estantes industriais de acordo com a norma EN 15512 [1], identificam-se algumas limitações referentes a secções com furos que têm sido alvo de investigações inclusive deste próprio estudo.
O capítulo três é dedicado às análises das secções transversais, principalmente as com furos, através do desenvolvimento de modelos de elementos finitos elaborados em ABAQUS [2]. Neste capítulo é demonstrado como foram construídos tais modelos e como o software procede com estas análises. O quarto capítulo apresenta o estudo paramétrico desenvolvido a fim de comparar os resultados obtidos através das recomendações teóricas sugeridas pela norma EN 15512[1] da secção sem furos modelada no software de cálculo avançado SCIA Engineer, com os resultados alcançados pela modelação em ABAQUS [2] das secções com e sem furos.
Por fim, no último capítulo, são apresentadas as conclusões obtidas neste estudo. Para além disso, sugestões de estudos que podem ser feitos futuramente no dimensionamento de secções transversais com furos feitas de aço enformado à frio, também são expostas neste capítulo.
5
2
DIMENSIONAMENTO
DE
ESTANTES
INDUSTRIAIS
2.1.INTRODUÇÃO
Este capítulo apresentará as metodologias de dimensionamento previstas pela norma EN 15512 [1], que busca estabelecer critérios de análise para os elementos que compõem as estantes industriais como as colunas e as vigas.
A prática corrente consiste na utilização de normas reguladoras que indicam uma série de regras de cálculo, já consolidadas, que são capazes de atender aos critérios de segurança necessários. Desta maneira, a norma busca estabelecer as capacidades resistentes das secções transversais através das propriedades efetivas do elemento. De tal modo, a EN 15512 [1] recomenda que sejam realizados ensaios laboratoriais ou modelos de elementos finitos para o estudo do elemento perfurado, uma vez que a norma EN 1993-1-3 [3] não prevê regras para a obtenção das propriedades efetivas de elementos formados a frio com furos. Junto a estas capacidades resistentes são inseridas as ações que estão impostas às estantes metálicas, dando seguimento ao dimensionamento da estrutura.
A EN 15512 [1] visa o dimensionamento de estruturas que não foram abrangidas no Eurocódigo 3 [5], especificamente os sistemas de estantes metálicas do tipo “adjustable beam pallet rack” planeadas para armazenar cargas unitárias e sujeitas a cargas estáticas. Portanto, não se aplica a outros tipos de sistemas de armazenamento como: drive-in, drive-through ou cantilever. A Figura 1 apresenta estes diferentes tipos de sistemas de armazenamento.
6
(c) Drive-through (d) Cantilever
Fig. 1 - Sistemas de armazenamento
2.2.EN15512
2.2.1.GENERALIDADES
As estantes industriais são estruturas construídas com o propósito de suportar uma carga, normalmente estática, resultante da acomodação dos bens manufaturados, durante toda a cadeia produtiva. Elas são constituídas por colunas, vigas e prateleiras, todos estas peças feitas de aço enformado à frio, além das ligações especiais coluna-viga e elementos de contraventamento, que visam a estabilidade da estrutura perante o fenómeno da encurvadura, conforme mostra a Figura 2. É apresentado na Figura 3 algumas secções transversais mais comuns de serem encontradas na prática.
(a) Estante industrial (b) Pormenor da ligação coluna-viga
7
(a) Secções transversais de colunas (b) Secções transversais de vigas Fig. 3 - Secções transversais de colunas e vigas
Hoje, como consequência da pequena espessura, característica dos perfis em aço enformado a frio, e dos furos ao longo da secção transversal do membro, fazem com que estes tipos de sistema estrutural sejam classificados pela norma EN 1993-1-1 [4] como sendo de classe 4. Tal peculiaridade faz com que o dimensionamento normalizado na mesma não seja aplicável para estes tipos de sistema como são para colunas e vigas de estruturas convencionais. Neste cenário a norma EN 15512 [1] se transforma na principal diretriz europeia para análise de esforços axiais e de flexão, para além de imperfeições globais e locais. A norma ainda faz menção à norma EN 1993-1-3 [3], utilizada para a análise e o dimensionamento de elementos de estrutura metálica constituída por elementos em aço enformado a frio.
2.2.2. ESTADOS LIMITES
A norma determina que o dimensionamento da estrutura ou de parte da mesma deve ser feito seguindo os estados limites apresentados abaixo:
a) Estado limite último; b) Estado limite de serviço.
O estado limite último caracteriza-se pelo dimensionamento que vislumbra a maior capacidade de carga possível, carga esta normalmente atingida através de:
a) Força (incluindo rotura, encurvadura e a transformação em mecanismo); b) Estabilidade quanto aos esforços laterais;
c) Excessiva deformação local.
Já no caso do estado limite de serviço são estabelecidos, usualmente, limites de deformação e vibração que asseguram a plena utilização e aparência do sistema estrutural.
2.2.3.AÇÕES
A norma estabelece a existência de ações permanentes, que consistem do peso próprio dos elementos utilizados no sistema estrutural (colunas, vigas e contraventamentos) e ações variáveis que devem ser analisadas caso a caso quanto a necessidade de serem consideradas para efeito de cálculo. Algumas das ações variáveis mais comuns são:
8
2.2.3.1.CARGAS DOS BENS
São cargas provenientes do peso dos bens a serem armazenados, estas cargas devem estar de acordo ao proposto pela norma EN 15629 [6]. Para a consideração desta carga, pode-se assumir que a estante em estudo esteja uniformemente carregada, desde que:
• O sistema de controle do armazém seja capaz de identificar cargas unitárias em excesso e controlar sua distribuição por toda a estante;
• O peso considerado não ser inferior a 80% do peso máximo; • Todas as vigas sejam projetadas para suportar a máxima carga;
• No caso das colunas, que sejam considerados para efeito de cálculo a situação mais desfavorável onde considere-se o máximo de carga no lugar mais desfavorável à coluna.
2.2.3.2.CARGAS VERTICAIS
A norma EN 15512 [1], recomenda dois tipos de tratamento para a inclusão de cargas verticais ao modelo estudado:
a) Bens estocados por equipamento mecânico.
