Desenvolvimento de mecanismos de análise de
compatibilidade entre revestimentos e produtos
embalados
Dissertação de Mestrado
de
João Carlos Barbosa Pinto de Oliveira
Desenvolvida no âmbito da unidade curricular de Dissertação
realizado em
Colep Portugal, S.A.
Orientador na FEUP: Tânia Lopes Co-Orientador na FEUP: Adélio Mendes Orientador na Colep Portugal, S.A.: Rita Resende
Departamento de Engenharia Química
Agradecimentos
A realização deste projeto, e o culminar da etapa que ele representa, tiveram o contributo de várias pessoas, de um modo direto ou indireto, às quais quero deixar aqui o meu agradecimento e reconhecimento do seu valor.
Quero agradecer à Tânia Lopes pela sua orientação e acompanhamento incansável ao longo destes cinco meses. O seu conhecimento, e partilha do mesmo, constituem um grande pilar deste trabalho. Presto também o meu agradecimento ao professor Adélio Mendes pelo seu papel diligente na continuação deste projeto.
À Rita Resende agradeço a sua dedicação e cuidado constante na minha integração no mundo da Colep, e em familiarizar-me com todas as particularidades do processo produtivo da empresa. Aproveito para expor a minha gratidão à Colep Portugal e aos seus colaboradores pela sua hospitalidade, pelo apoio que me prestaram e por tudo o que tive a oportunidade de aprender. Deixo também um agradecimento à Mariana Oliveira e à Maria João Bastos pela sua gentileza e atenção.
Agradeço à ARCP pelo acomodamento nas suas instalações e equipamento cedido.
Os amigos são parte de quem fomos e de quem nos tornamos. Nesse sentido, à Catarina, à Eva, à Inês, à Magda e à Marisa agradeço a alegria que partilhámos, tudo o que construímos e o que agora, juntos, alcançamos.
Deixo para último quem contribuiu para tudo isto em primeiro lugar, quem de facto tornou possível este momento, aqui e agora. Obrigado, pai, pelas mãos que me moldaram e me deixaram seguir o meu caminho, sem atalhos.
_____________________________
A Doutora Tânia Lopes e o Professor Adélio Mendes, orientadores desta dissertação, são membros integrados do LEPABE – Laboratório de Engenharia de Processos, Ambiente, Biotecnologia e Energia, financiado pelos Projetos (i) POCI-01-0145-FEDER-006939 (Laboratório de Engenharia de Processos, Ambiente, Biotecnologia e Energia, UID/EQU/00511/2013) financiado pelo Fundo Europeu de Desenvolvimento Regional (FEDER), através do COMPETE2020 – Programa Operacional Competitividade e Internacionalização (POCI) e por fundos nacionais através da Fundação para a Ciência e a Tecnologia I.P., (ii) NORTE‐01‐0145‐FEDER‐000005 – LEPABE-2-ECO-INNOVATION, financiado pelo Fundo Europeu de Desenvolvimento Regional (FEDER), através do COMPETE2020 – Programa Operacional Competitividade e Internacionalização (POCI) e Programa Operacional Regional do Norte (NORTE2020)
Resumo
As embalagens metálicas, nomeadamente as embalagens de folha-de-flandres, possuem propriedades atrativas ao armazenamento de um considerável leque de produtos (e.g. cosméticos, tintas e produtos alimentares), tais como resistência física e resistência à corrosão. Contudo, existem determinados produtos cuja interação com a embalagem é mais pronunciada, criando a necessidade de proteger o seu substrato metálico. Os revestimentos orgânicos são amplamente utilizados na indústria para a proteção das embalagens metálicas. Os métodos de análise de compatibilidade têm um papel essencial na avaliação do revestimento mais adequado a um determinado produto.
O objetivo deste trabalho foi melhorar e desenvolver métodos de análise de compatibilidade, por forma a providenciar informações rigorosas sobre a interação entre uma embalagem metálica revestida e o produto que contém, em tempo útil. A primeira solução desenvolvida consistiu no acoplamento da técnica de espetroscopia de impedância eletroquímica (EIS) ao teste de armazenamento já utilizado industrialmente, que permitiu monitorizar detalhadamente a evolução da degradação das embalagens, inferindo conclusões quanto ao desempenho dos revestimentos utilizados. A segunda solução constituiu no uso do método AC/DC/AC, que teve como objetivo degradar as embalagens metálicas pela aplicação de polarização catódica, devolvendo resultados em poucos dias; em comparação com o teste de armazenamento que pode decorrer de seis meses a um ano.
Os resultados obtidos permitiram devolveram informações detalhadas acerca da evolução da degradação das embalagens metálicas, e dos diversos fenómenos que ocorrem ao longo do tempo de análise. Como objeto de estudo recorreram-se a quatro tipos de embalagens metálicas revestidas produzidas pela Colep, armazenadas com eletrólito ou com um produto utilizado pela empresa. As embalagens metálicas em estudo possuíam uma ou duas camadas dos revestimentos X ou Z. Concluiu-se, por ambos os métodos, que o tipo de embalagem com melhor desempenho foi o que se encontrava revestido com duas camadas do revestimento X.
A concordância observada entre os resultados devolvidos pelos dois métodos permitiu estabelecer um paralelismo entre si, constituindo mais um passo na consideração do método AC/DC/AC como uma alternativa viável ao teste de armazenamento.
Abstract
Metal packages, and specifically tinplate packages, possess certain properties useful to the storage of a wide range of products (e.g. cosmetics, paints and food), as physical resistance and corrosion resistance. However, there are certain products whose interaction with their package is more aggressive, requiring protection of the metallic substrate. Organic coatings are widely used by the industry to protect metallic packages. Compatibility analysis methods have a main role in evaluating the best coating for a specific product.
The goal of this project was to improve and develop compatibility analysis methods to provide more accurate information about the interactions between a metallic coated package and the product it contains, in good time. The first developed solution consisted in coupling electrochemical impedance spectroscopy (EIS) technique to the storage test already used by the industry, that made possible to monitor in detail the packages’ degradation, concluding about the performance of the tested coatings. The second solution consisted in using the AC/DC/AC method, whose goal was to degrade metallic packages by applying cathodic polarization, providing results in a matter of days; comparing with the storage test, that may have to run for six months to a year.
The obtained results provided detailed information about the metallic packages’ degradation, and the various phenomena that occurred during the tests. Four types of coated metallic packages, produced by Colep, were studied, filled either with electrolyte or with a product used by the company. These metallic packages were coated with one or two layers of coatings X or Z. Both methods led to conclude that the type of protection with the best performance was coating X, with two layers.
The matchup between the results provided by both methods allowed to set a comparison between them, which led to consider the AC/DC/AC method as a reliable alternative or complement to the storage test.
Declaração
Declaro, sob compromisso de honra, que este trabalho é original e que todas as contribuições não originais foram devidamente referenciadas com identificação da fonte.
