Effect of compound ield on horizontal
continuous casting of Al-1wt.%Si alloy
*Hong-yun Yue
Female, born in 1980, Associate Professor. Research interest: New energy materials and metal fabrication.
E-mail: [email protected]
Received: 2014-06-06; Accepted: 2014-12-26 Zhong-tao Zhang 1, 2
, *Hong-yun Yue 1
, Jian Zhang 3
, *Shu-ting Yang 1
, and Ting-ju Li 4 1. School of Chemical Science, Henan Normal University, Xinxiang 151900, China;
2. Golden Dragon Precise Copper Tube Group, Xinxiang 151900, China; 3. Beijing Self-creation Electric Company, Beijing 100000, China;
4. School of Materials Science and Engineering, Dalian University of Technology, Dalian 116024, China
W
ith the rapid development of semiconductors, bonding wire has been widely used in the electronic package process. Common bonding wire materials are Au, Ag, Cu and Al, among which, Al-1wt.%Si alloy attracts much attention due to its low cost and environmental protection [1-4]. The conventional method for fabricating the bonding wire is to irst make a casting rod and then to extrude it to a smaller rod and draw that rod through a series of passes to make the final bonding wire. Among the processes above, the quality of the casting rod affects the subsequent steps to a great extent. Horizontal continuous casting has the virtues of simple equipment, room saving and easy operation, which is very convenient for fabricating Al-1wt.%Si bonding wire rods. However, the segregation of Si element and low mechanical properties of the casting rods usually lead to the breaking of the wire during the drawing passes. So, it is necessary to findAbstract:
A travelling magnetic field, a power ultrasonic field, and a compound field were used separately during the horizontal continuous casting process of Al-1wt.%Si alloy. The samples obtained were characterized using an optical microscope, a scanning electron microscope, a tensile testing machine, and an electron probe microscopic analyzer to test the microstructures, properties, and element distribution of the samples. The results show that the application of a single ield can enhance the mechanical properties and reduce the segregation of Si element in Al-1wt.%Si alloy to some extent. The application of a compound field can obtain the best reinement and homogeneity of the Si element in the alloy, leading to the highest increase of tensile strength and elongation among the three applied ields. The mechanism of the action of external ields on the reinement of microstructures and homogeneity of the Si element is discussed and the compound ield is considered to be an effective method to achieve high quality Al alloys.Key words:
ultrasonic vibration; travelling magnetic ield; grain reinement; nucleation; compound ield CLC numbers: TG249.7 Document code: A Article ID: 1672-6421(2015)02-123-06Fig. 1: Schematic diagram of horizontal continuous
casting of Al-1wt.%Si under compound ield
In this study, travelling magnetic field, power ultrasonic ield and compound ield were utilized, respectively, during the horizontal continuous casting process of Al-1wt.%Si in order to improve the homogeneity of Si element distribution and the mechanical properties of the rods. The action mechanism in this process was analyzed and discussed.
1 Experimental procedure
Figure 1 shows the schematic diagram of the experimental apparatus, which mainly consists of the ultrasonic vibration system, the traveling magnetic system and the horizontal continuous casting system. The ultrasonic system is composed of power supply, ultrasonic transducer and ultrasonic radiator with a frequency of 20 kHz. The radiator is made of stainless steel with a diameter of 31 mm, which is covered by a carbide layer to protect it from erosion by Al melt. The radiator bar is placed 3 cm away from the crucible (tundish) with a dipping depth of 2 cm. The traveling magnetic system is composed of a magnetic power supply and a traveling magnetic ield generator with a frequency of 50 Hz. Both the power supply and generator are cooled by recycled water. The horizontal continuous casting system is comprised of a tundish, a dragging system, and a graphite mold with an inner diameter of 10 mm and cooled by water. The tundish is 30 cm, 20 cm, and 30 cm in the dimensions of length, width and height, respectively. The distance between outside of the tundish and the travelling magnetic ield generator is 2 mm.