Para o caso de os bens serem estocados via equipamento mecânico, deve ser considerada uma carga vertical adicional para baixo equivalente a 25% da carga máxima localizada na posição mais desfavorável, sobre as vigas, sobre os braços de apoio e sobre as conexões nos extremos das vigas.
b) Bens estocados manualmente.
Nesta circunstância o acréscimo de carga vertical sugerido pela norma é de 100% da carga máxima na situação mais desfavorável.
2.2.3.3.CARGAS HORIZONTAIS
De acordo com a norma as cargas horizontais devem ser aplicadas nas duas direções. Este tipo de carga corresponde ao manejo dos bens na estante, tanto para armazenamento, quanto para remoção. Devido aos diversos modos de realizar tal manuseio, a norma sugere diferentes cargas para cada situação, sendo elas:
a) Para bens armazenados por máquinas operadas manualmente.
• Para estantes superiores a 3m, uma carga horizontal de 0,5 kN deve ser aplicada em qualquer altura da estante.
• Para estantes superiores a 6m, deve ser aplicada uma carga horizontal equivalente a 0,25 kN no topo da estante ou uma carga de 0,5 kN a qualquer altura acima de 3m. • Já no caso de estantes entre 3m e 6m, deve ser considerada uma carga que conduza o
dimensionamento ao seu pior caso entre os 2 citados anteriormente.
b) Para bens manuseados por máquinas automatizadas, a carga a ser considerada deve ser fornecida pela empresa fabricante da máquina, porém, o valor não pode ser inferior a 0,25 kN.
c) Nos casos em que os bens são manualmente estocados e retirados, a carga horizontal recomendada é de 0,25 kN.
2.2.3.4.CARGAS PROVENIENTES DE IMPERFEIÇÕES
A norma EN 15512 [1] permite que as cargas advindas das imperfeições das secções sejam representadas por um sistema equivalente de forças horizontais. Estas forças devem ser aplicadas na altura de patamar de cada viga, conforme apresentado na Figura 1.
9
Fig. 4 - Forças horizontais equivalentes
O parâmetro φ recomendado por norma é que seja superior ou igual a 1/500. 2.2.3.5.AÇÕES DEVIDO AO IMPACTO (CARGAS ACIDENTAIS)
a) Cargas acidentais verticais
No caso da estocagem ser feita através de uma operação manual de um maquinário, a carga acidental manual (Apv) a ser utilizada deve ser de 5,0 kN. Já no caso de os bens serem estocados e retirados por meio de máquinas automatizadas, a carga Apv a ser considerada deve ser:
Apv = 0,5 × Qu (1)
Onde:
Qu = peso da carga unitária
Apv deve ser superior a 0,25 kN, mas inferior a 5 kN. b) Cargas acidentais horizontais
Para a situação onde os bens são estocados por um operador manuseando uma máquina, a carga acidental horizontal (Aph) deve ser aplicada, a 0,4 m de altura da coluna, uma carga de 2,5 kN na direção transversal e 1,25 kN na direção longitudinal da estante. Já para a situação onde uma máquina automatizada realiza todo o procedimento, a carga a ser aplicada deve ser de 0,5 kN nas duas direções. A norma ainda faz referência para que não sejam consideradas, no mesmo caso, as cargas referentes as ações acidentais horizontais e as cargas horizontais.
2.2.4.COMBINAÇÕES DE AÇÕES PARA O ESTADO LIMITE ÚLTIMO
A norma EN 15512 [1] recomenda a utilização das equações a seguir, sendo a que resultar no maior valor deve ser escolhida:
• Considerando apenas a ação variável mais desfavorável:
10
• Considerando todas as ações variáveis desfavoráveis que possam ocorrer simultaneamente:
∑ γGGk+ 0,9 ∑ γQQk,i i≥1
(3)
• Dimensionada para a carga acidental:
∑ γGAGk+ ∑ γQAQk,i+ γAAk i≥1
(4)
Onde:
Gk é o valor característico da ação permanente;
Qk,i é o valor característico de uma das ações variáveis;
Qk,1 é o valor característico da ação variável mais desfavorável;
Ak é o valor característico da ação acidental;
γG é o fator parcial de segurança para ações permanentes;
γQ é o fator parcial de segurança para ações variáveis;
γA é o fator parcial de segurança para ações acidentais.
2.2.5.COMBINAÇÕES DE AÇÕES PARA ESTADO LIMITE DE SERVIÇO
Dentre as equações abaixo a que converter-se no maior valor deve ser selecionada: • Considerando apenas a ação variável mais desfavorável:
∑ γGGk+ γQQk,1 (5)
• Considerando todas as ações variáveis desfavoráveis:
∑ γGGk+ 0,9γQ∑ Qk,i i≥1
(6)
Os valores de γG e γQ são iguais a 1.0, valores obtidos na Tabela 2 da EN 15512 [1].
2.2.6.ANÁLISE ESTRUTURAL
O método de cálculo escolhido deve refletir o comportamento estrutural do sistema estrutural assim como se antecipar ao efeito provocado pelas cargas. Para isso é necessária uma análise cuidadosa quanto à resistência, deslocamento e instabilidade dos elementos, e resistência e rotações das ligações.