_________________________________________
Índice
Índice de figuras ... iii
Índice de tabelas ... viii
Notação e Glossário ... ix
1 Introdução ... 1
1.1 Enquadramento e Apresentação do Projeto ... 5
1.2 Apresentação da Empresa ... 6
1.3 Contributos do Trabalho ... 7
1.4 Organização da Tese ... 8
2 Contexto e Estado da Arte ... 9
2.1 Espetroscopia de Impedância Eletroquímica (EIS) ... 9
2.1.1 Circuitos elétricos equivalentes ... 11
2.1.2 Impedância de Warburg ... 12
2.1.3 Elemento de fase constante... 13
2.1.4 Circuito equivalente de uma embalagem metálica revestida ... 13
2.2 Testes de envelhecimento acelerado ... 15
2.2.1 Teste de armazenamento e EIS ... 15
2.2.2 Método AC/DC/AC ... 16
3 Descrição técnica ... 19
3.1 Avaliação da porosidade do revestimento interior das embalagens ... 19
3.2 Teste de armazenamento com EIS ... 20
3.3 AC/DC/AC ... 22
4 Resultados e Discussão ... 23
4.1 Avaliação da porosidade do revestimento interior das embalagens ... 23
4.2 Teste de armazenamento com EIS ... 25
4.2.1 Estado inicial das embalagens ... 25
4.2.3 Teste 2 – armazenamento com produto e análise de EIS com produto ... 32
4.2.4 Teste 3 – armazenamento com produto e análise de EIS com eletrólito ... 36
4.3 Método AC/DC/AC ... 41
4.3.1 Envelhecimento acelerado de embalagens metálicas revestidas pelo método AC/DC/AC 41 4.4 Paralelismo entre o Teste de Armazenamento com EIS e o método AC/DC/AC .. 45
5 Conclusões ... 47
6 Avaliação do trabalho realizado... 48
6.1 Objetivos Realizados ... 48
6.2 Limitações e Trabalho Futuro ... 48
6.3 Apreciação Final ... 49
Referências ... 50
Anexo 1 Diagramas de Nyquist de estado inicial ... 51
Anexo 2 Diagramas de Bode ... 53
Anexo 3 Testes preliminares de AC/DC/AC ... 57
Anexo 4 Evolução dos valores de OCP ... 59
Anexo 5 Evolução dos valores de CC e RP e de CDL e RCT para o método de AC/DC/AC .. 61
Anexo 6 Imagens do interior das embalagens submetidas a teste de envelhecimento acelerado ... 63
Índice de figuras
Figura 1. Constituição da folha-de-flandres (adapt.) [3b]. ...1
Figura 2. A - Diagrama de Pourbaix para o ferro (simplificado); B – Diagrama de Pourbaix com identificação dos estados do sistema eletroquímico (adapt.). ...3 Figura 3. Instalações da Colep em Vale de Cambra, Portugal...6 Figura 4. Valores da Colep. ...7 Figura 5. Perturbação de potencial sinusoidal a um determinado sistema e respetiva resposta da corrente à perturbação (adapt.) [15]. ... 10
Figura 6. Circuito elétrico equivalente representado por um RC (esq.); diagrama de Nyquist do circuito elétrico equivalente RC (dir.) [13]. ... 11
Figura 7. Diagrama de Bode característico de um circuito elétrico equivalente constituído por um RC (adapt.) [13]. ... 12
Figura 8. Impedância de Warburg “finita” (baixas frequências), após impedância de Warburg “infinita” (altas frequências), com absorção da espécies eletroativas no fim da camada de difusão, caracterizada por uma reta de declive 90º (esq.) e impedância de Warburg “finita”, após impedância de Warburg “infinita”, com bloqueio das espécies eletroativas (dir.) (adapt.) [13]. ... 13
Figura 9. Circuito elétrico análogo a uma embalagem metálica com revestimento interior. ... 15 Figura 10. Ciclo de polarização catódica num substrato metálico revestido em contacto com eletrólito de NaCl: (I) análise de EIS; (II) polarização catódica; (III) fase de estabilização; (IV) análise de EIS (adapt.)
[18]. ... 17
Figura 11. Representação da produção de hidrogénio, durante as experiências de AC/DC/AC numa folha metálica de aço revestida que potenciem a formação do mesmo (adapt.) [20a]. ... 18
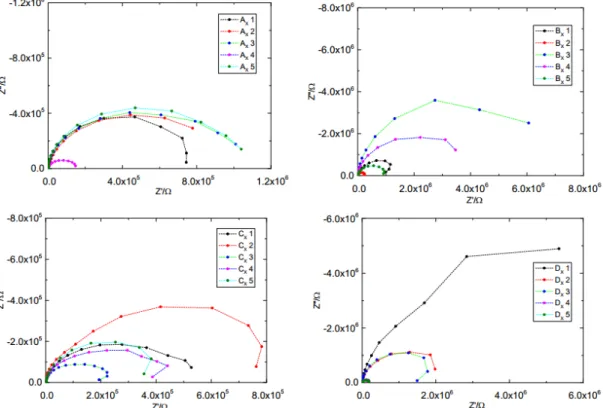
Figura 12. Instalação experimental para a avaliação da porosidade do revestimento interior das embalagens utilizado na Colep. ... 20 Figura 13. Imagem do acondicionamento das embalagens na estufa durante o teste de armazenamento (esq.); detalhe de uma embalagem (dir.). ... 22 Figura 14. Diagramas de Nyquist de estado inicial dos cinco ensaios de cada tipo de embalagem realizados no Teste 1 (os pontos experimentais encontram-se conectados a traço interrompido para melhor percetividade)... 25 Figura 15. Diagramas de Nyquist: evolução da impedância eletroquímica da embalagem AX para o Teste
1 ao longo de 7 semanas (os pontos experimentais encontram-se conectados a traço interrompido para melhor perceção dos resultados experimentais); o Zoom 1 constitui um aumento localizado do espetro original, ocorrendo a situação análoga para os Zoom 2 e 3. ... 26
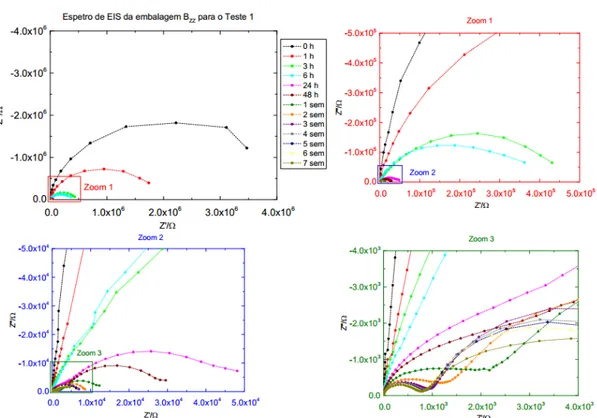
Figura 16. Diagramas de Nyquist: evolução da impedância eletroquímica da embalagem BZZ para o Teste
1 ao longo de 7 semanas (os pontos experimentais encontram-se conectados a traço interrompido para melhor perceção dos resultados experimentais); o Zoom 1 constitui um aumento localizado do espetro original, ocorrendo a situação análoga para os Zoom 2 e 3. ... 27 Figura 17. Diagramas de Nyquist: evolução da impedância eletroquímica da embalagem CZ para o Teste
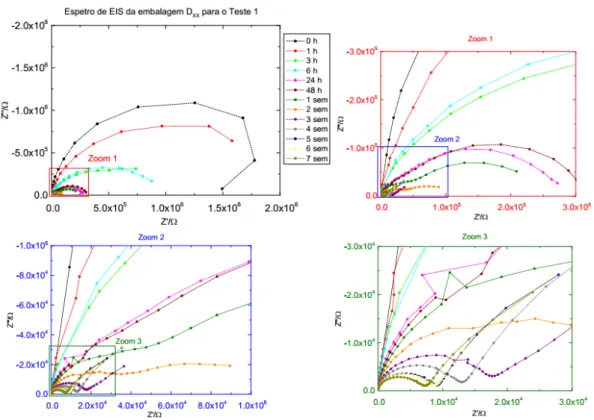
1 ao longo de 7 semanas (os pontos experimentais encontram-se conectados a traço interrompido para melhor perceção dos resultados experimentais); o Zoom 1 constitui um aumento localizado do espetro original, ocorrendo a situação análoga para os Zoom 2 e 3. ... 27 Figura 18. Diagramas de Nyquist: evolução da impedância eletroquímica da embalagem DXX para o Teste
1 ao longo de 7 semanas (os pontos experimentais encontram-se conectados a traço interrompido para melhor perceção dos resultados experimentais); o Zoom 1 constitui um aumento localizado do espetro original, ocorrendo a situação análoga para os Zoom 2 e 3. ... 28 Figura 19. Demonstração gráfica do ajuste dos dados experimentais de EIS referentes às 24 h de armazenamento da embalagem AX ... 29
Figura 20. Evolução de CC e RP no Teste 1: (a) embalagem do tipo AX; (b) embalagem do tipo BZZ; (c)
embalagem do tipo CZ; (d) embalagem do tipo DXX (os pontos experimentais encontram-se conectados a
traço interrompido para melhor perceção dos resultados experimentais). ... 30 Figura 21. Evolução de CDL e RCT no Teste 1: (a) embalagem do tipo AX; (b) embalagem do tipo BZZ; (c)
embalagem do tipo CZ; (d) embalagem do tipo DXX (os pontos experimentais encontram-se conectados a
traço interrompido para melhor perceção dos resultados experimentais). ... 31 Figura 22. Diagramas de Nyquist: evolução da impedância eletroquímica da embalagem AX para o Teste
2 ao longo de 7 semanas (os pontos experimentais encontram-se conectados a traço interrompido para melhor perceção dos resultados experimentais); o Zoom constitui um aumento localizado do espetro original. ... 33 Figura 23. Diagramas de Nyquist: evolução da impedância eletroquímica da embalagem BZZ para o Teste
2 ao longo de 7 semanas (os pontos experimentais encontram-se conectados a traço interrompido para melhor perceção dos resultados experimentais); o Zoom constitui um aumento localizado do espetro original. ... 33 Figura 24. Diagramas de Nyquist: evolução da impedância eletroquímica da embalagem CZ para o Teste
2 ao longo de 7 semanas (os pontos experimentais encontram-se conectados a traço interrompido para melhor perceção dos resultados experimentais); o Zoom constitui um aumento localizado do espetro original. ... 34 Figura 25. Diagramas de Nyquist: evolução da impedância eletroquímica da embalagem DXX para o Teste
2 ao longo de 7 semanas (os pontos experimentais encontram-se conectados a traço interrompido para melhor perceção dos resultados experimentais); o Zoom constitui um aumento localizado do espetro original. ... 34