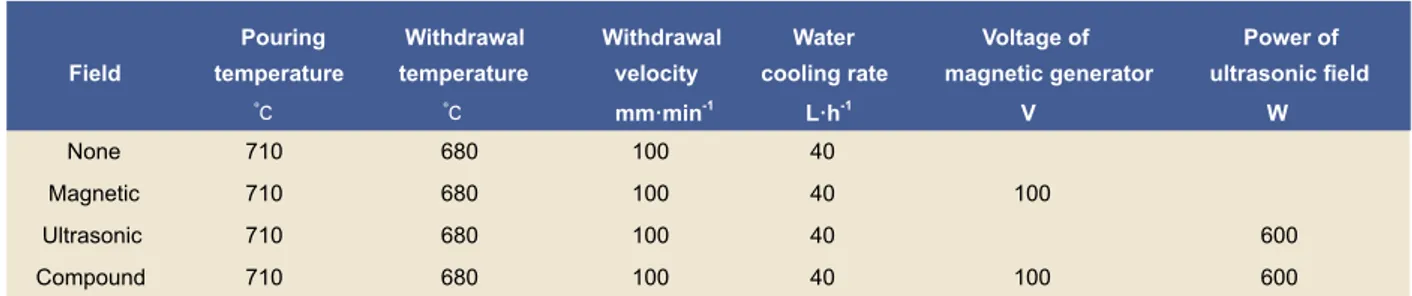
The direction facing toward the mould is deined as being the front, with the opposite direction being the back. The luctuation of temperature in the tundish was tested and the temperature in front of the tundish could be 10 to 15 °C lower than that in the middle. The compound ield was utilized during the horizontal continuous casting process of Al-1wt.%Si alloy, and samples with a single ield and without any ield were made to show the contrasts. The detailed experimental parameters are shown in Table 1.
Table 1: Experimental parameters of horizontal continuous casting of Al-1wt.%Si alloy
Pouring Withdrawal Withdrawal Water Voltage of Power of
Field temperature temperature velocity cooling rate magnetic generator ultrasonic ield
℃ ℃ mm·min-1
L·h-1
V W
None 710 680 100 40
Magnetic 710 680 100 40 100
Ultrasonic 710 680 100 40 600
Compound 710 680 100 40 100 600
The casting rods were cut, mechanically ground and polished, and then etched using Keller’s reagent. The microstructure evolutions of the as-polished samples were characterized using MEF4 optical microscope (LEICA), and the tensile test in the longitudinal direction was carried out according to GBT228-2002. The fracture morphologies of the tensile samples were characterized using JSM-5600LV SEM (JEOL) and the segregation of Si element was tested using EPMA-1600 equipment (SHIMADZU).
2 Results and discussion
Figure 2 shows the solidiication microstructures of the casting rods made without any ield, with the travelling magnetic ield, the power ultrasonic ield and the compound ield, respectively.
The original grain size of the primary aluminum phase is about 150-200 μm, as shown in Fig. 2(a). With the application of a single field, the average grain size of the primary phase decreases to 70-80 μm, as shown in Fig. 2 (b) and Fig. 2 (c). Under the compound field, the microstructures are greatly reined and the average grain size is about 40-50 μm with some very fine microstructures dispersed in the whole section, as shown in Fig. 2 (d).