11 2.2.6.1.DIMENSIONAMENTO DE VIGAS
a) Momento de cálculo para vigas:
𝑀𝐸𝑑= 𝑊𝑑𝐿 8 𝛽𝑚(1 − 2 3 ⁄ 𝛽𝜃 𝛽𝑚(1 +2𝐸𝐼𝑘 𝑏 𝑒𝐿) ) (7) Onde: 𝑘𝑒= 𝑘𝑏 1 +𝑘𝑏ℎ 3𝐸𝐼𝑐 (8)
Wd é a carga total de cálculo imposta na viga;
L é o comprimento da viga;
H é a altura em que se encontra a viga;
kb é a rigidez do conector entre a viga e a coluna;
Ib é a inércia da viga;
Ic é a inércia do pilar.
b) Força de corte para vigas:
A força de corte para as vigas VEd deve ser determinado da seguinte maneira, de acordo com a EN 15512
[1]:
𝛽 = 𝑉𝑐𝑟
𝑉𝑐𝑟−𝑉𝑒𝑑 (9)
VEd é a carga vertical de cálculo considerada na viga;
VCr é o valor crítico elástico da carga vertical para
Em estantes de construção e carregamento regulares, quando considerada uma base móvel, temos:
𝐹𝐸𝑑=
𝑊𝑑
2 +
2∅𝑊𝑑ℎ(3𝑛𝑠− 1)
4𝐿 𝛽 (10)
Quando são estantes de construção e carregamento regulares, com base semirrígida, temos:
𝐹𝐸𝑑= 𝑊𝑑 2 + 2∅𝑊𝑑ℎ(2𝑛𝑠− 1) 4𝐿 𝛽 (11) ∅ é a imperfeição geométrica; ns é o número de andares de vigas.
c) Dimensionamento à resistência com respeito a distorção na alma:
Para evitar rotura, distorção ou encurvadura na alma sujeita a reação do apoio ou a outra carga transversal local aplicada através do banzo, o esforço transverso FEd deve satisfazer a seguinte regra:
FEd≤ Fω,Rd (12)
12 Fω,Rd= ∝ t2 √FybE(1 − 0,1√rt) [0,5 +√0,02It ] (2,4 + (a 90)∅ 2 ) γM (13)
Fw,Rd é a resistência transversal local da alma da secção transversal;
α é o coeficiente para a categoria relevante; t é a espessura;
Fyb é a resistência básica de cedência;
r é o raio interno do canto;
Ia é capacidade efetiva de suporte para a categoria relevante;
Φ é a inclinação da alma referente aos banzos (em degraus).
d) Dimensionamento à resistência quanto ao esforço transverso:
O esforço transverso Vb,Rd deve ser determinado da seguinte forma, de acordo com a norma EN
1993-1-3[3]: 𝑉𝑏,𝑅𝑑= ℎ𝑤 𝑠𝑖𝑛∅𝑡𝑓𝑏𝑣 𝛾𝑀 (14) Onde:
fbv é o esforço transverso considerando encurvadura de acordo com a Tabela 6.1 presente na EN
1993-1-3[3];
hw é a altura da alma entre os eixos dos banzos.
e) Combinação entre esforço transverso, esforço axial e momento fletor:
Para o caso da combinação entre o esforço transverso VEd, esforço axial NEd e momento fletor MEd, será
necessário efetuar os cálculos a seguir atendendo a critérios da norma EN 1993-1-3[3], caso o esforço transverso atuante não seja menor ou igual a metade do esforço transverso resistente:
𝑁𝐸𝑑 𝑁𝑅𝑑 +𝑀𝑦,𝐸𝑑 𝑀𝑦,𝑅𝑑 + (1 − 𝑀𝑓,𝑅𝑑 𝑀𝑝𝑙,𝑅𝑑 ) (2𝑉𝐸𝑑 𝑉𝑤,𝑅𝑑 − 1) 2 ≤ 1 (15) Onde:
NRd é a resistência de cálculo da secção transversal para uma tensão uniforme ou compressão;
My,Rd é o momento resistente de cálculo da secção transversal;
Vw,Rd é a resistência de cálculo da alma ao esforço transverso;
Mf,Rd é o momento resistente da secção transversal constituído somente das áreas efetivas dos banzos;
Mpl,Rd é o momento plástico resistente da secção transversal.
f) Combinação entre momento fletor e carga pontual ou reação do apoio:
Combinação entre o momento fletor e um esforço transverso local devido a uma carga pontual ou a reação do apoio de acordo com a norma EN 1993-1-3[3]:
13 𝑀𝐸𝑑 𝑀𝑐,𝑅𝑑 ≤ 1 (16) 𝐹𝐸𝑑 𝑅𝑤,𝑅𝑑 ≤ 1 (17) 𝑀𝐸𝑑 𝑀𝑐,𝑅𝑑 + 𝐹𝐸𝑑 𝑅𝑤,𝑅𝑑 ≤ 1,25 (18) Onde:
Mc,Rd é o momento resistente da secção transversal;
Rw,Rd é o valor apropriado da resistência da alma ao esforço transverso local.
g) Limite de deformação da viga para o estado limite de serviço
De acordo com a cláusula 11.2 da norma EN 15512 [1] a deformação vertical da viga não deve ultrapassar o limite de L/200, onde L é o comprimento da viga.
∆𝑚𝑎𝑥= 5𝑊𝑠𝑒𝑟𝐿3 384𝐸𝐼𝑏 𝛽∆(1 − 0.8𝛽𝜃 𝛽∆[1 +2𝐸𝐼𝑘 𝑏 𝑒𝐿 ] ) (19) Onde:
Wser se refere ao carregamento na viga para o Estado Limite de Serviço
2.2.6.2.DIMENSIONAMENTO DAS COLUNAS
As regras de dimensionamento que serão expostas a seguir não são aplicáveis para elementos com perfurações, para tais elementos a EN 15512 [1] recomenda que sejam realizados ensaios laboratoriais ou que sejam produzidos modelos de elementos finitos, a fim de obter as resistências do elemento.
a) Verificação da secção transversal submetida somente à compressão:
𝑁𝐸𝑑 ≤ 𝑁𝑐,𝑅𝑑 (20) 𝑁𝑐,𝑅𝑑 = 𝑓𝑦𝐴𝑒𝑓𝑓 𝛾𝑀 (21) Onde:
NEd é a força de compressão devido a carga de cálculo;
Nc,Rd é a resistência da secção transversal ao esforço axial;
Aeff é a área efetiva da secção transversal sob compressão uniforme;
γM é o fator de segurança parcial referente ao material de acordo com a Tabela 3 da EN 15512 [1];
Fy é a resistência à cedência.