Figura 26. Evolução de CC e RP no Teste 2: (a) embalagem do tipo AX; (b) embalagem do tipo BZZ; (c)
embalagem do tipo CZ; (d) embalagem do tipo DXX (os pontos experimentais encontram-se conectados a
traço interrompido para melhor perceção dos resultados experimentais). ... 35 Figura 27. Diagramas de Nyquist: evolução da impedância eletroquímica da embalagem AX para o Teste
3 ao longo de 7 semanas (os pontos experimentais encontram-se conectados a traço interrompido para melhor perceção dos resultados experimentais); o Zoom constitui um aumento localizado do espetro original. ... 36 Figura 28. Diagramas de Nyquist: evolução da impedância eletroquímica da embalagem BZZ para o Teste
3 ao longo de 7 semanas (os pontos experimentais encontram-se conectados a traço interrompido para melhor perceção dos resultados experimentais); o Zoom constitui um aumento localizado do espetro original. ... 37 Figura 29. Diagramas de Nyquist: evolução da impedância eletroquímica da embalagem CZ para o Teste
3 ao longo de 7 semanas (os pontos experimentais encontram-se conectados a traço interrompido para melhor perceção dos resultados experimentais); o Zoom constitui um aumento localizado do espetro original. ... 37 Figura 30. Diagramas de Nyquist: evolução da impedância eletroquímica da embalagem DXX para o Teste
3 ao longo de 7 semanas (os pontos experimentais encontram-se conectados a traço interrompido para melhor perceção dos resultados experimentais); o Zoom constitui um aumento localizado do espetro original. ... 38 Figura 31. Evolução de CC e RP no Teste 3: (a) embalagem do tipo AX; (b) embalagem do tipo BZZ; (c)
embalagem do tipo CZ; (d) embalagem do tipo DXX (os pontos experimentais encontram-se conectados a
traço interrompido para melhor perceção dos resultados experimentais). ... 39 Figura 32. Evolução de CDL e RCT no Teste 3: (a) embalagem do tipo AX; (b) embalagem do tipo BZZ; (c)
embalagem do tipo CZ; (d) embalagem do tipo DXX (os pontos experimentais encontram-se conectados a
traço interrompido para melhor perceção dos resultados experimentais). ... 40 Figura 33. Diagrama de Nyquist: evolução da impedância eletroquímica da embalagem AX no método
AC/DC/AC (os pontos experimentais encontram-se conectados a traço interrompido para melhor perceção dos resultados experimentais); o Zoom constitui um aumento localizado do espetro original; a legenda representa o ciclo de AC/DC/AC a que corresponde o espetro de EIS. ... 42 Figura 34. Diagrama de Nyquist: evolução da impedância eletroquímica da embalagem BZZ no método
AC/DC/AC (os pontos experimentais encontram-se conectados a traço interrompido para melhor perceção dos resultados experimentais); o Zoom constitui um aumento localizado do espetro original; a legenda representa o ciclo de AC/DC/AC a que corresponde o espetro de EIS. ... 42 Figura 35. Diagrama de Nyquist: evolução da impedância eletroquímica da embalagem CZ no método
AC/DC/AC (os pontos experimentais encontram-se conectados a traço interrompido para melhor perceção dos resultados experimentais); o Zoom constitui um aumento localizado do espetro original; a legenda representa o ciclo de AC/DC/AC a que corresponde o espetro de EIS. ... 43
Figura 36. Diagrama de Nyquist: evolução da impedância eletroquímica da embalagem DXX no método
AC/DC/AC (os pontos experimentais encontram-se conectados a traço interrompido para melhor perceção dos resultados experimentais); o Zoom constitui um aumento localizado do espetro original; a legenda representa o ciclo de AC/DC/AC a que corresponde o espetro de EIS. ... 43 Figura 37. Embalagem do tipo CZ no final do Teste 1, após 7 semanas de armazenamento em estufa
(esq.); embalagem do tipo CZ no final do método AC/DC/AC, em que os pontos de corrosão estão
delineados (dir.). ... 46 Figura 38. Alteração da constante de tempo do revestimento na aplicação de potencial de polarização catódica de -1,2 V (os pontos experimentais encontram-se conectados a traço interrompido para melhor percetividade)... 57
Figura A 1. Diagramas de Nyquist de estado inicial dos cinco ensaios de cada tipo de embalagem realizados no Teste 2 (os pontos experimentais encontram-se conectados a traço interrompido para melhor percetividade). ... 51 Figura A 2. Diagramas de Nyquist de estado inicial dos cinco ensaios de cada tipo de embalagem realizados no Teste 3 (os pontos experimentais encontram-se conectados a traço interrompido para melhor percetividade). ... 51 Figura A 3. Diagramas de Bode de cada um dos tipos de embalagem para o Teste 1; A – embalagem do tipo AX; B – embalagem do tipo BZZ; C – embalagem do tipo CZ; D – embalagem do tipo DXX. ... 53
Figura A 4. Diagramas de Bode de cada um dos tipos de embalagem para o Teste 2; A – embalagem do tipo AX; B – embalagem do tipo BZZ; C – embalagem do tipo CZ; D – embalagem do tipo DXX. ... 54
Figura A 5. Diagramas de Bode de cada um dos tipos de embalagem para o Teste 3; A – embalagem do tipo AX; B – embalagem do tipo BZZ; C – embalagem do tipo CZ; D – embalagem do tipo DXX. ... 55
Figura A 6. Diagramas de Bode de cada um dos tipos de embalagem para o método AC/DC/AC; A – embalagem do tipo AX; B – embalagem do tipo BZZ; C – embalagem do tipo CZ; D – embalagem do tipo
DXX. ... 56
Figura A 7. Evolução dos valores de OCP no método de AC/DC/AC, para cada tipo de embalagem; A - embalagem AX; B - embalagem BZZ; C - embalagem CZ; D - embalagem DXX. ... 59
Figura A 8. Evolução de CC e RP no método AC/DC/AC: (a) embalagem do tipo AX; (b) embalagem do tipo
BZZ; (c) embalagem do tipo CZ; (d) embalagem do tipo DXX (os pontos experimentais encontram-se
conectados a traço interrompido para melhor perceção dos resultados experimentais). ... 61 Figura A 9. Evolução de CDL e RCT no método AC/DC/AC: (a) embalagem do tipo AX; (b) embalagem do
tipo BZZ; (c) embalagem do tipo CZ; (d) embalagem do tipo DXX (os pontos experimentais encontram-se
Figura A 10. Embalagens em estudo no Teste 1, após 7 semanas de armazenamento em estufa: A – embalagem AX; B – embalagem BZZ; C – embalagem CZ; D – embalagem DXX. ... 63
Figura A 11. Embalagens em estudo no Teste 2, após 7 semanas de armazenamento em estufa: A – embalagem AX; B – embalagem BZZ; C – embalagem CZ; D – embalagem DXX. ... 64
Figura A 12. Embalagens em estudo no Teste 3, após 7 semanas de armazenamento em estufa: A – embalagem AX; B – embalagem BZZ; C – embalagem CZ; D – embalagem DXX. ... 65
Figura A 13. Embalagens em estudo no método AC/DC/AC, após aplicação dos ciclos de polarização catódica: A – embalagem AX; B – embalagem BZZ; C – embalagem CZ; D – embalagem DXX. ... 66
Índice de tabelas
Tabela 1. Identificação e características das embalagens metálicas utilizadas nos testes do projeto. . 19 Tabela 2. Valores de pH e condutividade elétrica do produto e do eletrólito utilizados. ... 21 Tabela 3. Periodicidade das medições de EIS para cada teste. ... 21 Tabela 4. Análise da porosidade das embalagens em teste pela técnica descrita na Secção 3.1. ... 24 Tabela 5. Esquema dos análogos elétricos utilizados no Teste 1: 1 RC – resistência em paralelo com uma capacitância, representativos do revestimento; 2 RC – adição de um RC em paralelo para representar a transferência de carga; W – adição do elemento de Warburg ao anterior. ... 29 Tabela 6.. Esquema dos análogos elétricos utilizados no Teste 3: 1 RC – resistência em paralelo com uma capacitância, representativos do revestimento; 2 RC – adição de um RC em paralelo para representar a transferência de carga; W – adição do elemento de Warburg ao anterior. ... 38 Tabela 7. Numero de ciclos AC/DC/AC necessários para degradar cada tipo de embalagem (AX, BZZ, CZ e