Figure 3 shows the results of mechanical tests. The tensile strength and elongation of the casting rods increase from 110 MPa and 13% of the original sample to 146 MPa, 143 MPa, 168 MPa, and 25%, 26%, 40% with the application of traveling magnetic ield, ultrasonic ield and compound ield, respectively. As expected, the microstructures of the alloys affect their properties to a great extent. From Figs. 2 and 3, the iner the 1-Ultrasonic power; 2-Ultrasonic transducer; 3-Ultrasonic radiator;
Fig. 2: Microstructures of horizontal continuous casting rods:
(a) without any ield, (b) with magnetic ield, (c) with ultrasonic ield, (d) with compound ield
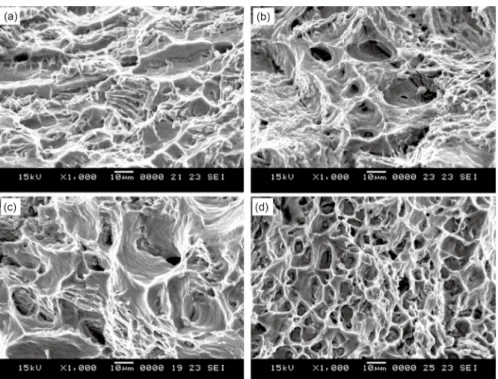
Fig. 4: SEM photographs of the fracture of tensile test specimens: (a) without any
ield, (b) with magnetic ield, (c) with ultrasonic ield, (d) with compound ield
Fig. 3: Tensile strength and elongation of samples:
(1) without any ield, (2) with electromagnetic ield, (3) with ultrasonic ield, (4) with compound ield
microstructures are, the higher the mechanical properties are. Figure 4 gives the corresponding morphologies of the fractures of the tensile samples under different ields. Without any field, the morphology is river-like [Fig. 4(a)]. With the separate application of electromagnetic field and ultrasonic field, dimples appear in the cross-section [Fig. 4(b), (c)]. When the compound ield is applied, the fractures are fulilled with deep dimples, which greatly hinder the slip of fractures, leading to great improvements in tensile strength and elongation (Fig. 4(d)).
decisive factors in terms of the quality of the bonding wire. With the application of the compound field, the mechanical properties of the rods increase greatly, which is beneicial to the subsequent drawing processes.
When the traveling magnetic ield is applied, electromagnetic force is generated in the melt owing to the reaction of magnetic ield and induced current, as can be described in Equation 1[15]
(1) where F is the electromagnetic force in the melt, J is the induced current and B and μ represent the magnetic flux density and magnetic permeability, respectively.
Electromagnetic force can induce the forced convection of the whole melt and generate both temperature and concentration luctuation, thus enhancing the formation of nuclei and the re-melting of dendrites.
When the power ultrasonic field propagates in the melt, it can generate ultrasonic cavitation and acoustic streaming effects [16], which can generate pressure pulsing of up to 1,000 MPa and accumulative jets up to 100 m·s-1 and the streaming of the melt [17]. Those high pressures usually happen in the area near the transducer. Under the high pressure generated by the ultrasonic field, the liquid near the transducer is condensed or dragged periodically, which generates a lot of cavities, which is the so-called cavitation. When cavitation occurs in a melt, the occurrence of pulsating cavitation bubbles can cause the dispersion of crystals and increase the nucleation rate of crystallization. At the same time, the pressure gradient can also cause the low of the whole melt and can enhance the heat and mass transfer, which is the so-called ultrasonic streaming. It happens both in inhomogeneous sound ields and near various barriers like interfaces. Its scale and velocity are functions of properties of the treated melt and the shape and structure of external boundaries. As is known, the liquidus temperature of the alloy is a function of pressure and it increases with the increase of pressure. Applying ultrasonic energy to a melt can generate pressure pulses in the melt and some regions in the melt might be super-heated while other areas may be undercooled. Therefore, a great number of solidiication nuclei can be generated by cavitation even though the temperature is higher than the melting point and they can be dispersed far away by acoustic streaming, leading to the reinement of the alloy.