b) Dimensionamento da resistência considerando encurvadura por compressão:
De acordo com a secção 9.4 da EN 15512 [1], a resistência de cálculo a encurvadura Nb,Rd, deve ser
determinada por:
𝑁𝑏,𝑅𝑑=
χ𝐴𝑒𝑓𝑓𝑓𝑦 𝛾𝑀
14 χ = 1 ∅+√∅2−𝜆̅2 mas, χ ≤ 1 (23) ∅ = 0,5[1 + 𝛼(𝜆̅ − 0,2) + 𝜆̅] (24) 𝜆̅ = √𝐴𝑒𝑓𝑓𝑓𝑦 𝑁𝑐𝑟 = 𝜆 𝜆1√𝛽1 (25) 𝛽1= 𝐴𝑒𝑓𝑓 𝐴𝑔 (26) 𝜆1= 𝜋√ 𝐸 𝑓𝑦 (27) 𝑁𝑐𝑟 = 𝜋𝐸𝐼𝑒𝑓𝑓 (𝐾𝐿)2 (28) Onde:
Ag é a área bruta da secção transversal;
Ncr é a força axial crítica para a encurvadura por flexão da secção transversal;
λ é o índice esbelteza para o modo de encurvadura relevante para a análise = l/id
l é o comprimento de encurvadura
id é o raio de giração referente a secção bruta do eixo mais fraco;
α é o fator de imperfeição; L é o comprimento da coluna; E é o módulo de elasticidade; K é fator do comprimento efetivo;
𝜆̅ é o índice de esbelteza referente a encurvadura por flexão. c) Encurvadura por torção e flexo-torção:
Na cláusula 9.7.5 da norma EN 15512 [1], é demonstrado pelas equações a seguir, como deve ser feito o dimensionamento perante a encurvadura ocasionado por torção ou flexo-torção. Os valores encontrados para Ncr,T, Ncr,FT devem ser comparados ao Ncr, encontrado para elementos sujeitos a
encurvadura por compressão, e o menor entre os três valores deve ser o escolhido para dar prosseguimento aos cálculos:
𝑁𝑐𝑟,𝑇 = 1 𝑖𝑜2 (𝐺𝐼𝑇 + 𝜋2𝐸𝐼𝑤 𝐿2𝑒𝑇 ) (29) 𝑁𝑐𝑟,𝐹𝑇 = 𝑁𝑐𝑟,𝑦 2𝛽 [1 + 𝑁𝑐𝑟,𝑇 𝑁𝑐𝑟,𝑦 − √(1 −𝑁𝑐𝑟,𝑇 𝑁𝑐𝑟,𝑦) 2 + 4 (𝑦𝑜 𝑖𝑜 ) 2𝑁 𝑐𝑟,𝑇 𝑁𝑐𝑟,𝑦] (30) 𝛽 = 1 − (𝑦𝑜 𝑖𝑜 ) 2 (31) 𝑖𝑜2= 𝑖𝑦2+ 𝑖𝑧2+ 𝑦𝑜2 (32)
15 Onde:
Ncr,T é a carga crítica para encurvadura por torção;
Ncr,FT é a carga crítica para encurvadura por flexo-torção;
Ncr,y é a carga crítica para encurvadura por flexão em torno do eixo y;
G é o módulo de distorção;
IT é a inércia à torção da secção bruta;
Iw é a inércia ao empenamento da secção bruta;
LeT é o comprimento de encurvadura do membro sujeito a encurvadura por torção.
Recomendações de dimensionamento para a combinação entre flexão e esforço axial: a) Flexão e compressão axial:
Deve ser verificado o dimensionamento da secção transversal da coluna sujeito tanto a flexão quanto a um esforço axial, através da seguinte equação:
𝑁𝐸𝑑 𝑁𝑐,𝑅𝑑 + 𝑀𝑦,𝐸𝑑 𝑀𝑐,𝑦,𝑅𝑑 + 𝑀𝑧,𝐸𝑑 𝑀𝑐,𝑧,𝑅𝑑 ≤ 1 (33) Onde:
NEd é a força de compressão devida carga de cálculo;
Nc,Rd é a resistência da secção transversal ao esforço axial;
My,Ed é momento fletor de cálculo em torno o eixo y;
Mz,Ed é momento fletor de cálculo em torno o eixo z;
Mc,y,Ed é momento fletor resistente da secção transversal em torno o eixo y;
Mc,z,Ed é momento fletor resistente da secção transversal em torno o eixo z;
b) Flexão e compressão axial sem encurvadura lateral-torsional: 𝑁𝐸𝑑 χ𝑚𝑖𝑛𝐴𝑒𝑓𝑓𝑓𝑦 𝛾𝑀 + 𝑘𝑦𝑀𝑦,𝐸𝑑 𝑊𝑒𝑓𝑓,𝑦𝑓𝑦 𝛾𝑀 + 𝑘𝑧𝑀𝑧,𝐸𝑑 𝑊𝑒𝑓𝑓,𝑧𝑓𝑦 𝛾𝑀 ≤ 1 (34) Onde:
ky e kz são fatores de interação;
χmin é o menor valor para o fator de redução do modo de encurvadura analisado em torno do eixo y e z;
Weff,y é o módulo de flexão da secção transversal efetiva em torno do eixo y;
Weff,z é o módulo de flexão da secção transversal efetiva em torno do eixo z;
c) Flexão e compressão axial com encurvadura lateral-torsional: 𝑁𝐸𝑑 χ𝑚𝑖𝑛𝐴𝑒𝑓𝑓𝑓𝑦 𝛾𝑀 + 𝑘𝐿𝑇𝑀𝑦,𝐸𝑑 χ𝐿𝑇𝑊𝑒𝑓𝑓,𝑦𝑓𝑦 𝛾𝑀 + 𝑘𝑧𝑀𝑧,𝐸𝑑 𝑊𝑒𝑓𝑓,𝑧𝑓𝑦 𝛾𝑀 ≤ 1 (35) Onde:
16
kLT é o fator de interação;
χLT é o fator de redução para a encurvadura lateral-torsional.
d) Verticalidade:
Na cláusula 8.5.7.2 da EN 15512 [1] deixa claro o limite estabelecido da altura/350 para o máximo deslocamento para fora do plano, em qualquer direção, de qualquer coluna. Tal controle deve ser efetuado ainda antes de carregar a estrutura, para verificar se este requisito da norma é cumprido. 2.2.6.3.ENSAIO À COMPRESSÃO DE UMA COLUNA SIMPLES
Conforme a exigência feita pela EN 15512 [1] a respeito da realização de ensaios laboratoriais ou modelos numéricos para o dimensionamento dos perfis com furos, a mesma traz em seu Anexo A algumas recomendações de como deve ser procedido os ensaios à compressão das colunas. No capítulo seguinte veremos que para o modelo numérico deve ser feito uma simulação do ensaio à compressão indicado pela norma, seguindo todas as recomendações apontadas.