DXX), com a respetiva esquematização dos circuitos elétricos equivalentes utilizados no ajuste dos dados
experimentais obtidos na etapa AC: 1 RC – resistência em paralelo com uma capacitância, representativos do revestimento; 2 RC – adição de um RC em paralelo para representar a transferência de carga; W – adição do elemento de Warburg ao circuito elétrico anterior. ... 44 Tabela 8. Comparação entre o teste de armazenamento (Teste 1) e o método AC/DC/AC, de acordo com os análogos elétricos equivalentes utilizados para ajustar os dados experimentais de EIS de ambas as técnicas ao longo do tempo/nº ciclos: 1 RC – resistência em paralelo com uma capacitância, representativos do revestimento; 2 RC – adição de um RC em paralelo para representar a transferência de carga; W – adição do elemento de Warburg ao anterior. ... 46
Notação e Glossário
U Tensão elétrica V
I Intensidade da corrente elétrica A
R Resistência Ω
RP Resistência dos poros Ω
RΩ Resistência da solução Ω
RCT Resistência à transferência de carga Ω
C Capacitância F
CC Capacitância do revestimento F
CDL Capacitância de dupla camada F
CEFF Capacitância equivalente efetiva
Z Impedância Ω
Z’ Componente real da impedância Ω
Z’’ Componente imaginária da impedância Ω
ZW Impedância de Warburg Ω
fC Frequência de relaxação crítica Hz
j Unidade imaginária
Y0 Magnitude do elemento representado no CPE N/D
n Parâmetro empírico do CPE
Letras gregas
φ Mudança de fase
ω Frequência angular
Lista de Siglas
EIS Electrochemical Impedance Spectroscopy – Espetroscopia de Impedância
Eletroquímica FF Folha-de-flandres
AL Alumínio
OCP Open-circuit potential – Potencial de circuito aberto
AC Alternating current – Corrente alternada
DC Direct current – Corrente contínua
1 Introdução
O embalamento é a fase final do processo de fabrico dos mais diversos produtos, responsável pelo seu acondicionamento, e garantindo a sua preservação, qualidade e segurança no seu transporte, armazenamento e uso pelo consumidor. Além disso, tem também uma função comercial, no sentido de a embalagem ser informativa e apelativa [1].
As embalagens metálicas são amplamente utilizadas devido às suas propriedades, tais como a maleabilidade, rigidez, impermeabilidade e opacidade. São adequadas ao armazenamento por longos períodos de tempo, e, geralmente, recicláveis [1]. A sua produção é
feita essencialmente em folha-de-flandres (FF) e alumínio (AL), sendo que as embalagens de FF são comercialmente mais apelativas por apresentarem uma boa relação custo-benefício [2].
A folha-de-flandres como matéria-prima
A folha-de-flandres, como o próprio nome indica, é uma folha de metal constituída por uma base de aço de baixo teor de carbono, essencialmente revestida por estanho [3]. Combina
a força e a maleabilidade do aço com a resistência à corrosão e soldabilidade do estanho. A sua constituição, representada na Figura 1, consiste em: primeiramente, uma camada de aço, seguida de uma liga de ferro e estanho, que protege contra a corrosão galvânica; uma camada de estanho livre; um filme de passivação constituído por crómio e óxidos de crómio e de estanho, que previne a corrosão do estanho livre; e por último uma camada de filme lubrificante, para prevenir a ocorrência de riscos na superfície metálica [3a, 4].
Corrosão de materiais metálicos
A corrosão define-se como a deterioração de um material, normalmente metálico, por ação química ou eletroquímica do meio envolvente. Em alguns casos, pode admitir-se que é o inverso do seu processo de extração metalúrgica, uma vez que o produto da corrosão de um metal é idêntico ao minério do qual é extraído. Por exemplo, o metal ferro, que é normalmente extraído de óxidos de ferro comumente encontrados na natureza (hematite - Fe2O3, goethite -
Fe2O3 ∙ H2O e magnetite - Fe3O4), tende a retomar ao seu estado inicial [5].
A degradação de um material metálico passa por diferentes etapas até formar o produto final de corrosão. A título exemplificativo, considera-se a corrosão do ferro em meio alcalino, em que a primeira etapa consiste na reação de oxidação-redução do metal, representada nas Equações 1 e 2 [5]:
Fe → Fe2++ 2e− (1) H2O + 1 2⁄ O2+ 2e−→ 2OH− (2)
Os eletrões formados na reação da Equação 1 são transferidos do ânodo para o cátodo através do circuito metálico. Por sua vez, no cátodo dá-se a reação de redução (Equação 2) formando-se iões hidroxilo (OH-). Os iões de OH- produzidos difundem-se na solução eletrolítica
até ao ânodo e reagem com os iões ferrosos (Fe2+), de acordo com a Equação 3:
Fe2++ 2OH−→ Fe(OH)2 (3)
Dependendo do meio, o hidróxido de ferro reage rapidamente dando origem a compostos insolúveis (óxidos de ferro) [6]:
Em meio sem oxigénio: 3Fe(OH)2→ Fe3O4+ 2H2O + H2 (4) Em meio oxigenado: 2Fe(OH)2+ H2O + 1 2⁄ O2→ 2Fe(OH)3 (5)
2Fe(OH)3−2H2O
→ 2FeO ∙ OH/Fe2O3∙ H2O (6)
Estes compostos insolúveis formam uma camada de passivação sobre a superfície metálica, que por vezes atua como um meio de prevenção de corrosão subsequente [6].
As reações que contemplam o processo de corrosão estão significativamente dependentes das condições do meio. Os diagramas de Pourbaix permitem prever a ocorrência destas reações para os diversos metais, em função das condições de potencial e de pH. Na Figura 2A encontra-se repreencontra-sentado, como exemplo, o diagrama de Pourbaix para o ferro [6]. Numa breve análise
• As linhas numeradas representam as regiões de transição entre as espécies envolvidas no processo de corrosão, e representam também as reações químicas que decorrem entre si. Por exemplo, a linha 4’ representa o limite de equilíbrio entre Fe2+ e Fe3+;
• As linhas a e b representam o equilíbrio químico da água:
o Abaixo da linha a é produzido H2 por redução do H+ ou de H2O;
o Acima da linha b é produzido O2, por oxidação de OH- ou de H2O;
• As regiões de transição 20, 28, 26 e 23 definem mais do que um limite de equilíbrio, ao ter em consideração o valor da atividade (termodinâmica) do ferro. Por exemplo, a linha 23(-4) indica o limite de equilíbrio em que a atividade do ferro é de 10-4.
Uma representação alternativa dos diagramas de Pourbaix é apresentada na Figura 2B, onde os estados do sistema: zonas de corrosão, de imunidade e de passivação estão claramente identificadas, em função da espécie metálica dominante para determinados valores de pH e de potencial.
Figura 2. A - Diagrama de Pourbaix para o ferro (simplificado); B – Diagrama de Pourbaix com identificação dos
estados do sistema eletroquímico (adapt.).
Revestimentos
A folha-de-flandres tem uma eficiente, mas não total, resistência química. Um dos problemas mais presentes na produção de embalagens metálicas é a compatibilidade da mesma com o produto que se pretende embalar. Este último está intimamente associado ao fenómeno de corrosão que é, na maioria dos casos, desencadeado pelo contacto do metal ou liga com um
meio aquoso. Quando uma embalagem metálica sofre corrosão, a sua integridade é irreversivelmente comprometida, afetando o seu aspeto, podendo também causar a contaminação do produto embalado, e numa situação extrema provocar fugas [7].
Uma embalagem metálica contendo um produto condutor vai atuar de uma forma aproximada a uma célula galvânica, na qual os eletrões trocados nas reações de oxidação-redução são transferidos através do metal, e os iões resultantes através do eletrólito [8]. Deste
modo, advém a necessidade do desenvolvimento de estratégias que providenciam um acréscimo à capacidade anticorrosiva da folha-de-flandres.