In addition, the ultrasonic ield facilitates the escape of gases and inclusions from melt. In the Al-1wt.%Si alloy, the Al2O3 inclusions are non-wetted by the Al melt. These particles always adsorb gaseous phases on their surface and in surface defects, so they can easily be potential nuclei of cavitation bubbles. During the propagation of the ultrasonic ield in the molten melt, alternating expansion and compression pressure fluctuations are generated. If the pressure exceeds the cavitation threshold, numerous cavitation bubbles are generated around inclusions. Most of the cavitation bubbles absorb gas such as hydrogen or oxygen and grow to form larger bubbles, due to the difference in the interface area [18, 19]. The whole process proceeds very quickly owing to ultrasonic cavitation. When the bubbles are
big enough to overcome their drag forces and gravity, they can loat to the melt surface. In the course of loating, the cavitation bubbles can take the inclusions with them, leading to cleaning of the melt [20, 21].
Figure 5 shows the mechanism of the solidiication processes of alloys under different ields. The microstructures of the as-cast alloys in the mold without any ield are shown in Fig. 5(a). Owing to the low temperature and heat transfer of the mold wall, the liquid metal irstly heterogeneously nucleates on the wall and grows regularly toward the mold center in the form of dendrites [22]. During the growth, the secondary dendrite arms join together to become latticed microstructures. At the same time, there are also some finer dendrite microstructures inside the mold due to the heat transfer caused by the inhomogeneity of the temperature ield. The nucleation of metal under electromagnetic field is shown in Fig. 5(b). Under the electromagnetic ield, the thickness of the initial solidiied shell decreases a lot and the dendrites on the wall are washed away under forced convection caused by the electromagnetic field. Fractures of the dendrites are transferred inward, leading to the refinement of the microstructures. The solidification of metal under the power ultrasonic ield is schematically shown in Fig. 5(c). Owing to the high pressure generated by the ultrasonic ield, the undercooling of the liquid near the radiator is increased. Thus numerous nuclei are generated near the ultrasonic radiator owing to the temperature and composition content's luctuation caused by the ultrasonic ield, and these nuclei are transferred to the area far away from the radiator bar. The action range of the ultrasonic ield is restricted by the power of the ield. Nuclei can grow when they low away to an area of weaker ultrasonic ield, and the solidiication microstructure has a trend to grow bigger with the attenuation of the ultrasonic ield. When the compound field is used, numerous nuclei are generated by ultrasonic cavitation and electromagnetic fluctuation even though the temperature is higher than the melting point. After generation, these primary nuclei are transferred all around the melt by the forced convection of the compound ield. For casting under the compound ield, most of the heat is extracted from the system through both the wall of the tundish and the ultrasonic radiator, which is made of metal, a far better heat conductor than the tundish wall. Therefore it can be expected that the temperature in the center could be even lower than that near the wall. During the solidification process, some dendrites may still exist near the mold wall. Under the compound field, the dendrites are remelted near the root region and the obtained free grains travel inward by the action of the compound ield. So, the whole melt is composed of ine and round solidiication microstructure, as shown in Fig. 5(d).