Este primeiro ensaio não deve ser utilizado para avaliar os efeitos da encurvadura distorcional, apenas encurvadura local e influência das perfurações, seguindo as especificações mostradas na Figura 5.
a) O comprimento deve ser três vezes maior que o maior comprimento da parte plana (sem considerar os enrijecedores intermediários). Deve incluir ao menos cinco níveis de perfurações; b) Deve ser cortado normal ao eixo longitudinal, no meio entre duas sentidos de perfuração; c) A base e o topo devem estar aparafusados ou soldados a cada extremo da coluna.
O esforço axial deve ser transmitido para as chapas metálicas da base e do topo por amortecedores espessos o suficiente de modo que assegure que deformações dos amortecedores não influencie o resultado do ensaio. Estes amortecedores de pressão devem ultrapassar ao menos 10 mm do perímetro da secção da coluna.
17 2.2.6.4.ENSAIO À COMPRESSÃO DE UMA COLUNA – CHECAGEM DOS EFEITOS DA ENCURVADURA DISTORCIONAL Este ensaio tem o propósito de determinar a influência do modo de encurvadura distorcional na capacidade resistente ao esforço axial da secção transversal da coluna. Os extremos devem estar restritos de tal forma que resistam a possíveis rotações, estas restrições não devem oferecer nenhuma resistência adicional a distorção da secção-
O esforço axial deve ser transmitido através de um sistema de rolamentos tanto na base quanto no topo, estes rolamentos devem estar posicionados no mesmo sentido em relação a secção transversal e devem ser ajustados para que fiquem na posição que resulte na maior carga de rotura. Os resultados obtidos devem ser corrigidos em relação a resistência à cedência do material e sua espessura.
19
3
MODELO
DE
SIMULAÇÃO
NUMÉRICA
3.1. INTRODUÇÃO
Seguindo a exigência feita pela norma EN 15512 [1] para o dimensionamento de secções transversais com furos, este capítulo apresentará um modelo de análise não-linear realizado com elementos verticais com e sem furos.
O principal objetivo é o de compreender melhor a influência dos furos na resistência do elemento, e o por-quê de a norma exigir a modelação em elementos finitos ou a realização de ensaios laboratoriais para estimar a capacidade resistente da peça perfurada.
É disposto na cláusula A.2.1.2 da EN 15512 [1] uma alternativa de ensaio à compressão de uma coluna qualquer. A partir disso foi elaborado um modelo de elementos finitos, que buscou seguir à risca todas as exigências da norma com o propósito de reproduzir em software o que seria um ensaio laboratorial. Num primeiro momento foi modelado um perfil sem furos para que os resultados obtidos fossem validados com o que é proposto pela norma EN 1993 1-3 [3], para além de permitir efetuar uma análise de sensibilidade aos parâmetros envolvidos na modelação.
Neste contexto, foram produzidas análises não-lineares de elementos verticais com diferentes disposições de furos ao longo de toda a secção transversal, de modo que fosse possível extrair do modelo parâmetros que permitissem um melhor entendimento do efeito das perfurações no comportamento dos elementos estruturais.
3.2.ABAQUS
O ABAQUS [2] é um software capaz de realizar análises não-lineares através do método dos elementos finitos, preparado para resolver uma série de problemas de engenharia. O programa é composto por 3 principais produtos, são eles:
20
• ABAQUS/STANDARD – é o solucionador de elementos finitos, de uma maneira geral, pela utilização da integração implícita, bastante comum para problemas dinâmicos estáticos e de baixa velocidade;
• ABAQUS/EXPLICIT – é também um solucionador de elementos finitos, mas desta vez, através da integração explícita, comum em problemas altamente não-lineares como no caso em que se estudam fases transitórias.
A operabilidade do programa consiste, resumidamente, numa primeira fase onde são elaboradas as partes do elemento estrutural que vir á ser estudado, a determinação das propriedades, tanto do material quanto da secção transversal, e a assemblagem das peças a fim de montar a estrutura final. Num segundo momento é definido o tipo de análise requerido, assim como a disposição das cargas aplicadas no modelo, as condições de bordo e à caracterização da malha. Por fim, é criado um (job), onde o software reúne todas as informações fornecidas na elaboração do modelo e gera ficheiros de resultados. Com estes ficheiros é possível realizar mudanças ou novas análises a qualquer momento.
3.3.MODELAÇÃOEMABAQUS
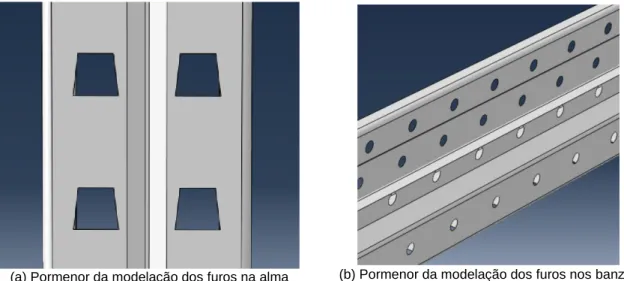
Para a realização do estudo, foram definidos dois tipos de secções transversais, conforme tabela abaixo, sendo que para cada tipo foram criadas secções sem furos e outras três secções com diferentes disposições dos furos (com furos na alma e nos banzos, com furos apenas na alma e com furos apenas nos banzos). Os desenhos das secções transversais assim como as especificações quanto aos furos se encontram no Anexo A.1, na Figura abaixo segue um dos tipos de secção transversal estudados.