A prevenção da corrosão em superfícies metálicas é efetuada pela indústria na aplicação de inibidores de corrosão, revestimentos metálicos e proteção catódica e anódica; mas, sobretudo, na aplicação de revestimentos orgânicos, sendo esta a medida preventiva utilizada nas embalagens em estudo no presente projeto [7, 9].
Os revestimentos orgânicos atuam como barreiras que previnem a intrusão de água, oxigénio e espécies iónicas no substrato metálico, e dependendo da sua qualidade e propósito podem durar anos [3b, 9]. Os revestimentos orgânicos têm na sua composição resina(s), solventes
orgânicos, pigmentos e aditivos. São as resinas que formam um filme contínuo que permite a adesão ao substrato metálico, que oferecem coesão entre todos os outros elementos e que dão identidade ao revestimento, no que respeita às propriedades do mesmo [10]. São insolúveis e
quimicamente inertes em meios aquosos e têm notáveis propriedades mecânicas: adesão, dureza e flexibilidade. O que determina a qualidade dos revestimentos orgânicos é a sua adesão ao substrato e a sua porosidade, sendo as resinas epóxi as mais amplamente utilizadas [1, 7].
Além das resinas epóxi outros tipos de revestimento são também utilizados, consoante a sua finalidade: oleorresinosos, vinílicos, acrílicos, fenólicos e de poliéster. A vasta gama de revestimentos orgânicos existente proporciona um leque de possibilidades na seleção do melhor revestimento para cada embalagem [3b].
Avaliação do desempenho das embalagens metálicas
Cada produto pode interagir com a embalagem que o contém (e com o revestimento) de forma única, e por vezes inesperada, devido às suas propriedades físico-químicas. Deste modo, é necessário testar esta interação antes de o produto ser lançado no mercado e, por conseguinte, avaliar o desempenho do revestimento na proteção do substrato metálico.
Os métodos de avaliação de desempenho contemplam diferentes processos de envelhecimento acelerado e de medição das propriedades do revestimento/substrato (e.g. avaliação da porosidade), que requerem planeamento adequado e bem definido para que devolvam informação fidedigna acerca do processo de degradação [11]. O método mais utilizado
na indústria é o teste de envelhecimento, no qual o produto é introduzido na embalagem e esta é armazenada por períodos de meses ou anos, a temperaturas que rondam os 45 ⁰C. A compatibilidade entre embalagem/revestimento/produto é avaliada por inspeção visual de embalagens abertas em períodos específicos ao longo do tempo em que decorre a análise [12].
Mais recentemente, um método analítico tem sido utilizado para complementar o teste de armazenamento: a espetroscopia de impedância eletroquímica (EIS). Este método baseia-se na análise dos fenómenos eletroquímicos presentes na corrosão metálica por analogia a circuitos elétricos relativamente simples, constituídos principalmente por elementos resistivos e capacitivos. Contrasta com outros métodos analíticos ao ser um método não destrutivo, que oferece uma análise detalhada e preditiva do comportamento do sistema ao longo do tempo
[13].
Uma das desvantagens do teste de envelhecimento é o seu tempo de realização, que pode prolongar-se de semanas a meses. Um método desenvolvido em finais do século XX, denominado de AC/DC/AC, tem como objetivo simular a degradação da embalagem através de polarização catódica. A aplicação do método consiste em efetuar uma análise de EIS (corrente AC) ao potencial de circuito aberto (equilíbrio), de modo a analisar o estado inicial do sistema, sem com isso o degradar. De seguida, efetua-se a polarização catódica (corrente DC), que desloca o potencial de equilíbrio do sistema, degradando-o. No final, é realizado uma nova análise de EIS, de modo a verificar o novo estado do sistema. Aplicam-se ciclos de AC/DC/AC até que o sistema estabilize [9, 11].
1.1 Enquadramento e Apresentação do Projeto
O projeto em causa tem como foque o desenvolvimento de métodos de análise de compatibilidade entre embalagens e o produto destinado a conterem. Na indústria de embalagens é recorrente o uso do teste de armazenamento, que apesar de ser um método amplamente utilizado baseia-se na inspeção visual do ataque físico-químico do produto à embalagem, uma forma que por vezes pode induzir em erro e não fornecer informação suficiente acerca desta interação. Além disso, é um método que pode demorar de 6 meses a 1 ano, tempo que pode atrasar a comercialização de um novo produto.
Recentemente, ferramentas de análise têm sido desenvolvidas de modo a melhorar e complementar o teste de armazenamento. A espetroscopia de impedância eletroquímica (EIS), acoplada a este teste, permite analisar com detalhe a evolução das interações produto/embalagem, o que leva a obter resultados mais rigorosos. Outro método, chamado de AC/DC/AC, faz uso de polarização catódica para estimular o processo de degradação, conduzindo a resultados em significativamente menos tempo, num espaço de dias.
O desafio deste projeto é desenvolver os métodos de análise de compatibilidade no sentido de aumentar o seu rigor e diminuir o tempo necessário para obter resultados.
1.2 Apresentação da Empresa
A Colep é uma empresa que integra o Grupo RAR, e comercializa soluções para o embalamento de produtos em embalagens metálicas e plásticas, sendo os aerossóis a sua vertente mais característica. Os seus serviços podem ser contratados para a produção das embalagens ou em regime de contract manufacturing, englobando a formulação dos produtos e/ou o enchimento das embalagens, de modo a o produto final estar pronto a ser distribuído.
A fábrica mãe da empresa está localizada em Vale de Cambra, e desde a sua fundação em 1965 tem vindo a ampliar e outras instalações industriais abriram noutras partes do mundo. Neste momento, a Colep está presente também na Alemanha, na Polónia, em Espanha, no Reino Unido, no Brasil, no México e nos Emirados Árabes Unidos. Em 2013, a Colep cria uma aliança com a One Asia Network, cujo objetivo é a partilha de conhecimento e práticas inovadoras na produção de embalagens e de formulação de produtos. Esta aliança conta com instalações na Austrália, Índia, Japão e Tailândia.
Figura 3. Instalações da Colep em Vale de Cambra, Portugal.
No desempenho diário da sua missão, a Colep e os seus colaboradores assentam em sólidos valores (Figura 4) no sentido de proporcionar aos seus clientes a melhor solução para o seu produto, através de inovação, tecnologia e práticas sustentáveis.
Figura 4. Valores da Colep.
1.3 Contributos do Trabalho
Neste trabalho foram estudados métodos de análise de compatibilidade entre embalagens e produtos embalados com o objetivo de melhorar ou substituir métodos já existentes, e utilizados na indústria de embalagens metálicas. Como objeto de estudo, analisaram-se embalagens com diferentes tipos de revestimento interior, por forma a concluir acerca do seu desempenho.
Em trabalhos anteriores deste projeto desenvolveram-se duas soluções para aperfeiçoar os testes de análise de compatibilidade, no sentido devolver mais informações acerca do sistema em análise, e aumentar o seu rigor, assim como reduzir o tempo necessário para análise. O teste de armazenamento é um método atualmente utilizado na indústria, que se baseia unicamente na inspeção visual das embalagens, ao longo do seu tempo de envelhecimento (seis meses a um ano). A primeira solução envolveu o acoplamento da técnica de espetroscopia de impedância eletroquímica (EIS) ao teste de armazenamento, que permite monitorizar a evolução da degradação das embalagens, analisando com detalhe as interações que ocorrem entre si e o produto. Uma segunda solução envolve o método de AC/DC/AC, que potencia a degradação das embalagens por polarização catódica, observando como estas evoluem pela técnica de EIS, e permitindo obter conclusões numa questão de dias. Contudo, tal como esta segunda solução se encontrava delineada, a degradação das embalagens não era suficientemente próxima à realidade; o que é essencial para que o método de AC/DC/AC constitua uma alternativa aos testes de armazenamento.
No presente trabalho, pretendeu-se melhorar o modo como estas duas soluções são aplicadas. Para o teste de armazenamento com EIS as embalagens foram selecionadas com características que potenciaram uma degradação mais uniforme, de forma a prevenir a degradação localizada em zonas sensíveis da embalagem. O método AC/DC/AC provocava a degradação das embalagens por delaminação física do revestimento. Com o objetivo de tornar o método mais próximo da realidade, este foi reescrito no sentido de degradar as embalagens também por delaminação química e permitir a ocorrência de reações corrosivas.
Este trabalho permitiu obter resultados mais rigorosos na aplicação do método de EIS ao teste de armazenamento, e elaborar um paralelismo mais sólido em relação ao método de AC/DC/AC, ao definir mais pontos de ligação ao processo real de degradação de uma embalagem metálica revestida. Os resultados obtidos pelos dois métodos levaram a conclusões concordantes acerca do desempenho dos quatro tipos de embalagem utilizados, constituindo mais um passo na utilização do método de AC/DC/AC em substituição ou de forma complementar ao teste de armazenamento.