Fig. 5: Schematic of metal alloy solidiication: (a) in a mold without an ield, (b) in electromagnetic ield, (c) in ultrasonic ield, (d) in compound ield
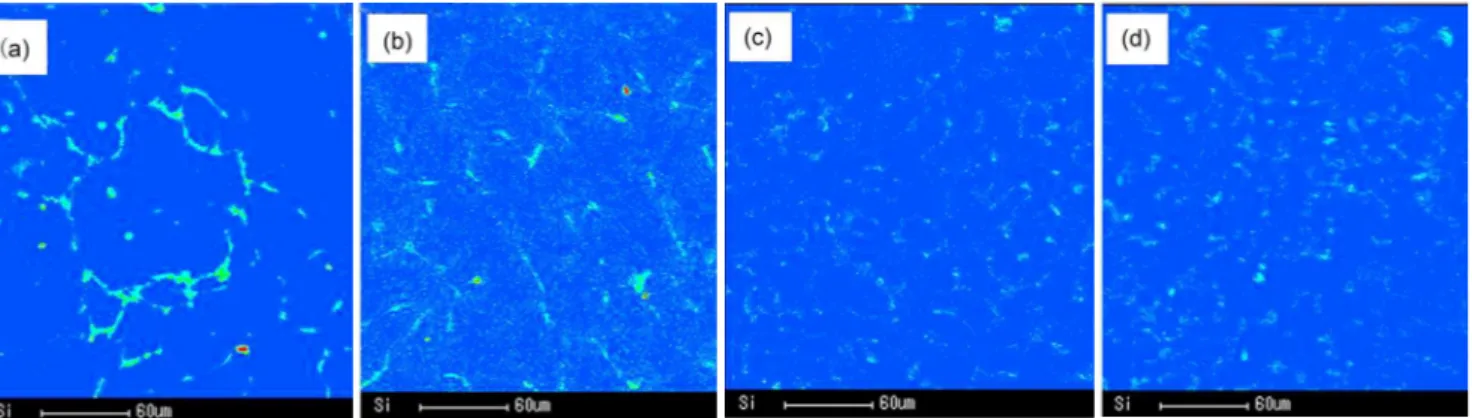
Fig. 6: Effect of compound ield on distribution of Si element: (a) without any ield, (b) with magnetic ield, (c) with ultrasonic ield, (d) with compound ield
During the solidification of Al-1wt.%Si alloy, distribution of Si element is mainly due to the diffusion of Si element among the primary Al dendrites. According to Arrhenius’ equation:
(2)
where, D is the diffusion coefficient, D0 is diffusion constant, R is gas constant, Q is activation energy, and T is absolute temperature.
Then the value of the diffusion coeficient of Si, α, can de described as below [3]:
(3)
where τ is diffusion time, namely local solidification time, and l is diffusion length. With the application of outield, the grain size is reduced and the value of l is correspondingly reduced. At the same time, the application of outfield can enhance the value of T, leading to an increase in D so that the value of α is increased and the Si element distributes more evenly in the whole sample.
of melt from tundish to mold and reduces the occurrence of shrinkage porosity. Moreover, the force can transfer the nuclei generated by the compound field to the crucible in horizontal continuous casting, which is vital to the reinement of microstructures and the improvement of mechanical properties and element segregation.
The coupling of different fields during the solidification processing of alloys has become a current trend. Owing to the significant effects on the microstructure refinement and improvement of element segregation, the compound ield can be considered to be used more and more in the future.
3 Conclusion
In this study, the compound field is applied in the horizontal continuous casting of Al-1wt.%Si bonding wire rods. Under the compound field, we can achieve the best refinement and homogeneity of Si element in the alloy, leading to the greatest increase in tensile strength and elongation among the three applied ields. The tensile strength and elongation of the casting rods increase from 110 MPa and 13% of the original sample to 146 MPa, 143 MPa, 168 MPa, and 25%, 26%, 40% with the application of traveling magnetic field, ultrasonic field and compound field, respectively. The refinement mechanism of microstructures and homogeneity of Si element are also discussed. Based on this study, the compound ield is considered to be a desirable method for improving the quality of Al alloys.
References
[1] Strandjord A J G, Popelar S, and Jauernig C. Interconnecting to aluminum- and copper-based semiconductors (electroless-n i c k e l / g o l d f o r s o l d e r b u m p i (electroless-n g a (electroless-n d w i r e b o (electroless-n d i (electroless-n g ) . Microelectronics Reliability, 2002, 42(2): 265-283.
[2] Ramminger S, Seliger N, and Wachutka G. Reliability model for Al wire bonds subjected to heel crack failures. Microelectronics Reliability, 2000, 40(8-10): 1521-1525.
[3] Li Xintao, Li Tingju, Li Ximeng, et al. Study of ultrasonic melt
treatment on the quality of horizontal continuously cast Al-1%Si alloy. Ultrasonics Sonochemistry, 2006, 13(2): 121-125.
[4] Ji Hongjun, Li Mingyu, Wang Chunqing, et al. Evolution of
the bond interface during ultrasonic Al-Si wire wedge bonding process. Journal of Materials Processing Technology, 2007, 182(1-3): 202-206.