21
Tabela 1 - Secções transversais utilizadas
CÓDIGO LARGURA (mm) ALTURA (mm) ESPESSURA (mm) Ag (mm2) COLUNA I 74 69 2 490,58 COLUNA II 99 69 2 500,58 CHAPAS METÁLICAS I 100 100 30 10000 CHAPAS METÁLICAS II 130 100 30 13000
3.3.1.MODELAÇÃO DAS PARTES
O primeiro passo a ser feito foi a construção das partes que constituem o modelo do ensaio à
compressão de colunas, que são: coluna e as chapas metálicas, conforme apresentado na Figura 6 e 7.
(a) Chapa metálica I inferior (b) Chapa metálica I superior
22
Fig. 7 - Peças modeladas para simulação da análise à compressão de uma coluna
(a) Pormenor da modelação dos furos na alma (b) Pormenor da modelação dos furos nos banzos Fig. 8 - Pormenorização dos furos no elemento
As peças presentes na figura acima foram modeladas como casca do tipo S4R, assim é possível poupar tempo computacional, por meio de elementos finos com menos elementos de malha, e apresentar resultados bastante fiáveis.
3.3.2.DEFINIÇÃO DAS PROPRIEDADES DO MATERIAL
O material designado para a análise das colunas, AEF, possui um módulo de Young de 210 GPa e um coeficiente de Poisson de 0,3 para caracterização do comportamento na zona elástica. Na caracterização da zona plástica, o ABAQUS [2] trabalha com a curva de tensão e extensão verdadeira. Para as colunas, foram assumidos três valores para tensão de cedência: 355 MPa, 275 MPa e 235 MPa. Para este estudo foi assumido um endurecimento reduzido, portanto, foi utilizado uma extensão plástica de 0,0001 m com uma pequena extensão plástica de 0,0001 de modo que fossem obtidos resultados que não levassem em conta o endurecimento na fase plástica. Já para as chapas metálicas, foram consideradas uma resistência última de 1 GPa sem extensão plástica, tendo como objetivo que os elementos fossem bastante resistentes e que não sofressem deformações a partir da aplicação da força constante de compressão. Além disto, ambos os materiais incluídos para análise foram considerados como isotrópicos. Na Figura 8 consta como são incluídas as propriedades no ABAQUS [2].
23
(a) Propriedades elásticas (b) Propriedades plásticas
Fig. 9 - Propriedades do material
3.3.3.MONTAGEM DO MODELO
Para a montagem do modelo de análise, o primeiro passo foi realizar a assemblagem das chapas metálicas com os extremos da coluna. Para que uma correta união entre as peças fosse assegurada, foram incluídas restrições do tipo “tie”. Este tipo de restrição requer uma diferenciação, “master surface” e
“slave surface”, entre as superfícies que estão a ser ligadas, para este estudo as chapas metálicas foram
selecionadas como “master surface”. Após esta seleção o programa precisa saber em qual face será aplicada esta superfície, e para isso o software solicita que o usuário escolha entre duas cores: castanho e a púrpura, onde cada uma representa uma face, para este trabalho foi escolhida a cor púrpura. Para a
“slave surface”, apenas a parte da coluna, onde acontece o contato, foi selecionada.
Outro tipo de restrição também foi utilizado, “rigid body”, para que as placas metálicas ao receberem a força concentrada aplicada apresentasse um comportamento uniforme por toda sua área. Para esta restrição foi necessário selecionar cada uma das placas e um ponto para que servisse de referência. Para isso foi criado um ponto exatamente no centro de cada uma das placas. A Figura 9 apresenta as restrições aplicadas ao modelo.
24
(a) Modelo sem furos
(b) Restrição do tipo “Tie” (c) Restrição do tipo “Rigid Body” Fig. 10 – Restrições aplicadas ao modelo
3.3.4.ETAPAS DA ANÁLISE
Neste passo foram definidas as etapas a serem analisadas pelo software, para este estudo foram definidas duas etapas: “Buckle” e “Static, Riks”, como ilustrado na Figura 10. A primeira tem a finalidade de gerar como resultado os modos de encurvadura da peça em questão, estes modos serão utilizados para a definição das imperfeições geométricas discutidas mais à frente neste documento. Nesta etapa o usuário define quantos modos de encurvadura deseja e escolhe qual o método quer que o programa utilize para encontrá-los.
A etapa chamada “static, riks” será a responsável pela análise não-linear do elemento em estudo, e ao seu fim fornecerá os valores de resistência à compressão e deslocamento da peça. É importante que
25 seja selecionada a opção para que se leve em conta os efeitos não-lineares. Como critério para que a análise seja interrompida é definido um deslocamento axial de 0,1L na direção em que a carga está sendo aplicada.
(a) “Buckle” (b) “Static, Riks” Fig. 11 - Etapas de análise
3.3.5.CARGAS E CONDIÇÕES DE BORDO
O presente estudo considerou uma carga concentrada aplicada no ponto criado no centro da placa metálica superior, de modo que não houvesse excentricidade e consequentemente também não existisse momento de primeira ordem. Na primeira etapa é aplicada uma carga unitária para que sejam calculados os modos de encurvadura da peça. Para o passo seguinte, o valor da carga crítica gerado pelo programa na etapa “buckle” é utilizado como o valor da carga de compressão.
Para atender a exigência da norma EN 15512 [1] para que não haja rotação nas placas de base e de topo, foram definidas as seguintes condições de apoio:
• No topo, onde é aplicada a carga, apenas o deslocamento axial na direção z é permitido; • Na base, são restringidos os deslocamentos e as rotações em todas as direções.
26
(a) Condição de bordo para o topo (b) Condição de bordo da base
(c) Carga aplicada para a etapa “buckle”
(d) Modelo sem furos
Fig. 12 - Carga e condições de bordo
3.3.6.DISCRETIZAÇÃO DA MALHA
Para este modelo foi escolhida a malha S4R com 4 nós e distância entre eles de 5mm. Tal malha foi escolhida por ser um tipo de malha que interage bem com elementos de paredes finas como são as peças metálicas em aço enformado a frio. Foi adotado o valor de 5mm de distância entre os nós, devido à não realização de um estudo para a convergência da malha, entendeu-se que uma malha com tal distância entre os nós atenderia à necessidade de detalhe requerida para a fiabilidade do modelo. A Figura 12 apresenta a discretização da malha no perfil metálico sem furos de 1 m.