1.4 Organização da Tese
O primeiro capítulo da tese destina-se a introduzir o tema/problema do projeto, providenciando uma base informativa aos métodos de análise de compatibilidade entre produtos e as embalagens que os contêm, incluindo uma breve nota às vantagens e condicionantes dos mesmos. Aborda a questão da corrosão metálica e os métodos de proteção das embalagens usados pela indústria.
De seguida, no segundo capítulo, o Contexto e Estado de Arte providencia os conceitos teóricos necessários ao desenvolvimento e realização do trabalho, englobando os conceitos-base e desenvolvimentos da espetroscopia de impedância eletroquímica, assim como dos testes de envelhecimento acelerado.
O terceiro capítulo descreve os materiais utilizados no projeto e suas características, e relata o modo como os métodos e experiências foram executados.
Os resultados e respetiva interpretação encontram-se no quarto capítulo, onde se analisa o desempenho dos vários tipos de revestimentos aplicados nas embalagens, e a sua compatibilidade com os enchimentos utilizados. É também neste capítulo que se efetua um paralelo entre os dois métodos utilizados.
O quinto capítulo apresenta as conclusões que se tiraram dos resultados do projeto; e no sexto capítulo é realizada a avaliação do trabalho realizado.
2 Contexto e Estado da Arte
2.1 Espetroscopia de Impedância Eletroquímica (EIS)
O conceito de impedância elétrica começou a ser estudado em finais do século XIX, por Oliver Heaviside. Desde então, o seu uso tem-se popularizado, beneficiando de avanços científicos no campo da eletroquímica, tal como o desenvolvimento da modelação por circuitos equivalentes, que será abordada neste projeto [13].
A resistência elétrica é a capacidade de um elemento condutor se opor à passagem de corrente elétrica, e de acordo com a Lei de Ohm é tida como o quociente da tensão e da intensidade da corrente elétrica:
𝑅 =𝑈 𝐼 (7)
Contudo, a aplicação da lei de Ohm está limitada às resistências elétricas, e contempla determinados pressupostos característicos de uma resistência ideal: o valor de resistência mantém-se constante, para todos os valores de tensão e corrente elétrica; o valor devolvido para a resistência elétrica é independente da frequência de um determinado sinal elétrico; e considera que os sinais de tensão e intensidade, em corrente alternada (AC), não se encontram desfasados [14]. Num circuito elétrico consideram-se outros elementos, como os condensadores,
cuja propriedade capacitiva permite o “armazenamento” de cargas elétricas, e que não são abrangidos pela Lei de Ohm [13].
No sentido de se obter uma relação mais geral surge o conceito de impedância, que mede a capacidade de um circuito elétrico impedir a passagem da corrente elétrica alternada. A técnica de espetroscopia de impedância eletroquímica (EIS) consiste na aplicação de uma pequena perturbação de potencial sinusoidal ao sistema, obtendo-se como resposta um sinal de corrente que vem geralmente desfasado, tal como representado na Figura 5 [15].
Figura 5. Perturbação de potencial sinusoidal a um determinado sistema e respetiva resposta da corrente à
perturbação (adapt.) [15].
A perturbação e a respetiva resposta são dadas por:
𝑈(𝑡) = 𝑈𝐴cos(𝜔t) (8) 𝐼(𝑡) = 𝐼𝐴cos(𝜔𝑡 − 𝜑) (9)
Em que UA é a amplitude do sinal de potencial, ω é a frequência angular (𝜔 = 2π𝑓), IA é a
amplitude do sinal de corrente e 𝛷 a diferença de fase entre os dois sinais. E a impedância do sistema (Z) é dada por uma expressão análoga à Lei de Ohm:
𝑍 =𝑈(𝑡) 𝐼(𝑡) (10)
Recorrendo à relação de Euler (Equação 11) é possível expressar a impedância como uma função complexa [13].
𝑒𝑗𝜃= cos 𝜃 + 𝑗𝑠𝑒𝑛𝜃 (11) Em que 𝑗 = √−1 é tido como a unidade imaginária.
Assim, as Equações 7, 8 e 9 ̶ tensão, corrente e impedância, respetivamente ̶ tomam a forma [13]:
𝑈(𝑡) = 𝑈𝐴𝑒𝑗𝜔𝑡 (12)
𝐼(𝑡) = 𝐼𝐴𝑒𝑗𝜔𝑡−𝜑 (13)
A impedância elétrica possui uma componente real e uma componente imaginária, sendo esta última a que reflete, por exemplo, o efeito da capacitância na corrente elétrica. Já a resistência elétrica é representada pela sua componente real.
Deste modo, é possível obter dados da impedância de um determinado circuito para uma dada gama de frequências e tensão. Estes dados são passíveis de ser analisados graficamente, representando a componente real da impedância com a componente imaginária, obtendo-se o chamado diagrama de Nyquist. Outra possível (e complementar) representação é através da representação do módulo da impedância e do ângulo de fase em função da frequência, pelo designado diagrama de Bode.
Numa experiência de EIS, a tensão aplicada tem o mesmo valor do potencial de equilíbrio do sistema ao momento da análise, com amplitude de 10 mV, de modo a que o sistema não seja perturbado de forma irreversível.
2.1.1 Circuitos elétricos equivalentes
Os processos que decorrem num sistema eletroquímico podem ser modelados através de circuitos elétricos, sendo que cada fenómeno que ocorra num dado sistema pode ser representado através da ligação de elementos elétricos, que formam um circuito elétrico equivalente, em sintonia com o seu significado físico.
Para a demonstração da relação de um circuito equivalente com a sua reprodução gráfica, através de diagramas de Nyquist e de Bode, considere-se um sistema representado unicamente por um circuito elétrico, composto por uma capacitância, C, em paralelo com uma resistência,
R, (circuito elétrico RC) ̶ Figura 6.
Figura 6. Circuito elétrico equivalente representado por um RC (esq.); diagrama de Nyquist do circuito elétrico
Na representação gráfica de diagramas de Nyquist, o eixo das ordenadas é tido como o simétrico de Zimaginário, de modo a facilitar a sua análise. Neste caso, a impedância mostra uma
resposta em semicírculo, cuja forma base tem origem na conformação em paralelo de C e R, e a frequência diminui à medida que aumenta o valor de Zreal. O semicírculo possui componente
real e imaginária de impedância, devido à contribuição real da resistência e à contribuição imaginária da capacitância, e cada ponto do diagrama é obtido a diferentes valores de frequência. A reduzidas frequências a resposta tenderá para o eixo real, sendo que quando o interceta o valor de impedância corresponde unicamente a R. Este tipo de representação da impedância implica que um vetor que se inicie na origem do referencial até um ponto do diagrama tenha como magnitude o módulo da impedância, |𝑍|, tal como se pôde observar na Figura 6 [13].
Deste modo, debruçamo-nos agora no diagrama de Bode, representado na Figura 7.
Figura 7. Diagrama de Bode característico de um circuito elétrico equivalente constituído por um RC (adapt.) [13].
O diagrama de Bode permite completar a leitura efetuada pelo diagrama de Nyquist, já que oferece o valor do módulo da impedância a cada frequência; e traça também o ângulo de fase em função da frequência. Cada semicírculo do diagrama de Nyquist, pode caracterizar-se por uma constante de tempo, calculada por:
𝜏 = 𝑅𝐶 (15)
No presente diagrama de Bode, a presença da constante de tempo observa-se pela variação do ângulo de fase e do módulo da impedância. A frequência de relaxação crítica (fc),
é a frequência em que se observa pico da constante de tempo no diagrama de Nyquist; e no diagrama de Bode apresenta-se na região onde o ângulo de fase é de -45º. [13]
2.1.2 Impedância de Warburg
A impedância de Warburg representa a resistência à difusão mássica de espécies eletroativas. O seu modelo básico assume que a difusão ocorre numa camada de espessura “infinita”, e representa-se no diagrama de Nyquist por uma reta de declive 0,5, e no diagrama de Bode por uma mudança de fase a -45º, a baixas frequências.