[5] Ramirez A, Qian M, Davis B, et al. Potency of high-intensity
ultrasonic treatment for grain reinement of magnesium alloys.
Scripta Materialia, 2008, 59(1): 19-22.
[6] Jian Xiaogang, Xu Hanbing, Meek T T, et al. Effect of power
ultrasound on solidification of aluminum A356 alloy. Materials
Letters, 2005, 59(2-3): 190-193.
[7] Asai S. Recent development and prospect of electromagnetic processing of materials. Science and Technology of Advanced Materials, 2000, 1(4): 191-200.
[8] Liu Xintao, Cui Jianzhong, Wang Engang, et al. Inluence of a
low-frequency electromagnetic field on precipitation behavior of a high strength aluminum alloy. Materials Science and Engineering A, 2005, 402(1-2): 1-4.
[9] Mao Daheng, Wang Weijuan, Zhong Jue, et al. Effects of
electromagnetic ield on aluminum alloys liquid-solid continuous
rheological structure evolution. Materials Science and Engineering A, 2004, 385(1-2): 22-30.
[10] Khosro Aghayani M and Niroumand B. Effects of ultrasonic treatment on microstructure and tensile strength of AZ91 magnesium alloy. Journal of Alloys and Compounds, 2011, 509(1): 114-122.
[11] Liu Tie, Wang Qiang, Zhang Hongwei, et al. Effects of high
magnetic fields on solidification microstructure of Al-Si alloys. Journal of Materials Science, 2011, 46(6): 1628-1634.
[12] Miao Long, Lu Yiping, Zhang Yubo, et al. Effect of ultrasonic
treatment and Sr addition on microstructure of Al-20%Si alloy. China Foundry, 2013, 10(4): 213-216.
[13] Zhang Zhongtao, Li Jie, Yue Hongyun, et al. Microstructure evolution of A356 alloy under compound ield. Journal of Alloys
and Compounds, 2009, 484(1-2): 458-462.
[14] Cui Jianzhong, Zhang Zhiqiang, and Le Qichi. Direct-chilling
casting of Mg alloy under electromagnetic and ultrasonic combined field. Transactions of Nonferrous Metals Society of China, 2010, 20 (Supplement): 297-305.
[15] Yan Zhiming, Li Xintao, Qi Kai, et al. Study on horizontal
electromagnetic continuous casting of CuNi10Fe1Mn alloy hollow billets. Materials and Design, 2009, 30(6): 2072-2076.
[16] Oh Y K, Park S H, and Cho Y I. A study of the effect of ultrasonic
vibrations on phase-change heat transfer. International Journal of Heat and Mass Transfer, 2002, 45(23): 4631-4641.
[17] Eskin G I. Broad prospects for commercial application of the ultrasonic (cavitation) melt treatment of light alloys. Ultrasonics Sonochemistry, 2001, 8(3): 319-325.
[18] Eskin G I. Cavitation mechanism of ultrasonic melt degassing. Ultrasonics Sonochemistry, 1995, 2(2): 137-141.
[19] Kobayashi M. Cold Model Experiments of Gas Removal from Molten Metal by an Irradiation of Ultrasonic Waves. ISIJ International, 1997, 37(1): 9-15.
[20] Xu Hanbing, Han Qingyou, and Meek T T. Effects of ultrasonic
vibration on degassing of aluminum alloys. Materials Science and Engineering A, 2008, 473(1-2): 96-104.
[21] Naji M and Hasan M. A study of hydrogen bubble growth during ultrasonic degassing of Al-Cu alloy melts. Journal of Materials Processing Technology, 2004, 147(3): 311-320.
[22] Flemings C M. Solidification Processing, New York:
McGraw-Hill, 1974.
This study was inancially supported by the Key Project of Science and Technology Department of Henan Province (142102210449),