27
Fig. 13 - Modelo sem furos com a malha discretizada
Para a discretização da malha dos elementos perfurados, fez-se necessária a partição de toda a peça procurando separar as regiões com furos entre si, como pode ser observado nas figuras 13 e 14. O objetivo de efetuar esta partição foi ir em busca de uma caracterização da malha o mais próxima possível da regularidade, para que novamente fosse garantida a fiabilidade dos resultados obtidos através dos modelos.
Fig. 14 - Modelo com furos na alma e nos banzos com a malha discretizada
(a) Pormenor da malha nas zonas com furos na alma (b) Pormenor da malha nas zonas com furos nos banzos
28
3.3.7.INCLUSÃO DAS IMPERFEIÇÕES GEOMÉTRICAS
A partir dos modos de encurvadura encontrados nos resultados da etapa “buckle”, Figura 15, foi identificado qual o tipo de encurvadura predominante no modelo. Este modo variou em função do comprimento da peça, alternando entre: global, distorcional e local.
A inclusão das imperfeições geométricas iniciais, Figura 16, é um procedimento que requer bastante cuidado, visto que pequenas modificações na amplitude destas imperfeições trazem ao modelo uma diferença considerável entre os resultados obtidos através do modelo numérico. Tendo conhecimento disto, foi consultado o estudo de Pastor M.M. et al [7], que fez uma relação entre os resultados obtidos pela inclusão de valores de amplitudes comumente utilizados para a modelação numérica, e os angariados por meio de ensaios laboratoriais. A partir desta comparação foi possível ao autor constatar quais os valores de amplitude ideais que tornariam em valores de resistência à compressão resultantes do modelo numérico o mais próximo possível das resistências alcançadas através dos ensaios laboratoriais. Nesta pesquisa foram atribuídas as amplitudes que apresentaram o ratio, entre os resultados do modelo numérico e os obtidos pelos ensaios laboratoriais, os mais próximos possíveis de 1.
Para tanto, fez-se necessário a introdução por meio da opção “edit keywords” onde constam todas as informações introduzidas no arquivo “input”, arquivo este que o programa utilizará para poder efetuar a análise.
29
(b) Imperfeição distorcional
(c) Imperfeição global Fig. 16 - Modos de encurvadura
Fig. 17 - Inserção das imperfeições geométricas iniciais ao modelo
3.4. PROPRIEDADES DAS SECÇÕES OBTIDAS COM O SOFTWARE SCIAENGINEER
O software SCIA Engineer [8], desde 1974, busca apoiar o usuário na análise e no dimensionamento de todos os tipos de estrutura. Sua vasta biblioteca de materiais, junto ao fato de conter diversas normatizações incluídas no programa auxilia o utilizador para que possa seguir com a análise e o dimensionamento de acordo com o que as regrais locais propõem. No caso deste estudo foram selecionadas as normas europeias, visto que buscou-se seguir rigorosamente o recomendado pela norma EN 1993 1-3 [1].
3.4.1.DETERMINAÇÃO DAS PROPRIEDADES
O software apresenta, entre as suas muitas funcionalidades, a possibilidade de o projetista poder modelar, a partir de uma seleção prévia do material a ser utilizado, qualquer tipo de secção transversal
30
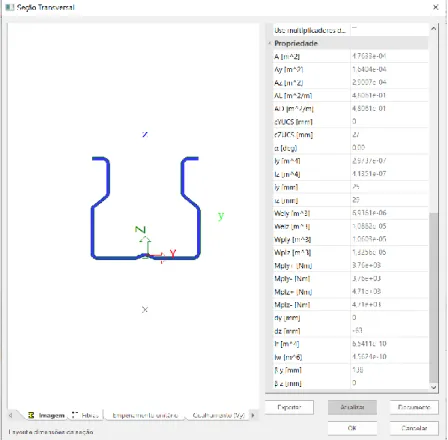
sem furos. Com a secção transversal desenhada, o material e o tipo formação escolhidos, o programa é capaz de fornecer ao projetista um documento com todas as propriedades do material como áreas e inércias efetivas, módulos de flexão, etc. No Anexo A.2. estão os documentos gerados com as propriedades das secções transversais sem furos, utilizadas neste estudo para o dimensionamento das secções de acordo com o que é proposto pela EN 15512 [1]. Nas figuras 17 e 18 estão as propriedades das secções estudadas.
31
33
4
Estudo Paramétrico
4.1.INTRODUÇÃO
Neste capítulo será feito um estudo paramétrico com o objetivo de, numa primeira fase, validar os resultados obtidos através do modelo numérico desenvolvido em ABAQUS [2]. Para isso serão comparados os valores alcançados através do modelo de dimensionamento proposto pela EN 15512 [1] para colunas sem perfurações, com os resultados fornecidos pelo software SCIA Engineer [8].
Concluída a validação, se juntará à análise também, os resultados dos modelos com furos, que seguiram rigorosamente a mesma estratégia de modelação. Estas comparações têm como objetivo obter um melhor entendimento a respeito do comportamento do elemento com furos.
4.2.VALIDAÇÃO DO MODELO
Para uma melhor compreensão dos dados que serão apresentados, foram elaborados códigos para cada um dos elementos estudados. A classificação do código segue a seguinte ordem: nome do elemento, tipo da secção transversal, disposição dos furos (SF – sem furos, FT – furos na alma e nos banzos, FA – furos apenas na alma, FB – furos apenas nos banzos), classe do aço (S355, S275 e S235), comprimento da peça (0.25 m, 1.0 m, 2.2 m e 3.0 m). Segue exemplo abaixo:
Fig. 20 - Configuração do código para identificação dos modelos
4.2.1.ELEMENTOS SOB COMPRESSÃO SIMPLES
Para o processo de validação do modelo, num primeiro momento foi considerada uma coluna com 0,25 m de comprimento para que a esbelteza normalizada da peça fosse inferior a 0,2 de modo a evitar o
34
desenvolvimento de encurvadura global do elemento. Deste modo foi possível, dividindo a força máxima apontada pelo programa pela tensão de cedência dos perfis, foi possível estimar a Aeff da
estrutura e compará-la com a teórica determinada com o software SCIA Engineer [8]. Assim como, também, comparar a mesma força máxima fornecida pelo software com a obtida com base na EN 15512 [1]. As figuras 20 e 21 apresentam as deformadas e as curvas força x deslocamento dos perfis sem furos de 0,25 m.