Contudo, em casos reais por vezes tem de ser considerada uma camada de espessura reduzida, considerando-se adicionalmente a difusão de Warburg “finita”. Nestes casos, passa a observar-se a impedância de Warburg “infinita” a altas frequências e “finita” a baixas frequências. Existem dois fenómenos de difusão de Warburg “finita”, que vão apresentar diferenças na sua representação gráfica [13]:
• As espécies eletroativas são absorvidas no fim da camada de difusão; à superfície do elétrodo – resposta caracterizada por uma reta de declive -90º a baixas frequências, que pode ocorrer seguidamente à resposta para impedância de Warburg “infinita” a altas frequências;
• As espécies eletroativas são refletidas/bloqueadas, no fim da camada de difusão – resposta em forma de ¼ de círculo a baixas frequências, aproximando-se do eixo real, que pode também ocorrer seguidamente à impedância de Warburg “infinita”. A Figura 8 apresenta os dois fenómenos mencionados.
Figura 8. Impedância de Warburg “finita” (baixas frequências), após impedância de Warburg “infinita” (altas
frequências), com absorção da espécies eletroativas no fim da camada de difusão, caracterizada por uma reta de declive 90º (esq.) e impedância de Warburg “finita”, após impedância de Warburg “infinita”, com bloqueio das espécies eletroativas (dir.) (adapt.) [13].
2.1.3 Elemento de fase constante
Em sistemas reais é frequente observar-se desvios ao comportamento ideal, tendo influência na respetiva modelação por circuitos elétricos equivalentes. Nomeadamente, na modelação de condensadores, e que assim podem ser representados como elementos de fase constante (CPE), tendo esta designação por o ângulo de fase passar a ser independente da frequência. A fórmula de um CPE para uma capacitância é [14]:
𝑍𝐶𝑃𝐸 = 1
𝑌0(𝑗𝜔)𝑛 (16)
Em que Y0 é a magnitude do elemento do circuito a representar e n representa um parâmetro
empírico do CPE. Se o valor de n for zero, a equação descreve um resistor ideal; se for unitário, representa um condensador ideal; e se for de ½ representa o elemento de Warburg. No caso de se pretender considerar um condensador como um CPE, a sua capacitância equivalente efetiva (CEFF) é dada por [13-14]:
𝐶𝐸𝐹𝐹=
(𝑅𝑝𝑎𝑟𝑎𝑙𝑒𝑙𝑜𝑌0)1/𝑛 𝑅𝑝𝑎𝑟𝑎𝑙𝑒𝑙𝑜 (17)
2.1.4 Circuito equivalente de uma embalagem metálica revestida
Considere-se um sistema eletroquímico formado por uma embalagem metálica com revestimento orgânico, em contacto com um produto condutor. Este sistema é o que representa a situação real do projeto. No instante em que o produto entrar em contacto com a embalagem, são tidos em conta os seguintes fenómenos eletroquímicos [13-14]:
• A migração das espécies iónicas, está sujeita à resistência da solução aquosa de eletrólito/produto; esta e outras resistências, como a dos fios condutores da instalação, designam-se conjuntamente por resistência ohmica (RΩ);
• O revestimento atua como um meio com capacidade para armazenar cargas elétrica, como um condensador, entre o eletrólito e o substrato metálico – é então modelado por uma capacitância (CC);
• Assumindo que o revestimento tem propensão para ser poroso, pela presença de defeitos (e.g. bolhas, fendas, variações de espessura), o desenvolvimento de poros vai levar à acumulação de eletrólito, que atuando como um meio condutor tem o efeito contrário ao do revestimento – assim, este efeito é representado por uma resistência (RP);
• Na interface metal/liquido ocorrem as reações de oxidação-redução, com transferência de eletrões entre as espécies iónicas e o elétrodo, caracterizadas pela designada resistência à transferência de carga (RCT);
• Espécies iónicas que não participam nas reações de oxidação-redução vão formando uma camada na superfície do elétrodo; o elétrodo e estes iões adsorvidos possuem cargas opostas, levando à formação de uma outra camada, de característica não-condutora, que atua como um condensador – é chamada de capacitância de dupla-camada (CDL);
• Uma vez que pode ocorrer ataque químico, os produtos resultantes da degradação do substrato metálico podem difundir para a solução, criando um gradiente de concentração – a resistência à difusão destes produtos é modelada através da impedância de Warburg (ZW).
De acordo com os fenómenos eletroquímicos mencionados podemos construir o análogo elétrico equivalente apresentado na Figura 9. Os fenómenos tanto representados por RCT e CDL
como por RP e CC encontram-se relacionados, porque respondem na mesma constante de tempo.
Por vezes, quando não ocorre a degradação do material o elemento de Warburg, que representa a difusão mássica dos produtos de corrosão metálica, não é considerada [7, 12].
Figura 9. Circuito elétrico análogo a uma embalagem metálica com revestimento interior.
É de notar que apesar de um modelo se adequar a dados experimentais não tem necessariamente significado físico. O mesmo modelo pode adequar-se a dados provenientes de sistemas diferentes, e desse modo induzir em erro. Por isso, é necessário que o circuito equivalente modelado tenha como base um sólido conhecimento do sistema em causa [13].
2.2 Testes de envelhecimento acelerado
A produção de uma embalagem metálica requere que a mesma seja testada quanto às situações adversas a que possivelmente estará sujeita aquando da sua comercialização, e.g. durante o seu transporte, manuseamento e alocação. Como tal, é essencial estudar o comportamento das embalagens, quer em termos de resistência física como de resistência química face ao produto embalado.
2.2.1 Teste de armazenamento e EIS
Para testar a resistência química das embalagens metálicas, os fabricantes sujeitam-nas a testes de envelhecimento acelerado, que permitam simular a sua degradação num espaço de tempo relativamente reduzido.
O teste de armazenamento analisa os efeitos do contacto de um determinado produto com a embalagem que o contém. A norma indiana IS 9209 (1979), aplicável aos testes de armazenamento em aerossóis metálicos, determina que esta exposição se dê à temperatura de 45 ± 2 ⁰C, pelo período de um ano. As embalagens devem ser abertas nos intervalos de tempo de 2, 4, 8 e 12 meses, para inspeção visual da evolução da degradação da embalagem [16]. A
com base na lei de Arrhenius, a velocidade de uma reação aumenta com a temperatura [8].
Deste modo, o aumento da temperatura favorece as reações químicas entre o produto. Uma das maiores desvantagens da norma indiana é que esta considera a inspeção visual como único método de análise. Recentemente, têm sido desenvolvidas versões modificadas do teste de armazenamento, que ainda não foram aplicados na indústria, de um modo geral. O acoplamento deste teste com a técnica de EIS permite obter dados significativos da evolução do sistema ao longo do tempo, efetuando medições periódicas da sua impedância. Estudos anteriores relatam uma evolução relevante do sistema logo nas primeiras 48 h, analisando o sistema semanalmente a partir daí. Em menos de dois meses, observa-se a estabilização do sistema devolvendo resultados conclusivos [17]. Quanto mais o sistema mantiver a sua
impedância, melhor o desempenho da embalagem, inferindo à qualidade do revestimento aplicado [9, 11, 18].
2.2.2 Método AC/DC/AC
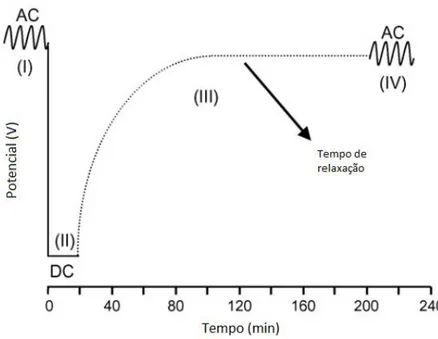
Em 1992, Hollaender et. al. propuseram um método de envelhecimento acelerado que permite simular o envelhecimento/degradação de um substrato metálico revestido num espaço de tempo relativamente reduzido [19]. O nome do método, AC/DC/AC, é sugestivo quanto às
diferentes fases que contemplam esta técnica, representadas na Figura 10:
1. Em primeiro lugar, realiza-se uma análise de EIS, de modo a determinar o estado inicial da embalagem, em potencial de circuito aberto (OCP) (corrente AC);
2. De seguida, procede-se à degradação da embalagem por polarização catódica, a um determinado valor de tensão, que desloque o potencial de equilíbrio do sistema (potencial DC);
3. Segue-se uma fase de estabilização, em que a embalagem é deixada a estabilizar durante um determinado período de tempo, suficiente para que o seu potencial de equilibro ̶ ou OCP ̶ estabilize;
4. Por último, é efetuada nova análise de EIS, para concluir sobre o estado da embalagem após a degradação.
Figura 10. Ciclo de polarização catódica num substrato metálico revestido em contacto com eletrólito de NaCl:
(I) análise de EIS; (II) polarização catódica; (III) fase de estabilização; (IV) análise de EIS (adapt.) [18].