(a) Deformada do perfil 1 sem furos de 0,25 m (b) Deformada do perfil 2 sem furos de 0,25 m Fig. 21 - Deformadas dos perfis sem furos de 0,25 m
(a) Curva Força x Deslocamento do perfil C1SF3550.25
0 20 40 60 80 100 120 140 160 180 0 0.005 0.01 0.015 0.02 0.025 0.03 Força (KN ) Deslocamento (m) C1SF3550.25 - Força x Deslocamento
35
(b) Curva Força x Deslocamento do perfil C2SF3550.25
Fig. 22 - Gráficos Força x Deslocamento das peças sob compressão simples
Nas Tabela 2 estão os resultados encontrados a partir da norma EN 15512 [1] e dos perfis modelados no software ABAQUS [2]. Enquanto que na Tabela 3 estão as relações entre os resultados obtidos.
Tabela 2 - Resultados dos elementos sob compressão simples (EN 15512 x ABAQUS)
Código 𝜆̅EN15512 Aeff,EN15512 (mm2) Nc,Rd,EN15512 (kN) Aeff,ABAQUS (mm2) Nc,Rd,ABAQUS (kN) C1SF3550.25 0,12896 476,33 169,10 467,66 166,02 C2SF3550.25 0,12914 526,33 186,85 500,82 177,79
Tabela 3 - Relações entre áreas (EN 15512 x ABAQUS)
Código Aeff,EN15512/Ag Aeff,ABAQUS/Ag Aeff,ABAQUS /AEN15512
C1SF3550.25 0.97095 0.95328 0.98180
C2SF3550.25 0.973639 0.92645 0.95153
Como pode ser observado, na Tabela 2, os valores de Aeff encontrados através da modelação numérica
foram bastante próximos aos utilizados para o dimensionamento de acordo com a norma EN 15512 [1] a maior diferença foi encontrada para o perfil de secção transversal 2 com o valor de, aproximadamente, 4,85%. A relação entre as Aeff e Ag, mostrada na Tabela 3 também seguiu a mesma lógica e apresentou
valores parecidos, novamente sendo a secção transversal 2 a que apresentou a maior diferença, cerca de 7,5%.
4.2.2.ELEMENTOS SOB EFEITOS DA ENCURVADURA
Desta maneira seguiu-se para a análise dos elementos com 𝜆̅ superior a 0,25, quando já existe o efeito da encurvadura por compressão e se faz necessário a consideração do fator de redução χ. Levando em
0 20 40 60 80 100 120 140 160 180 200 0 0.005 0.01 0.015 0.02 0.025 0.03 Força (KN ) Deslocamento (m) C2SF3550.25 - Força x Deslocamento
36
conta os referidos efeitos, é hora de analisar as resistências, Nb,Rd, e os fatores de redução, χ, de peças
com 1,0 m de comprimento e 𝜆̅ próximo de 0,50. Nas figuras 22 e 23 estão, respetivamente, as deformadas e as curvas força x deslocamentos dos perfis de 1,0 m.
(a) Deformada do perfil 1 sem furos de 1,0 m (b) Deformada do perfil 2 sem furos de 1,0 m Fig. 23 - Deformada dos perfis sem furos de 1,0 m
(a) Curva Força x Deslocamento do perfil C1SF3551.0
0 20 40 60 80 100 120 140 160 0 0.02 0.04 0.06 0.08 0.1 0.12 Força (KN ) Deslocamento (m)
C1SF3551.0 - Força x Deslocamento
37
(b) Curva Força x Deslocamento do perfil C2SF3551.0 Fig. 24 - Gráficos Força x Deslocamento das peças com encurvadura
Como no caso da compressão pura, a Tabela 4 mostra que os resultados encontrados em ABAQUS [2] novamente não estiveram distantes dos obtidos de acordo com a norma EN 15512 [1].
Tabela 4 - Resultados dos elementos, de secção cheia, sob encurvadura (EN 15512 x ABAQUS)
Código 𝜆̅ χEN15512 Nb,Rd,EN15512 (kN) χABAQUS Nb,Rd,ABAQUS (kN) χABAQUS / χEN15512 Nb,Rd,ABAQUS / Nb,Rd,EN15512 CSF13551.0 0,51583 0,87713 148,32 0,90772 150,70 1.03488 1.01605 CSF23551.0 0,51655 0,87681 163,83 0,89859 159,76 1.02484 0.97516
O fator de redução foi ligeiramente superior no software numérico, apresentando 3,5% para o tipo de secção 1 e 2,5% para o tipo 2. Já as cargas de resistência para a secção do tipo 1 foi apenas 1,6% a mais que a prevista em norma, enquanto que a da secção tipo 2, somente 2,5%.
4.2.3.ELEMENTOS SUJEITOS À ENCURVADURA TORSIONAL
Na Tabela 5, são apresentados os resultados obtidos para as peças que estão sob efeito da encurvadura torsional, foram consideradas estruturas com um comprimento de 2,2 m e 3,0 m. Enquanto que nas figuras 24 e 25 estão as deformadas e as curvas força x deslocamento dos perfis referidos acima.
0 20 40 60 80 100 120 140 160 180 0 0.02 0.04 0.06 0.08 0.1 0.12 Força (KN ) Deslocamento (m)
C2SF3551.0 - Força x Deslocamento
38
(a) Deformada do perfil 1 sem furos de 2,2 m (b) Deformada do perfil 2 sem furos de 2,2 m
(c) Deformada do perfil 1 sem furos de 3,0 m (d) Deformada do perfil 2 sem furos de 3,0 m Fig. 25- Deformada dos perfis sem furos de 2,2 m e 3,0 m