Os três passos acima referidos são aplicados ciclicamente; após o 4º passo, nova polarização catódica se aplicaria. Os ciclos de AC/DC/AC são aplicados até que se observe a estabilização da embalagem, i.e. até que a curva do OCP estabilize. A estabilização de um dado sistema também é observável pelos diagramas de Nyquist obtidos nos passos AC, ao verificar que os mesmos não se alteram significativamente após aplicação de um novo ciclo.
Na análise da qualidade de um revestimento, quantos mais ciclos de polarização forem necessários para a degradação estar completa, melhor é o seu desempenho. Desta forma, é possível comparar diferentes revestimentos, variando também o número de camadas aplicadas
[9].
Na etapa de polarização catódica, a aplicação de tensão causa a introdução e passagem de água e iões do eletrólito através do revestimento para a sua interface com o substrato metálico. Dependendo da magnitude da tensão aplicada e das condições do meio, podem ocorrer reações catódicas. Considerando o substrato metálico ferro [18, 20]:
• Meio ácido sem oxigénio: 2H+(aq) + 2e−→ H
2 (18); • Meio ácido oxigenado: 1 2⁄ O2(g) + 2H+(aq) + 2e−→ H
2O(l) (19); • Meio básico oxigenado: 2H2O(l) + O2(g) + 4e−→ 4OH−(aq) (20); • Meio básico sem oxigénio: 2H2O(l) + 2e−→ H2(g) + 2OH−(aq) (21).
Leidheiser et al. estudaram o mecanismo de reações catódicas em revestimentos orgânicos de superfícies metálicas, e realçaram o facto de o pH na interface metal-revestimento ser alcalino, verificando-se geralmente a ocorrência da reação presente na Equação 21 [21]. Tal como se pode observar na Figura 11, a produção do gás hidrogénio vai
provocar a delaminação do revestimento, causando a formação de bolhas, que resultam na perda de aderência do revestimento [20a]; e simultaneamente ocorrerá a corrosão do substrato
metálico (neste caso, ferro).
Figura 11. Representação da produção de hidrogénio, durante as experiências de AC/DC/AC numa folha metálica
de aço revestida que potenciem a formação do mesmo (adapt.) [20a].
O teste de armazenamento pode decorrer durante meses, enquanto que a aplicação do método de AC/DC/AC pode devolver resultados em menos de 24 h [11, 18, 22]. Por isso, é
interessante efetuar o paralelismo entre ambas as técnicas, com efeito de uma complementar a outra, ou mesmo de o método AC/DC/AC permitir obter resultados que tornem desnecessário o uso do teste de armazenamento.
García e Suay, desenvolveram um trabalho com o objetivo de comparar ambos os métodos, no sentido de averiguar qual o melhor valor de tensão para revestir substratos de aço com um revestimento epóxi por eletrodeposição. As diferentes amostras foram expostas a um eletrólito de 3,5 % de NaCl, efetuando-se medições periódicas de EIS para saber o estado do sistema em determinados períodos de tempo. Em paralelo, aplicaram o método de AC/DC/AC, com tensão de polarização catódica de -4 V durante 20 minutos, seguida de uma fase de estabilização de 3 h. Obtiveram resultados de degradação semelhantes de ambos os métodos, tirando a mesma conclusão de que a melhor tensão de eletrodeposição se encontrava entre 270 V e 320 V [18].
3 Descrição técnica
Nesta secção apresentam-se as técnicas e procedimentos experimentais utilizados para estudar o comportamento de um revestimento anticorrosivo de embalagens metálicas de FF, quando em contacto com o produto embalado. Na avaliação da integridade das embalagens metálicas, recorreu-se a aerossóis de FF constituídos por três componentes: fundo, cúpula e corpo. As embalagens consideradas neste estudo têm dimensões de 49 mm x 119 mm, e de acordo com o tipo de revestimento ̶ identificados como revestimento X e revestimento Z ̶ e o número de camadas aplicadas podemos distinguir quatro tipos diferentes de amostras ̶ ver Tabela 1. Todas as embalagens possuem a cúpula revestida com uma camada do revestimento X e o fundo revestido de PET. Na Tabela 1 encontram-se também compiladas algumas informações técnicas adicionais.
Tabela 1. Identificação e características das embalagens metálicas utilizadas nos testes do projeto. Tipo de embalagem* Revestimento no corpo Nº de camadas Gramagem (g·m-2) AX X 1 5,2 BZZ Z 2 9,7 CZ Z 1 5,0 DXX X 2 8,8
*o tipo e número de camadas de revestimento X ou Z estão especificadas em subscript para cada embalagem, de modo a ser facilmente identificável quando mencionadas; e.g. o subscript ZZ indica que a embalagem está revestida com duas camadas do revestimento Z.
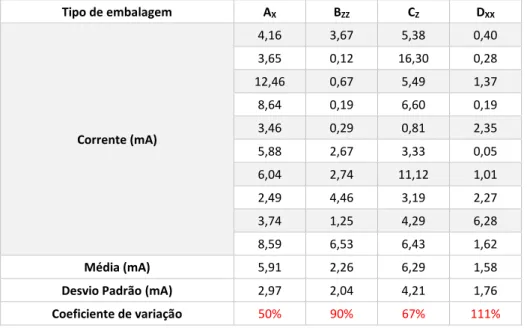
3.1 Avaliação da porosidade do revestimento interior das embalagens
O estado inicial do revestimento interior de uma embalagem está relacionado com a sua porosidade. O método para medir a porosidade de um revestimento numa embalagem metálica atualmente estabelecido na Colep consiste na aplicação de uma tensão à embalagem por um certo período de tempo, sendo registado o valor da corrente. A facilidade com que a corrente flui através do revestimento está relacionada com a sua porosidade, que é tanto mais elevada quanto maior a intensidade da corrente monitorizada.No presente teste foi aplicada uma tensão de 6,3 V durante 4 s a 10 amostras de cada tipo de embalagem de aerossol estudado (AX, BZZ, CZ e DZZ), preenchidas com uma solução
revestimento, pelo que as mesmas ficam inutilizáveis. O equipamento utilizado designa-se por ENR-2000 (DIG II), especializado para embalagens metálicas, da CMC-KUHNKE.
Figura 12. Instalação experimental para a avaliação da porosidade do revestimento interior das embalagens utilizado
na Colep.
3.2 Teste de armazenamento com EIS
As embalagens metálicas foram sujeitas a teste de envelhecimento acelerado (teste de armazenamento), com medições periódicas por análise de EIS. O envelhecimento acelerado efetuou-se numa estufa, a 45 ºC, segundo a norma indiana IS 9209 (1979). Por forma a avaliar o comportamento dos diferentes tipos de revestimento, este estudo foi realizado em três fases, de acordo com o tipo de enchimento considerado:
• Teste 1 – envelhecimento em estufa com eletrólito e medições de EIS com eletrólito; • Teste 2 - envelhecimento em estufa com produto e medições de EIS com produto; • Teste 3 - envelhecimento em estufa com produto e medições de EIS com eletrólito.
Estes testes procuraram explorar as diferentes hipóteses disponíveis para a realização deste estudo, sendo que o Teste 2 representa a situação real. No Teste 1 o produto é substituído por um eletrólito com características favoráveis à realização da técnica de EIS, uma vez que o produto embalado pode apresentar algumas limitações, e.g. baixa condutividade elétrica e incompatibilidade com o elétrodo de referência. Por fim, o Teste 3 procura simular a situação real de envelhecimento com o produto de enchimento e possibilita a análise de EIS, uma vez que aquando da realização das medições de EIS o produto é substituído por eletrólito.
De trabalhos anteriores, verificou-se que o eletrólito de Na2SO4 (20,4 g·L-1) permite a
degradação gradual da embalagem e apresenta propriedades favoráveis à realização de análises pela técnica de EIS [17]. Na Tabela 2 encontram-se os valores de pH e de condutividade elétrica
do eletrólito e do produto considerados neste estudo, medido com medidor de pH/condutividade WTW inoLab® 740. O produto selecionado é, neste caso, propício à realização
![Figura 5. Perturbação de potencial sinusoidal a um determinado sistema e respetiva resposta da corrente à perturbação (adapt.) [15]](https://thumb-eu.123doks.com/thumbv2/123dok_br/15622272.1055101/30.892.330.622.109.462/perturbação-potencial-sinusoidal-determinado-respetiva-resposta-corrente-perturbação.webp)